
一种残余应力盲孔测试法.pdf

一吃****成益


1/10

2/10

3/10

4/10

5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种残余应力盲孔测试法.pdf
本发明涉及应力检测技术领域,特别涉及一种残余应力的盲孔检测法。其包括以下步骤:取待测工件,选定检测区域;在检测区域选定打孔点和应变片贴片位置;将应变片粘贴在应变片贴片位置;对应变片进行密封;将应变片与应变仪相连接;在工件待测点上表面设置中通的工作液容器,并将工作液容器与工件待测点相密封,并在容器中放置工作液。本发明通过电火花成型机的高能放电效力在工件表面打孔,使得打孔位置便于选取,工件创伤面积小,精度较高,设备较为便宜,降低了传统机械式钻孔对工件产生较大附加应变的影响,解决了机械式钻孔很难高效的对高温硬质

一种残余应力盲孔检测方法.pdf
本发明涉及一种残余应力盲孔检测方法,其特征在于,包括步骤:S1、在工件上钻一小通孔或不通孔,使被测点的应力得到释放;S2、由事先贴在孔周位的应变计测得释放的应变量;S3、根据弹性力学原理计算出残余应力。本发明提供的残余应力盲孔检测方法,测量精度高、线性好、温漂小,可长时间可靠地工作,可广泛应用于工业现场、企业研发测试中心、大学教学实验的应变、应力、位移、压力等物理量综合测试。
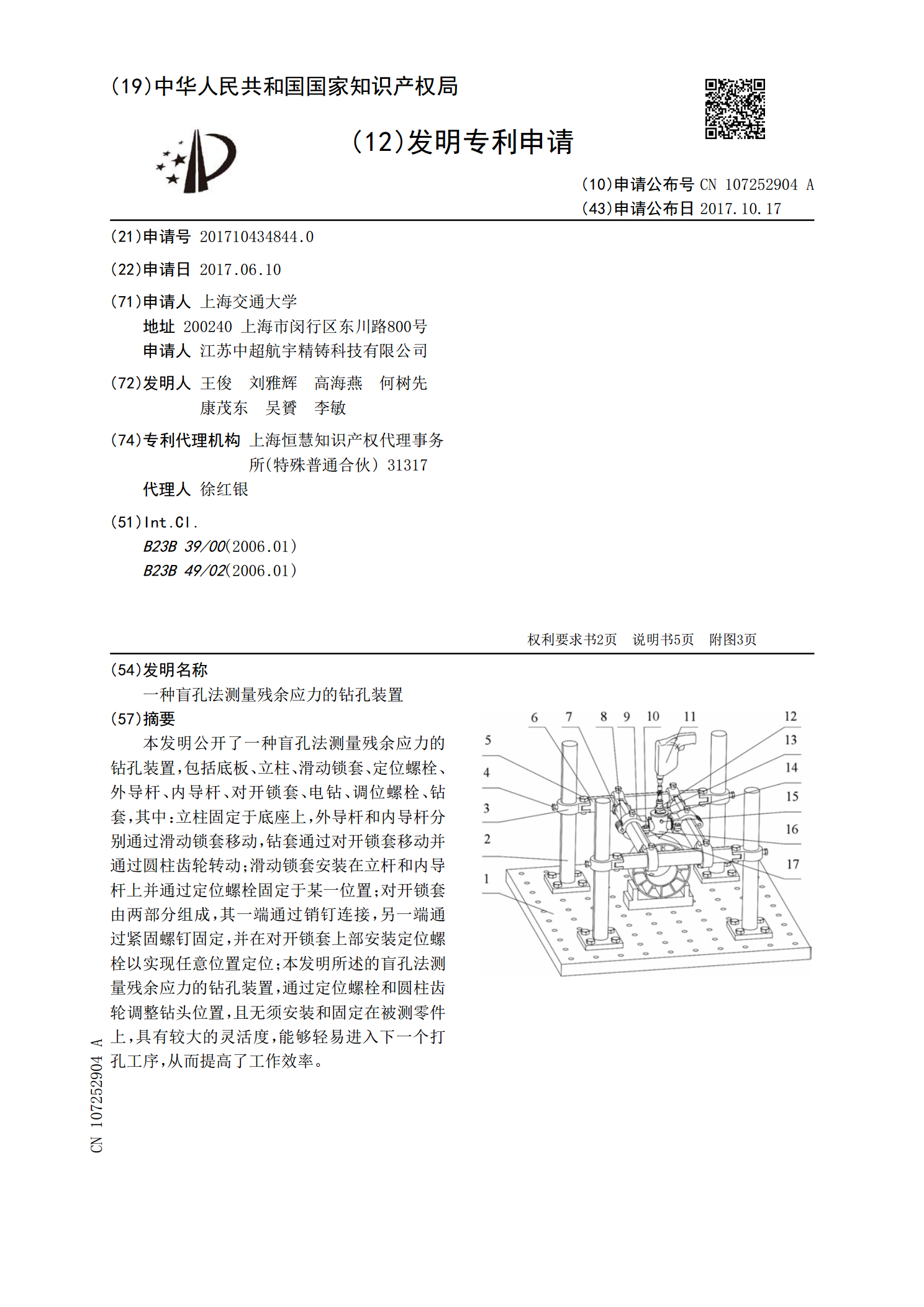
一种盲孔法测量残余应力的钻孔装置.pdf
本发明公开了一种盲孔法测量残余应力的钻孔装置,包括底板、立柱、滑动锁套、定位螺栓、外导杆、内导杆、对开锁套、电钻、调位螺栓、钻套,其中:立柱固定于底座上,外导杆和内导杆分别通过滑动锁套移动,钻套通过对开锁套移动并通过圆柱齿轮转动;滑动锁套安装在立杆和内导杆上并通过定位螺栓固定于某一位置;对开锁套由两部分组成,其一端通过销钉连接,另一端通过紧固螺钉固定,并在对开锁套上部安装定位螺栓以实现任意位置定位;本发明所述的盲孔法测量残余应力的钻孔装置,通过定位螺栓和圆柱齿轮调整钻头位置,且无须安装和固定在被测零件上,
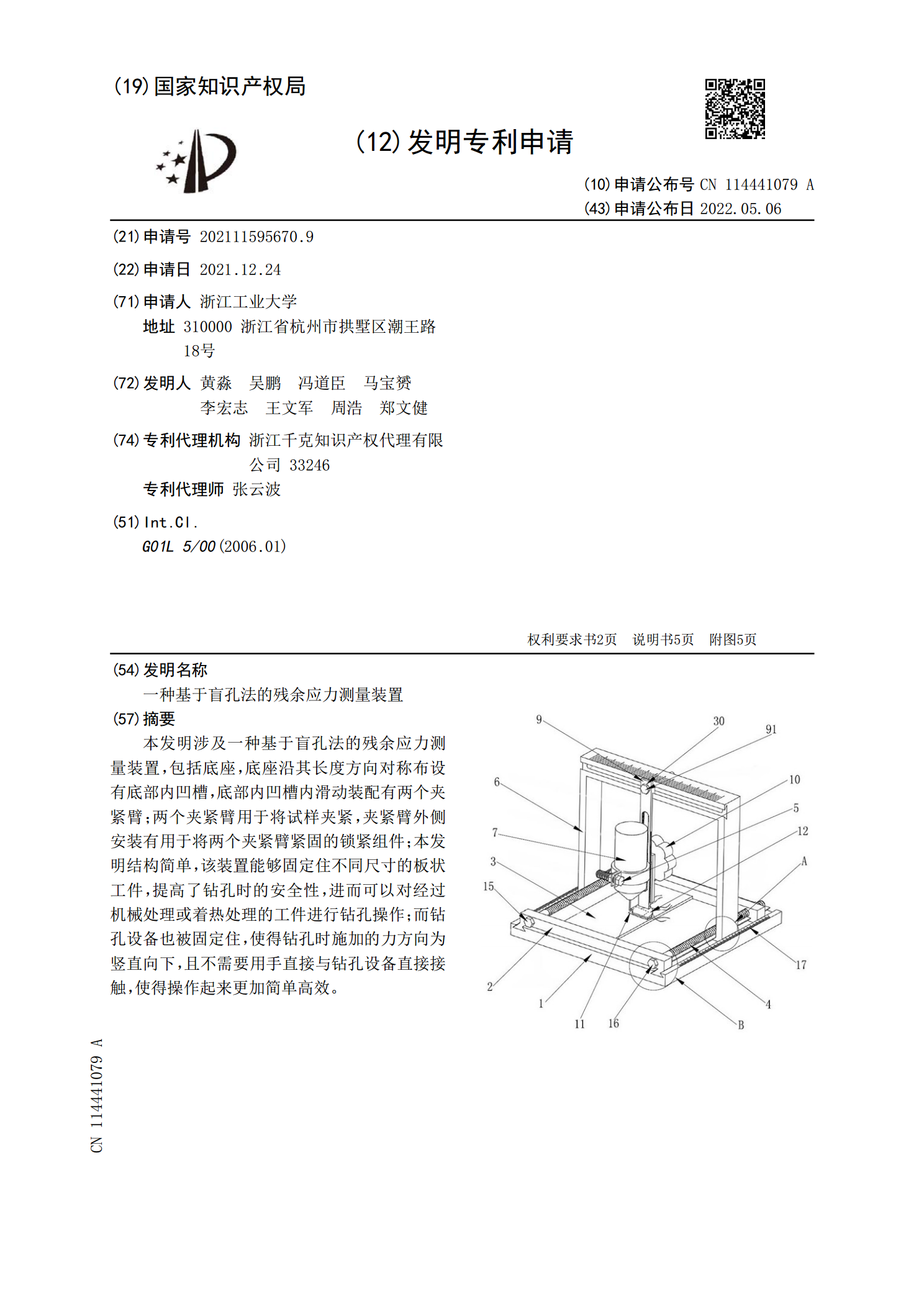
一种基于盲孔法的残余应力测量装置.pdf
本发明涉及一种基于盲孔法的残余应力测量装置,包括底座,底座沿其长度方向对称布设有底部内凹槽,底部内凹槽内滑动装配有两个夹紧臂;两个夹紧臂用于将试样夹紧,夹紧臂外侧安装有用于将两个夹紧臂紧固的锁紧组件;本发明结构简单,该装置能够固定住不同尺寸的板状工件,提高了钻孔时的安全性,进而可以对经过机械处理或着热处理的工件进行钻孔操作;而钻孔设备也被固定住,使得钻孔时施加的力方向为竖直向下,且不需要用手直接与钻孔设备直接接触,使得操作起来更加简单高效。
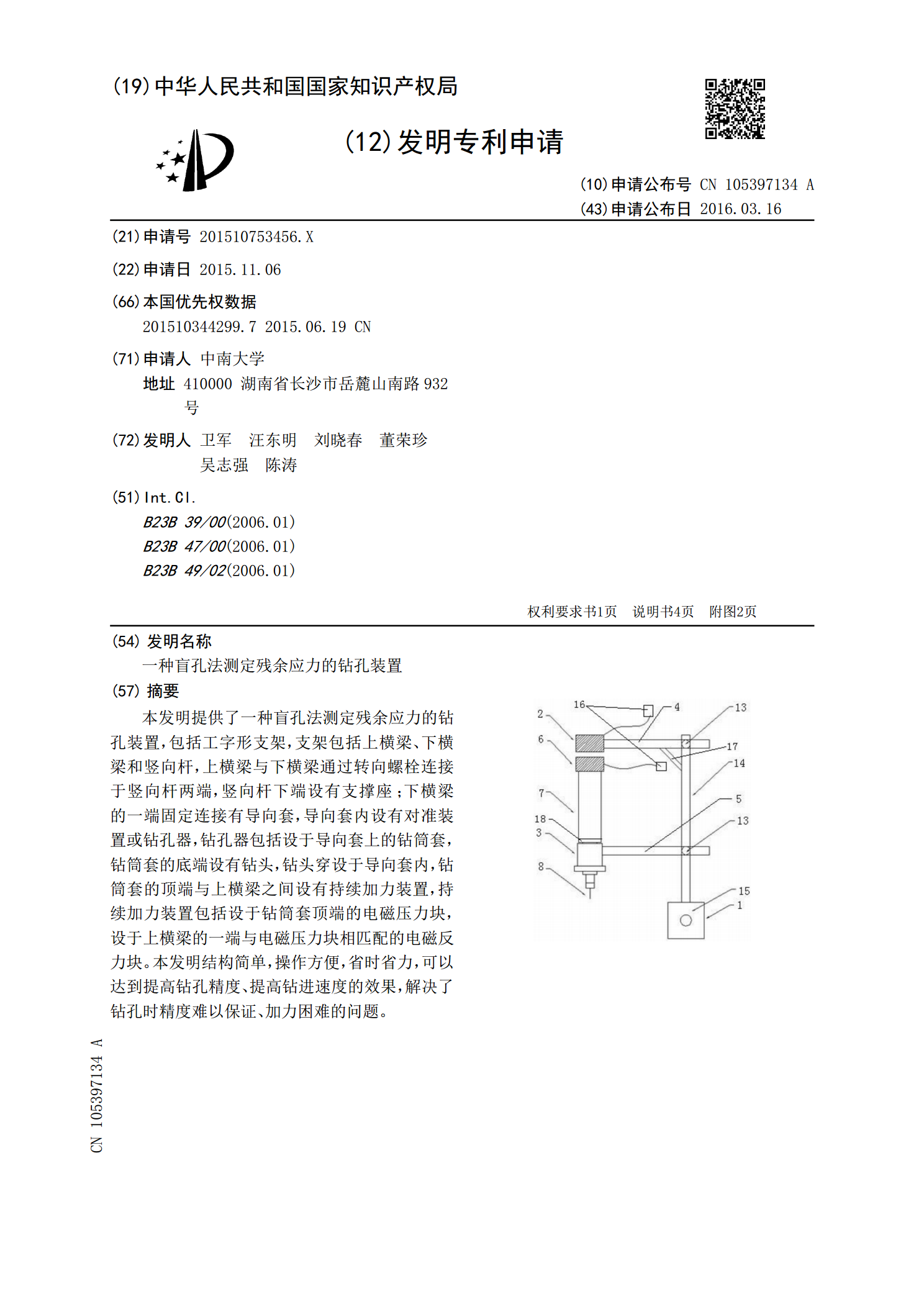
一种盲孔法测定残余应力的钻孔装置.pdf
本发明提供了一种盲孔法测定残余应力的钻孔装置,包括工字形支架,支架包括上横梁、下横梁和竖向杆,上横梁与下横梁通过转向螺栓连接于竖向杆两端,竖向杆下端设有支撑座;下横梁的一端固定连接有导向套,导向套内设有对准装置或钻孔器,钻孔器包括设于导向套上的钻筒套,钻筒套的底端设有钻头,钻头穿设于导向套内,钻筒套的顶端与上横梁之间设有持续加力装置,持续加力装置包括设于钻筒套顶端的电磁压力块,设于上横梁的一端与电磁压力块相匹配的电磁反力块。本发明结构简单,操作方便,省时省力,可以达到提高钻孔精度、提高钻进速度的效果,解决