
一种自平衡五金冲压装置.pdf

Th****84

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种自平衡五金冲压装置.pdf
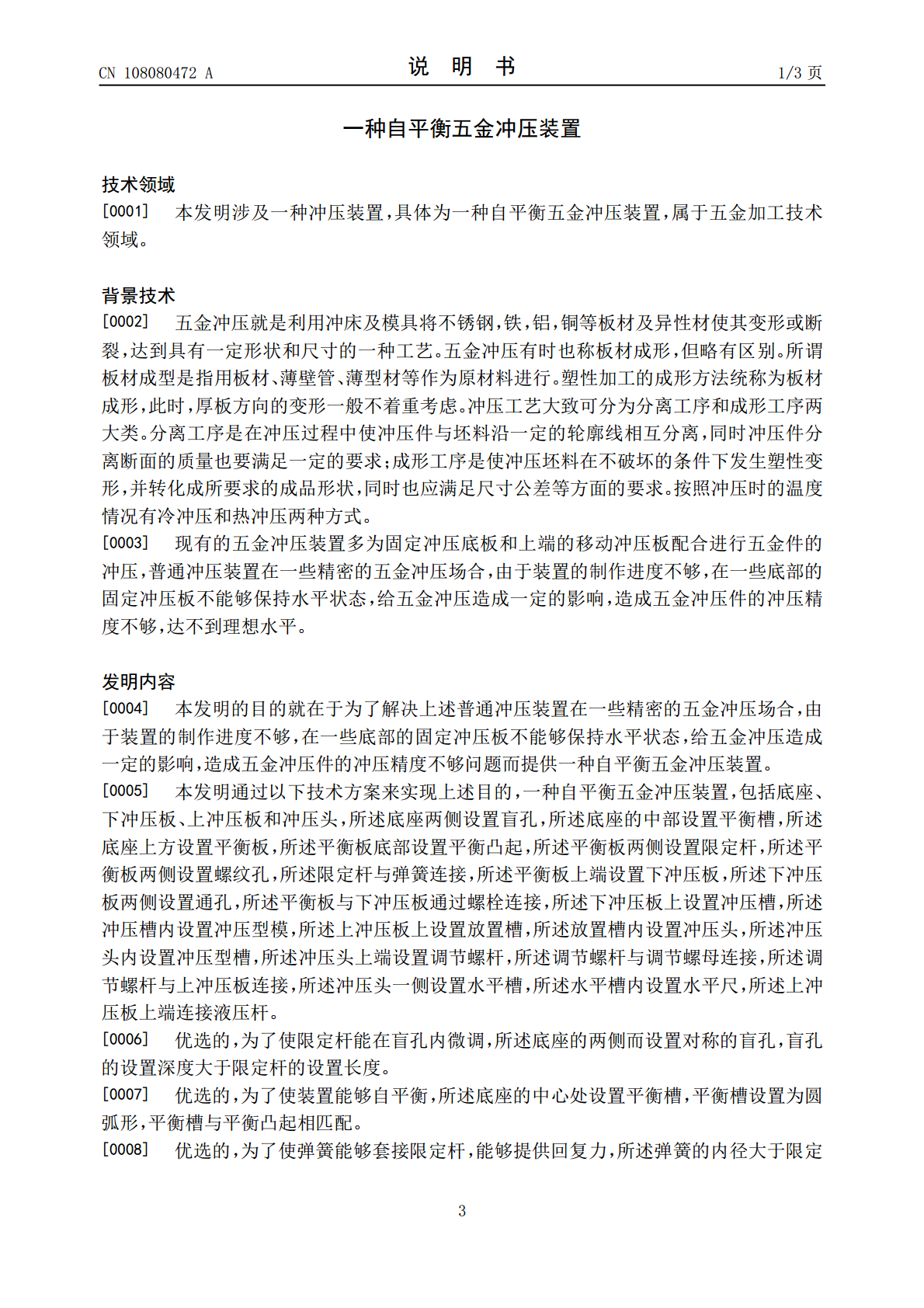
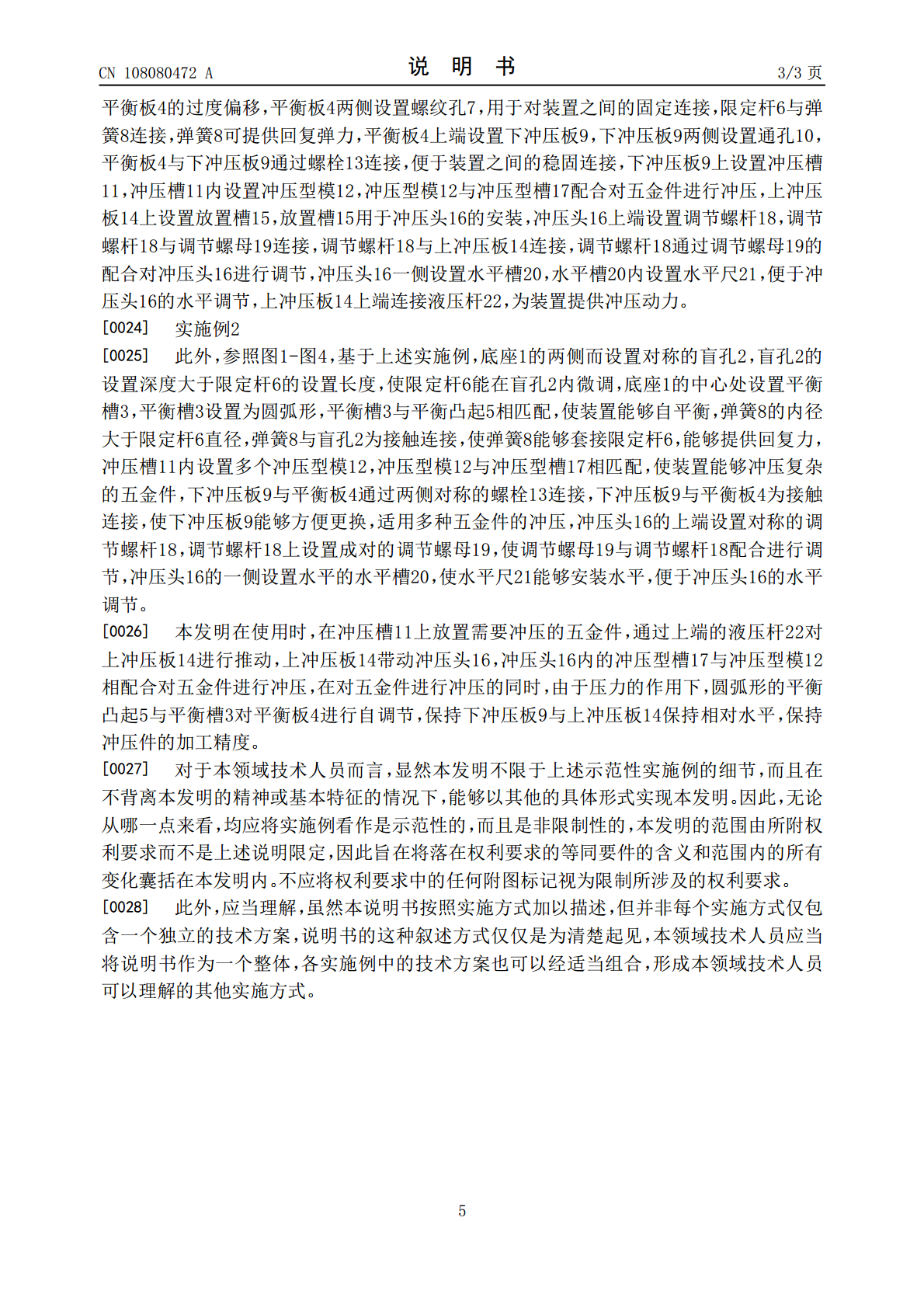
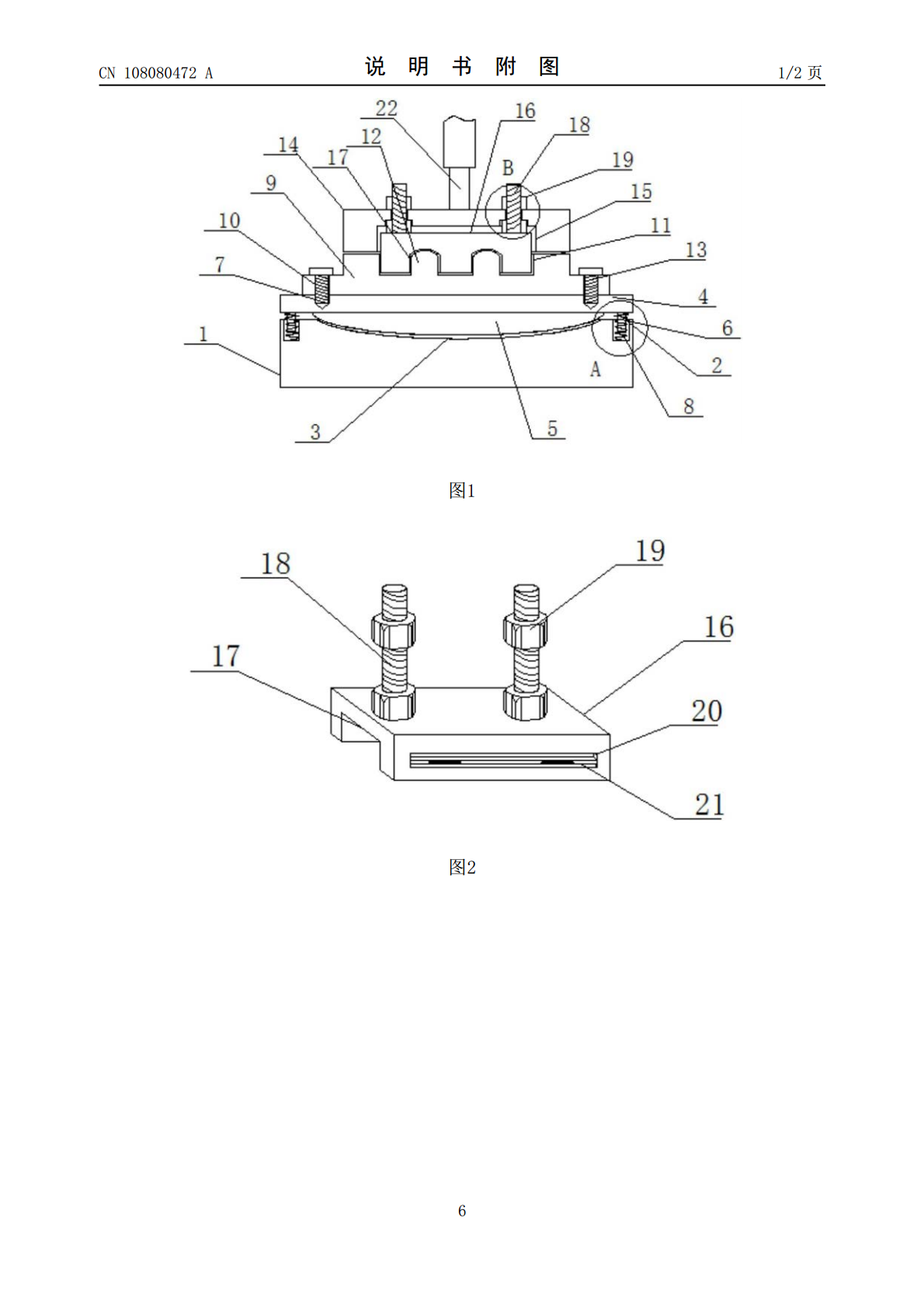
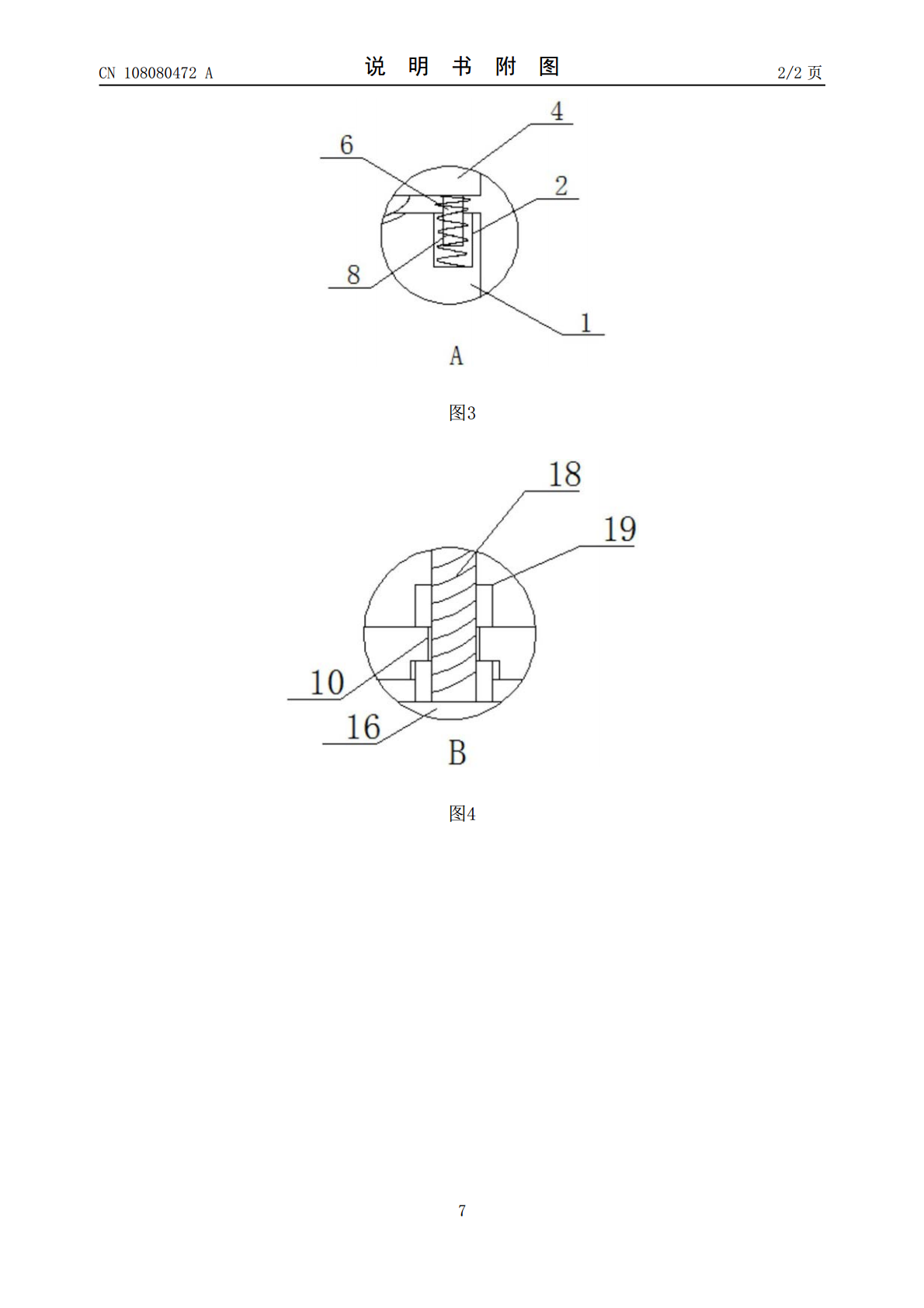
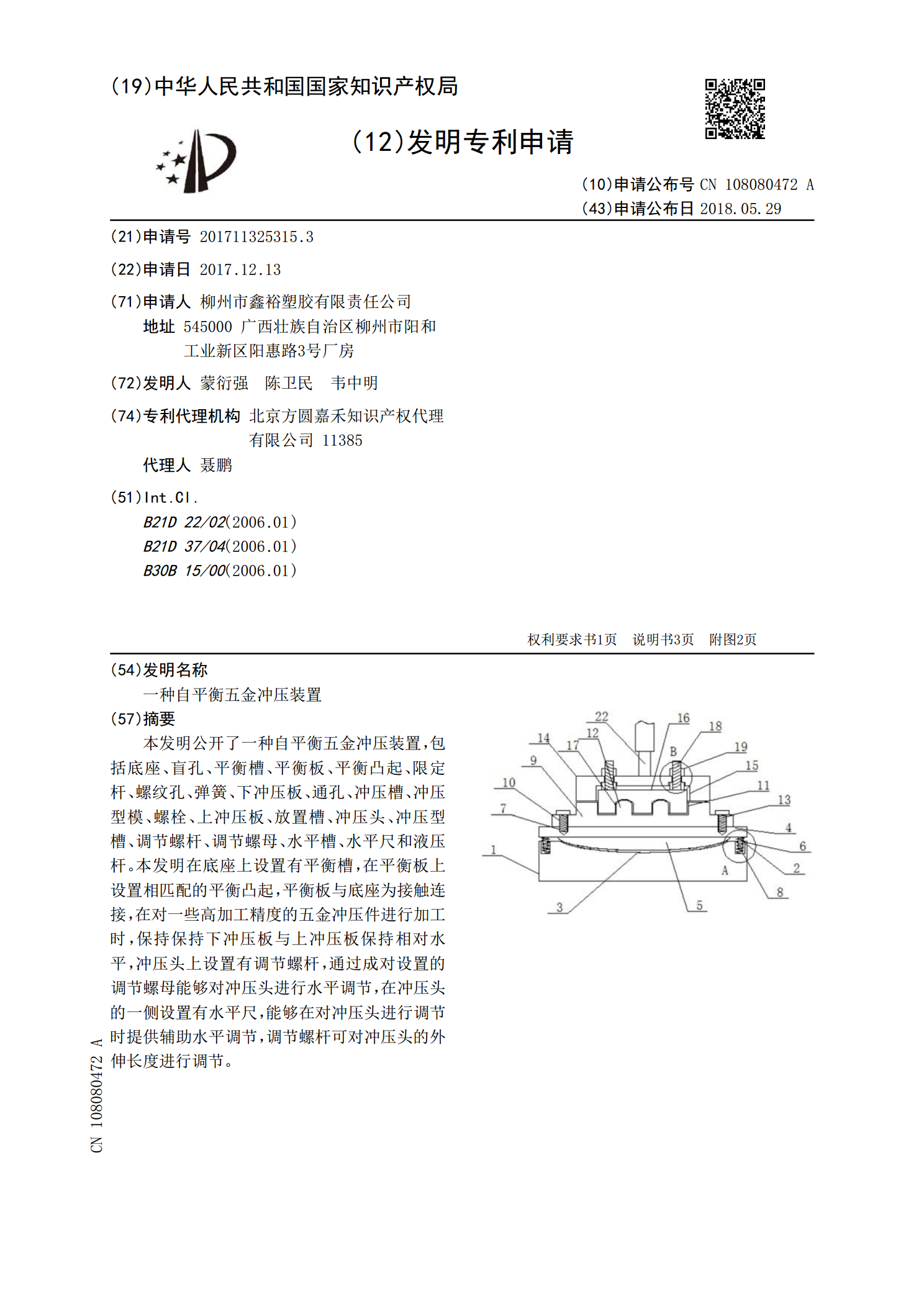
本发明公开了一种自平衡五金冲压装置,包括底座、盲孔、平衡槽、平衡板、平衡凸起、限定杆、螺纹孔、弹簧、下冲压板、通孔、冲压槽、冲压型模、螺栓、上冲压板、放置槽、冲压头、冲压型槽、调节螺杆、调节螺母、水平槽、水平尺和液压杆。本发明在底座上设置有平衡槽,在平衡板上设置相匹配的平衡凸起,平衡板与底座为接触连接,在对一些高加工精度的五金冲压件进行加工时,保持保持下冲压板与上冲压板保持相对水平,冲压头上设置有调节螺杆,通过成对设置的调节螺母能够对冲压头进行水平调节,在冲压头的一侧设置有水平尺,能够在对冲压头进行调节时
一种五金冲压装置.pdf
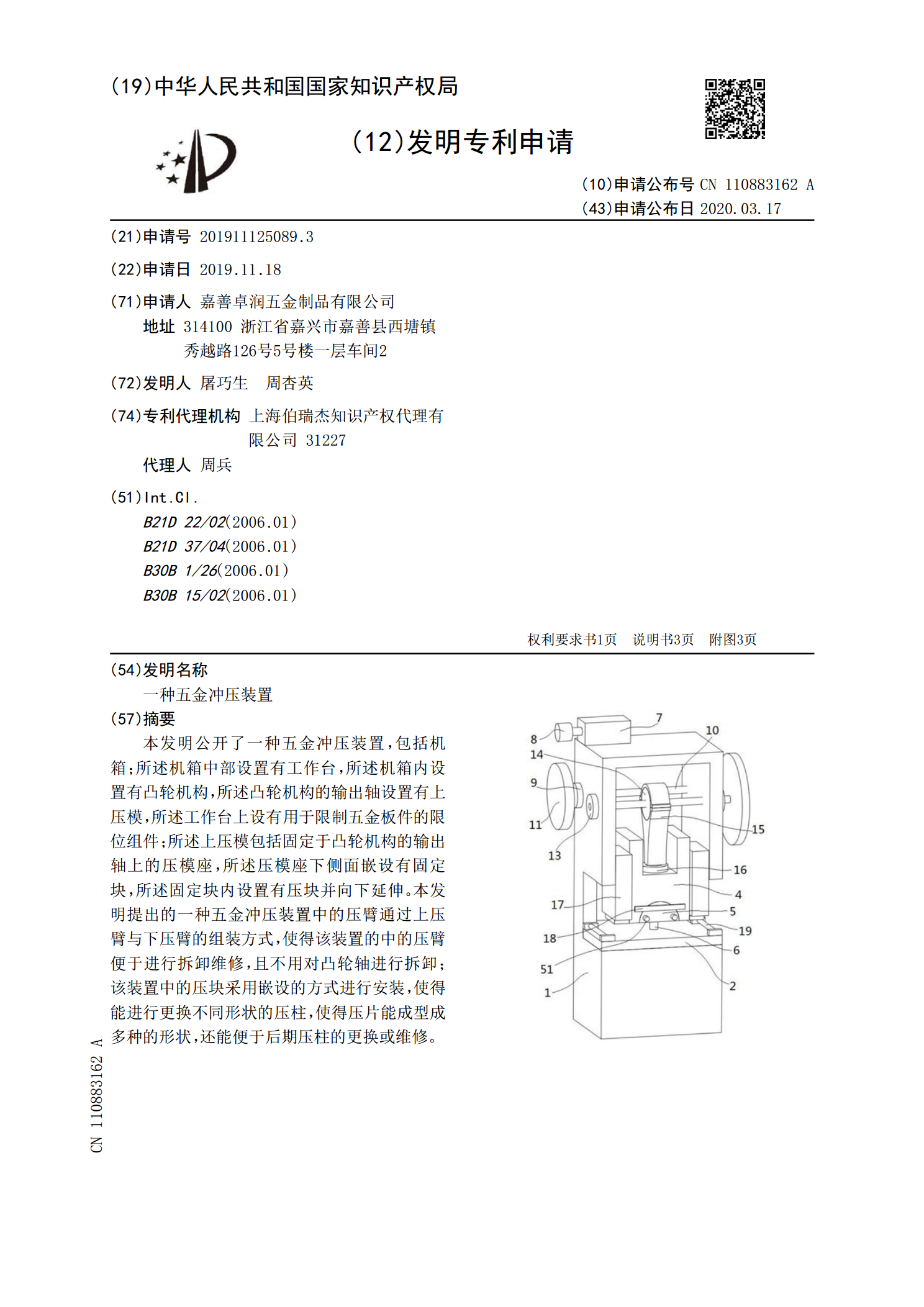
本发明公开了一种五金冲压装置,包括机箱;所述机箱中部设置有工作台,所述机箱内设置有凸轮机构,所述凸轮机构的输出轴设置有上压模,所述工作台上设有用于限制五金板件的限位组件;所述上压模包括固定于凸轮机构的输出轴上的压模座,所述压模座下侧面嵌设有固定块,所述固定块内设置有压块并向下延伸。本发明提出的一种五金冲压装置中的压臂通过上压臂与下压臂的组装方式,使得该装置的中的压臂便于进行拆卸维修,且不用对凸轮轴进行拆卸;该装置中的压块采用嵌设的方式进行安装,使得能进行更换不同形状的压柱,使得压片能成型成多种的形状,还能
一种五金薄板冲压装置.pdf
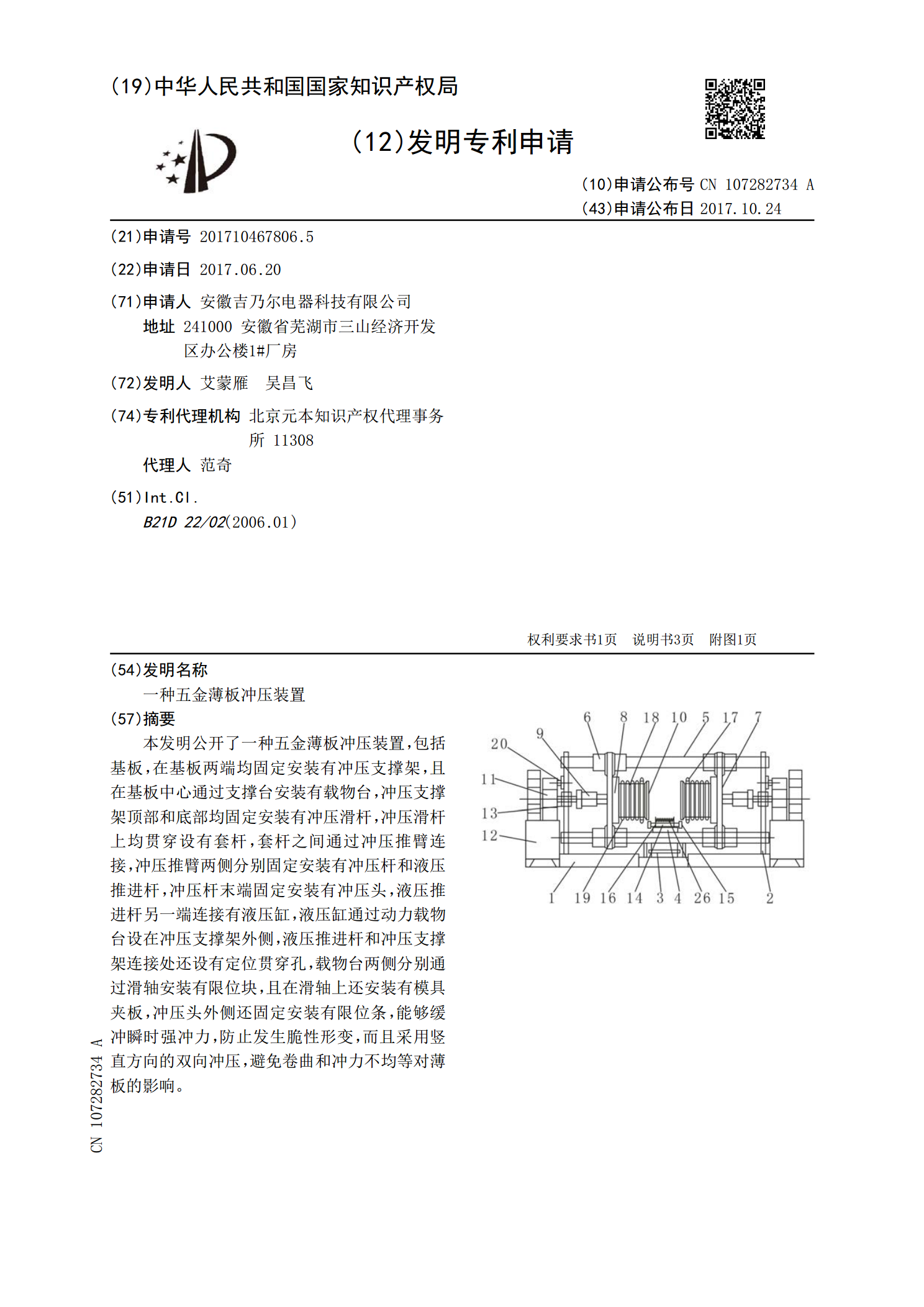
本发明公开了一种五金薄板冲压装置,包括基板,在基板两端均固定安装有冲压支撑架,且在基板中心通过支撑台安装有载物台,冲压支撑架顶部和底部均固定安装有冲压滑杆,冲压滑杆上均贯穿设有套杆,套杆之间通过冲压推臂连接,冲压推臂两侧分别固定安装有冲压杆和液压推进杆,冲压杆末端固定安装有冲压头,液压推进杆另一端连接有液压缸,液压缸通过动力载物台设在冲压支撑架外侧,液压推进杆和冲压支撑架连接处还设有定位贯穿孔,载物台两侧分别通过滑轴安装有限位块,且在滑轴上还安装有模具夹板,冲压头外侧还固定安装有限位条,能够缓冲瞬时强冲力
一种新型的五金薄板冲压装置.pdf
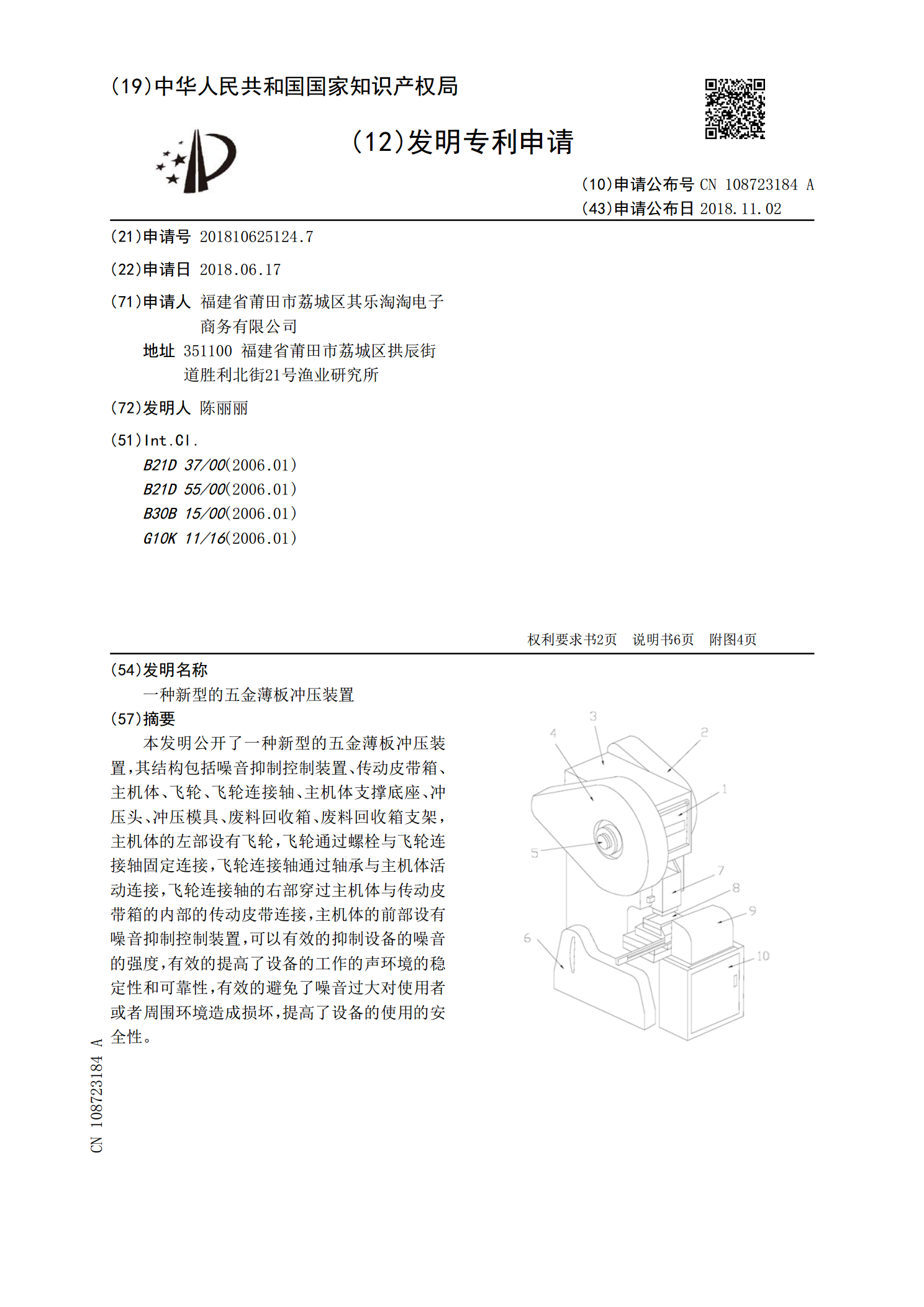
本发明公开了一种新型的五金薄板冲压装置,其结构包括噪音抑制控制装置、传动皮带箱、主机体、飞轮、飞轮连接轴、主机体支撑底座、冲压头、冲压模具、废料回收箱、废料回收箱支架,主机体的左部设有飞轮,飞轮通过螺栓与飞轮连接轴固定连接,飞轮连接轴通过轴承与主机体活动连接,飞轮连接轴的右部穿过主机体与传动皮带箱的内部的传动皮带连接,主机体的前部设有噪音抑制控制装置,可以有效的抑制设备的噪音的强度,有效的提高了设备的工作的声环境的稳定性和可靠性,有效的避免了噪音过大对使用者或者周围环境造成损坏,提高了设备的使用的安全性。
一种自抱紧式冲压装置.pdf
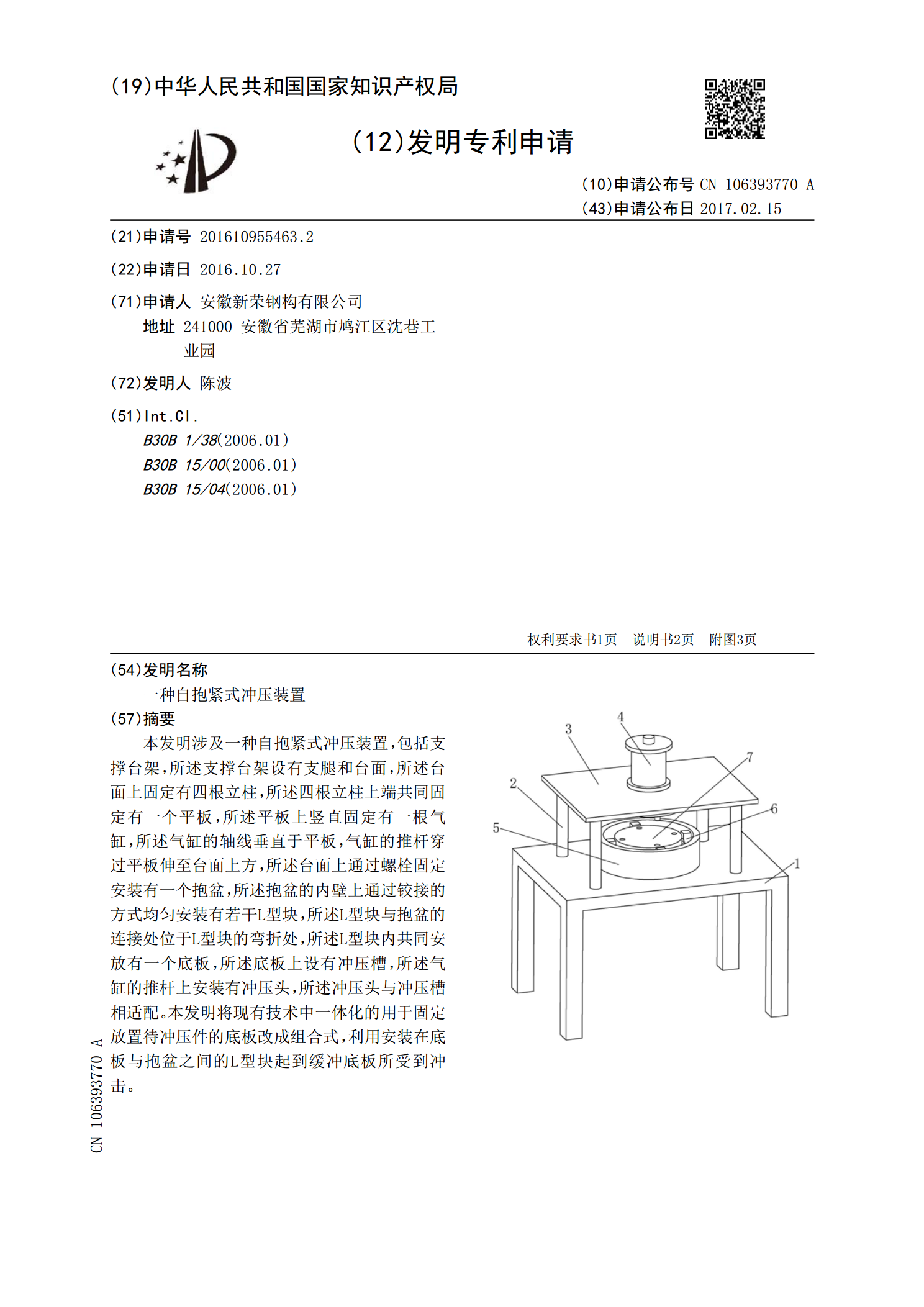
本发明涉及一种自抱紧式冲压装置,包括支撑台架,所述支撑台架设有支腿和台面,所述台面上固定有四根立柱,所述四根立柱上端共同固定有一个平板,所述平板上竖直固定有一根气缸,所述气缸的轴线垂直于平板,气缸的推杆穿过平板伸至台面上方,所述台面上通过螺栓固定安装有一个抱盆,所述抱盆的内壁上通过铰接的方式均匀安装有若干L型块,所述L型块与抱盆的连接处位于L型块的弯折处,所述L型块内共同安放有一个底板,所述底板上设有冲压槽,所述气缸的推杆上安装有冲压头,所述冲压头与冲压槽相适配。本发明将现有技术中一体化的用于固定放置待冲