
一种错位收卷纠偏控制方法.pdf

依波****bc

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种错位收卷纠偏控制方法.pdf
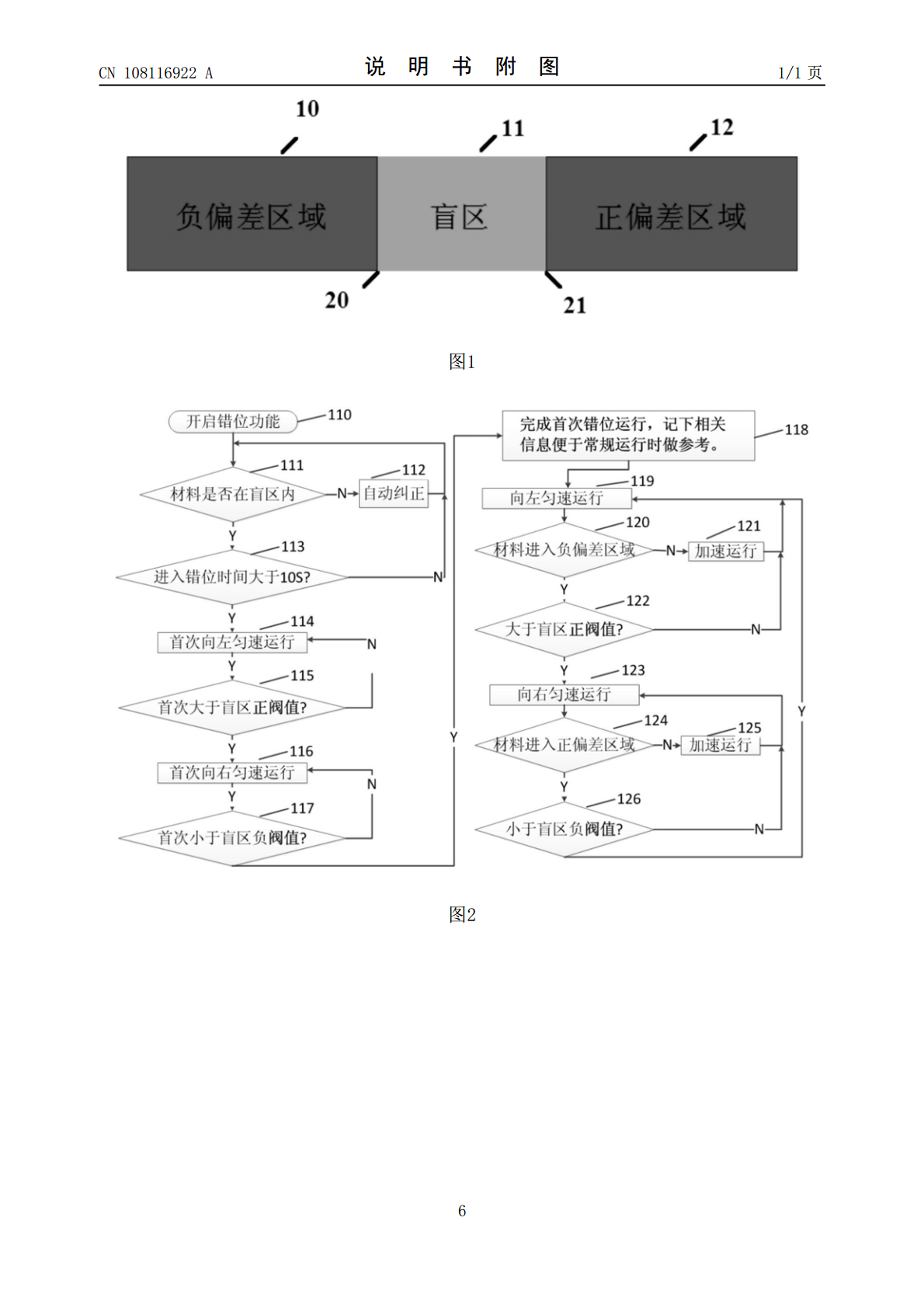
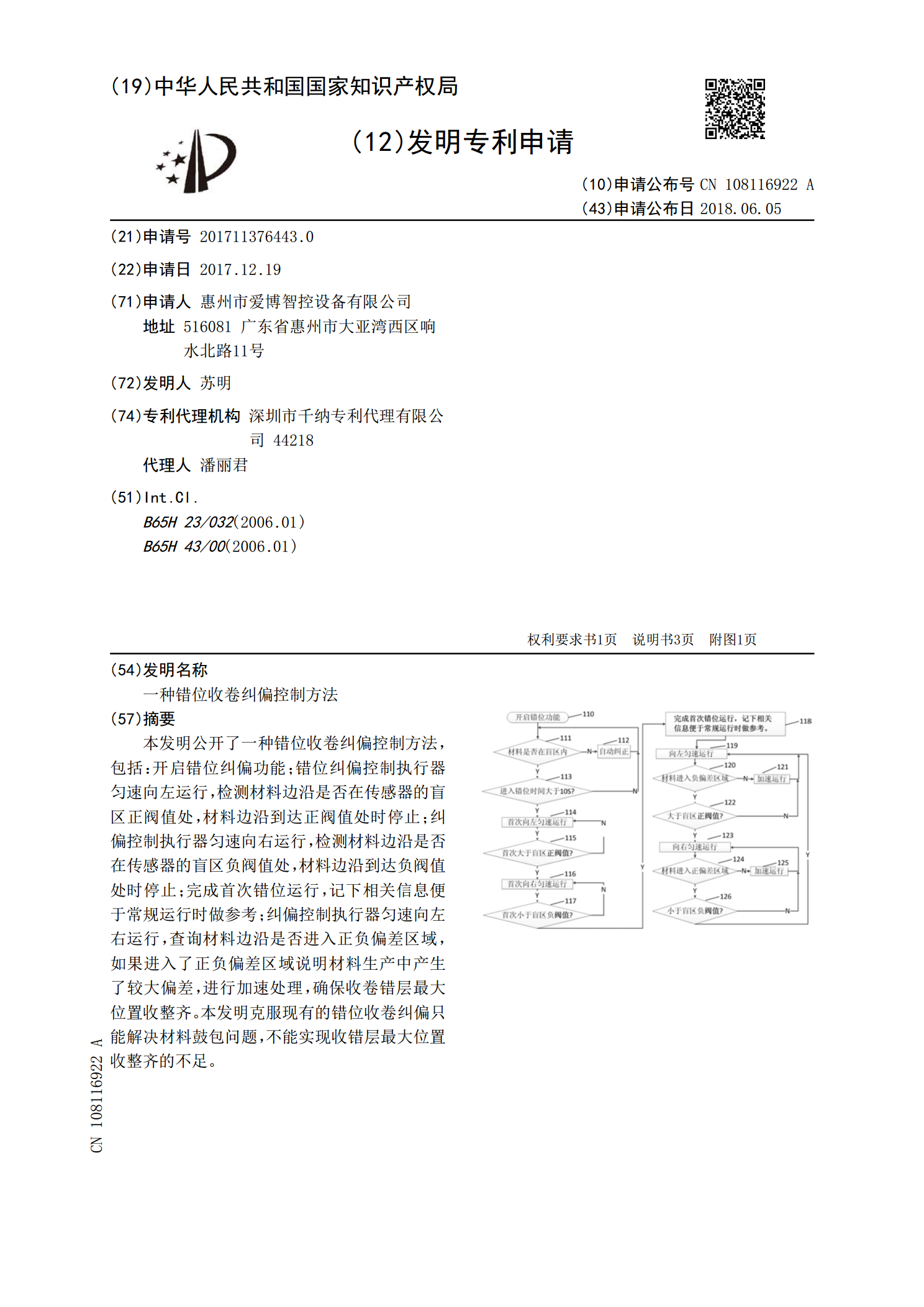
本发明公开了一种错位收卷纠偏控制方法,包括:开启错位纠偏功能;错位纠偏控制执行器匀速向左运行,检测材料边沿是否在传感器的盲区正阀值处,材料边沿到达正阀值处时停止;纠偏控制执行器匀速向右运行,检测材料边沿是否在传感器的盲区负阀值处,材料边沿到达负阀值处时停止;完成首次错位运行,记下相关信息便于常规运行时做参考;纠偏控制执行器匀速向左右运行,查询材料边沿是否进入正负偏差区域,如果进入了正负偏差区域说明材料生产中产生了较大偏差,进行加速处理,确保收卷错层最大位置收整齐。本发明克服现有的错位收卷纠偏只能解决材料鼓

一种粘胶纱收卷防缠绕纠偏装置及纠偏方法.pdf
本发明公开了一种粘胶纱收卷防缠绕纠偏装置及纠偏方法,涉及黏胶纱收卷技术领域,包括包括底座,底座上方一侧通过支撑座设置有输送辊,底座的另一侧通过支撑座设置有收卷辊,底座的上方中部固定安装有安装座,安装座的上方设置有平衡机构,平衡机构包括U型腔,安装座的内部开设有U型腔,且U型腔内部填充有液体,U型腔的两侧开口处分别滑动安装有第一滑动座和第二滑动座,第一滑动座的外壁开设有通孔,通孔内部设置有按压辊,第二滑动座的上方转动安装有导向辊,本发明通过上述装置的配合使用使得粘胶纱布在收卷时时刻处于张紧状态,进而保证粘胶
一种收卷自动纠偏装置.pdf
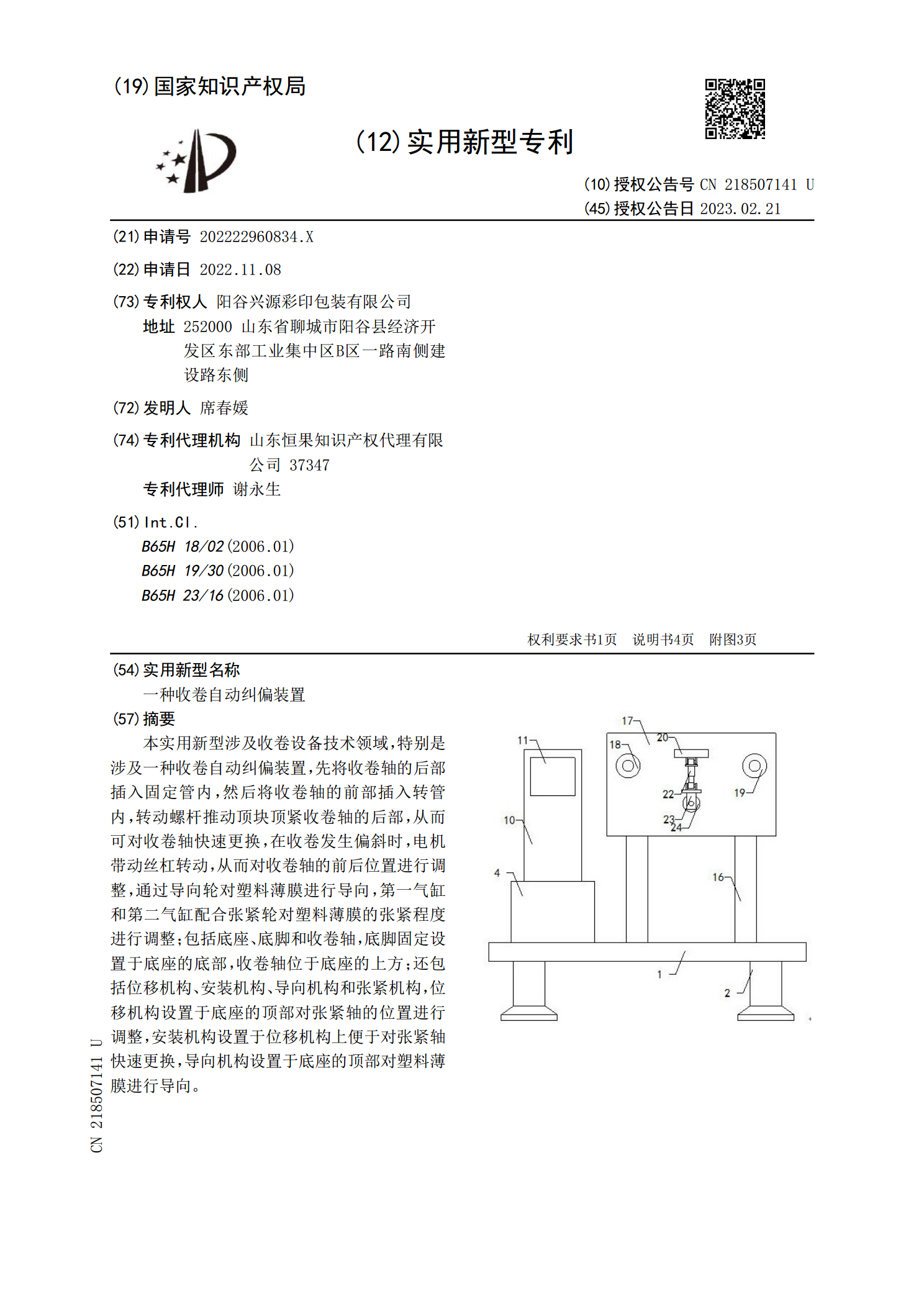
本实用新型涉及收卷设备技术领域,特别是涉及一种收卷自动纠偏装置,先将收卷轴的后部插入固定管内,然后将收卷轴的前部插入转管内,转动螺杆推动顶块顶紧收卷轴的后部,从而可对收卷轴快速更换,在收卷发生偏斜时,电机带动丝杠转动,从而对收卷轴的前后位置进行调整,通过导向轮对塑料薄膜进行导向,第一气缸和第二气缸配合张紧轮对塑料薄膜的张紧程度进行调整;包括底座、底脚和收卷轴,底脚固定设置于底座的底部,收卷轴位于底座的上方;还包括位移机构、安装机构、导向机构和张紧机构,位移机构设置于底座的顶部对张紧轴的位置进行调整,安装机

一种纱网收卷纠偏装置.pdf
本发明公开了一种纱网收卷纠偏装置,包括机架;输送组件,输送组件装设于机架上;纠偏组件,纠偏组件包括展平模块和纠偏模块,展平模块包括若干根可转动的轴辊,至少有一根轴辊与其他轴辊转动方向相反,纠偏模块具有可横向摆动的对辊,对辊可纠正偏离中位的纱网;收卷组件,收卷组件装设于机架上,收卷组件装设于输送组件的末端,收卷组件用以收卷展平后的纱网。本发明设置有纠偏模块,在纱网输送过程中,如果发生偏离,通过纠偏模块能够使纱网回到中位,避免纱网产生翘边,使纱网能够整齐收卷;还设置有展平模块,纱网在输送过程中,易产生褶皱,如

一种纠偏导标机及纠偏控制方法.pdf
本发明公开了一种纠偏导标机及纠偏控制方法,包括:导标机构和纠偏机构,第一转盘,其上转动轴能够带动标签转动;第二转盘,其上转动轴通过传送带与第一转盘的转动轴连接;电机,其与第一转盘的转动轴连接,所述电机固定在支撑架上;纠偏器,其上U型槽结构能够测量卷带偏离距离,所述纠偏器安装在第一转盘和第二转盘之间;驱动装置,其与第二转盘的转动轴固定连接,带动转动轴沿其中心线方向移动。控制器与电机和纠偏机构连接,控制电机的开关和转动速度,并接收纠偏器测量的偏离距离信号,输出驱动装置移动的信号。本发明的导标机可在导标过程中进