
一种射孔枪枪体内、外盲孔加工机床.pdf

元枫****文章

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种射孔枪枪体内、外盲孔加工机床.pdf
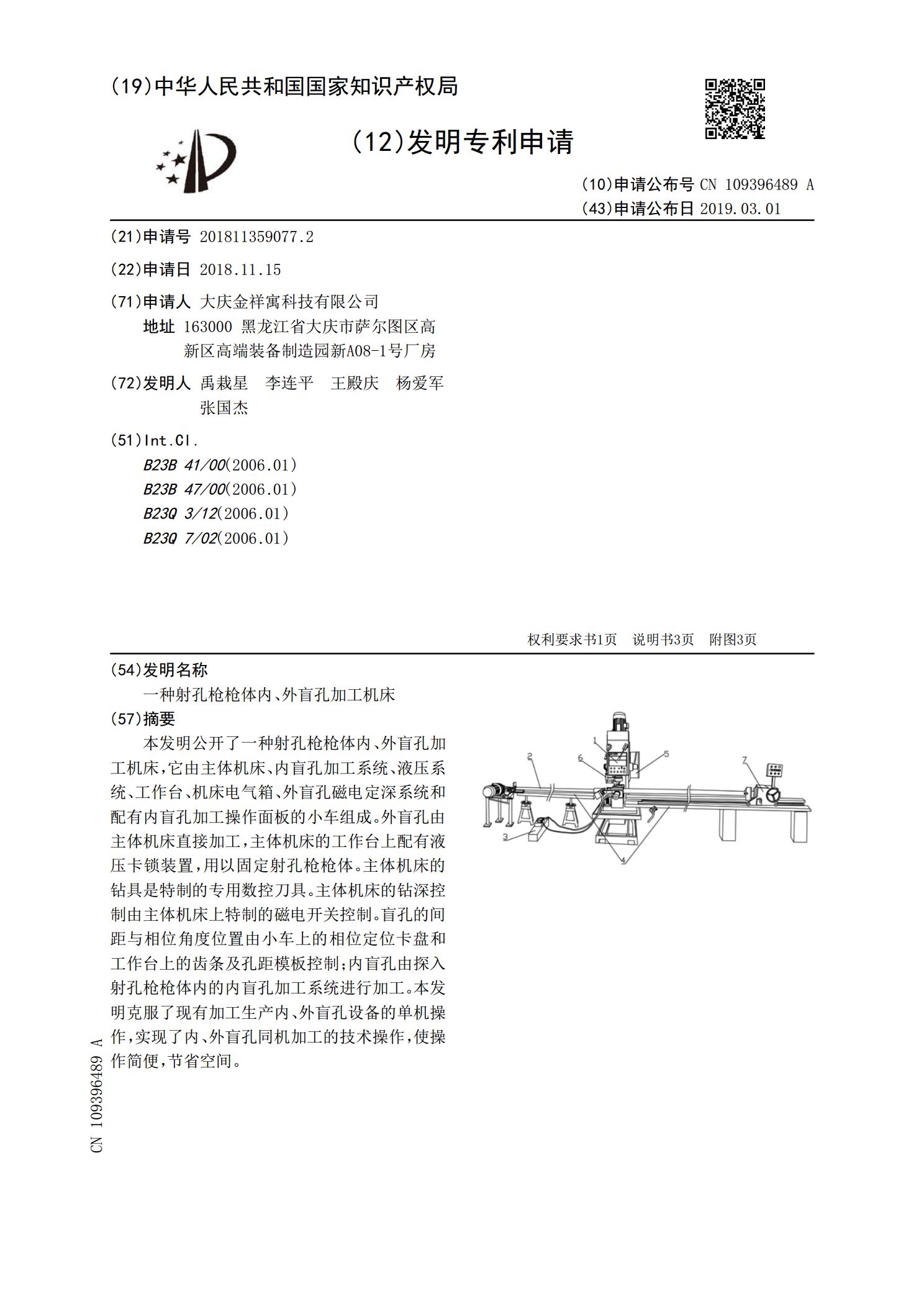
本发明公开了一种射孔枪枪体内、外盲孔加工机床,它由主体机床、内盲孔加工系统、液压系统、工作台、机床电气箱、外盲孔磁电定深系统和配有内盲孔加工操作面板的小车组成。外盲孔由主体机床直接加工,主体机床的工作台上配有液压卡锁装置,用以固定射孔枪枪体。主体机床的钻具是特制的专用数控刀具。主体机床的钻深控制由主体机床上特制的磁电开关控制。盲孔的间距与相位角度位置由小车上的相位定位卡盘和工作台上的齿条及孔距模板控制;内盲孔由探入射孔枪枪体内的内盲孔加工系统进行加工。本发明克服了现有加工生产内、外盲孔设备的单机操作,实现
一种石油射孔枪内盲孔加工装置.pdf
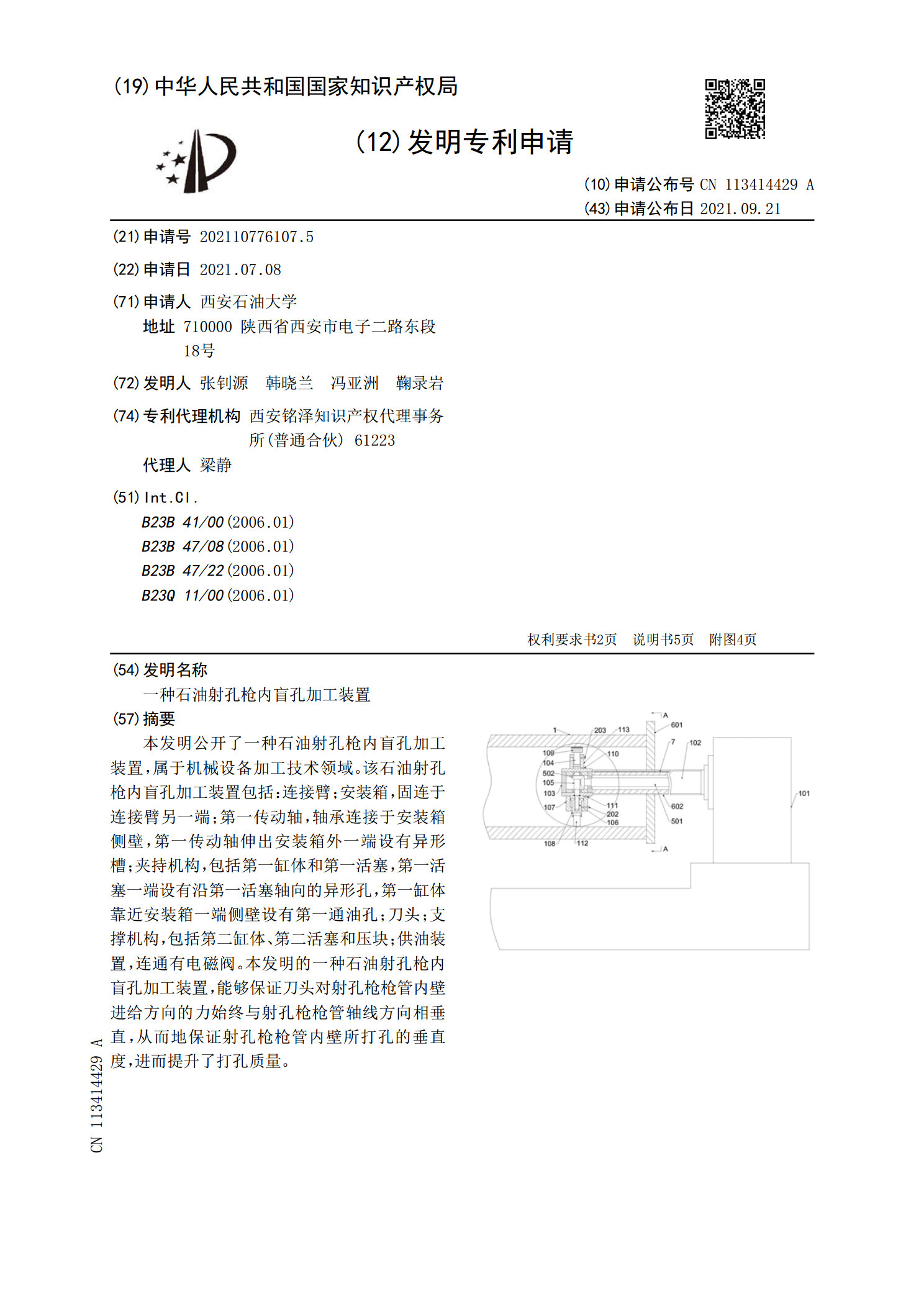
本发明公开了一种石油射孔枪内盲孔加工装置,属于机械设备加工技术领域。该石油射孔枪内盲孔加工装置包括:连接臂;安装箱,固连于连接臂另一端;第一传动轴,轴承连接于安装箱侧壁,第一传动轴伸出安装箱外一端设有异形槽;夹持机构,包括第一缸体和第一活塞,第一活塞一端设有沿第一活塞轴向的异形孔,第一缸体靠近安装箱一端侧壁设有第一通油孔;刀头;支撑机构,包括第二缸体、第二活塞和压块;供油装置,连通有电磁阀。本发明的一种石油射孔枪内盲孔加工装置,能够保证刀头对射孔枪枪管内壁进给方向的力始终与射孔枪枪管轴线方向相垂直,从而地
一种射孔枪内盲孔加工装置及方法.pdf
一种射孔枪内盲孔加工装置及方法。主要目的在于避免现有加工方式中需要动力传输产生的转动不稳定的问题。所述装置包括工作台、移动回转机构、支撑固定机构、电解加工系统、动力传输机构以及电解液循环机构;所述加工方法包括:将射孔枪枪身装夹在工作台上,并通过支撑固定机构支撑架上的弹簧万向轮将电解加工系统伸入射孔枪枪身内,通过移动回转机构将电解加工系统中的工具端对准待加工内盲孔位置;通过电动机提供运动和扭矩,经过一级减速器减速,带动整个动力传输机构完成电解加工工具端的纵向移动,工具端与连接电解加工电源阳极的射孔枪枪身及经
一种射孔枪的盲孔定位键槽加工装置.pdf
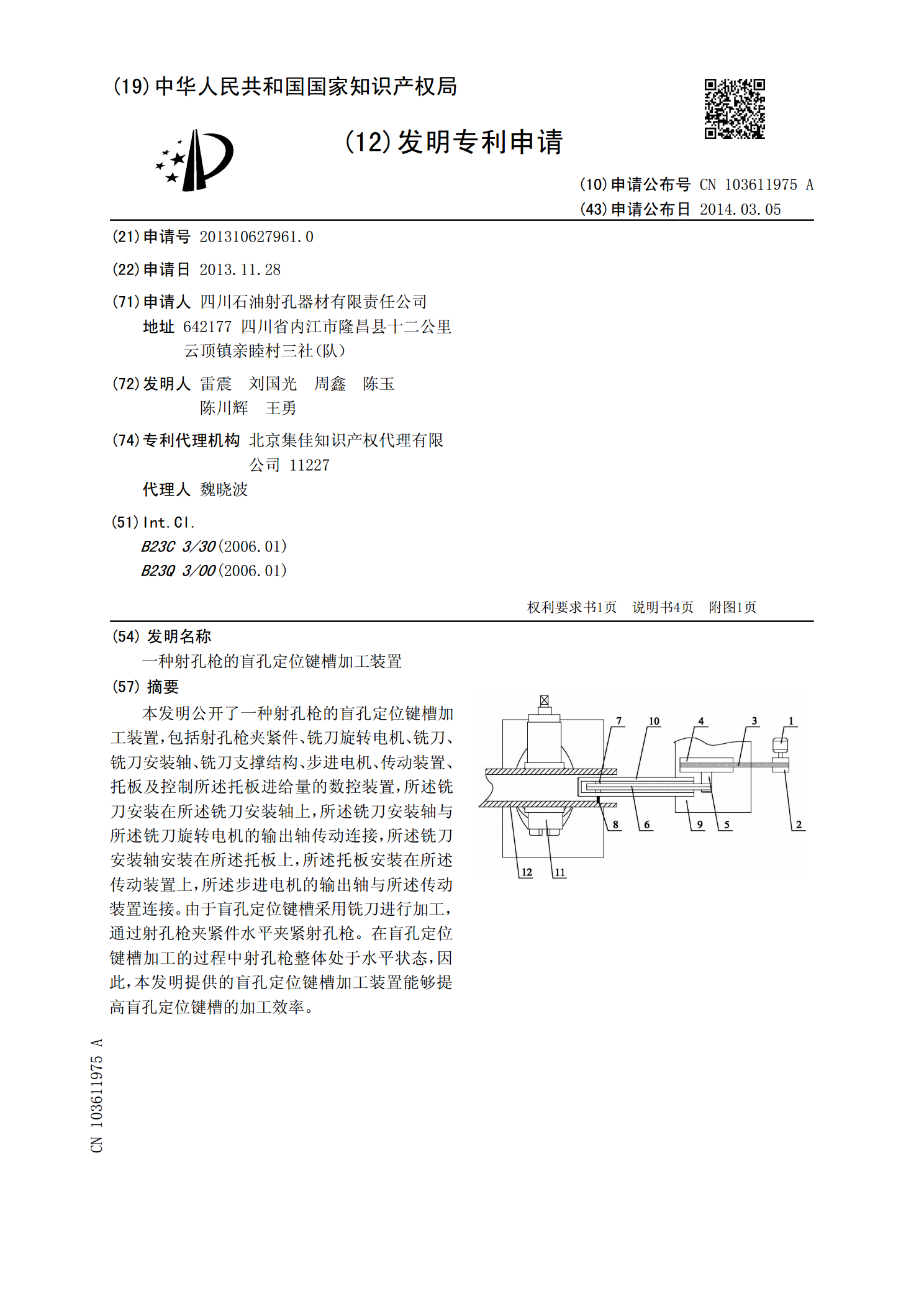
本发明公开了一种射孔枪的盲孔定位键槽加工装置,包括射孔枪夹紧件、铣刀旋转电机、铣刀、铣刀安装轴、铣刀支撑结构、步进电机、传动装置、托板及控制所述托板进给量的数控装置,所述铣刀安装在所述铣刀安装轴上,所述铣刀安装轴与所述铣刀旋转电机的输出轴传动连接,所述铣刀安装轴安装在所述托板上,所述托板安装在所述传动装置上,所述步进电机的输出轴与所述传动装置连接。由于盲孔定位键槽采用铣刀进行加工,通过射孔枪夹紧件水平夹紧射孔枪。在盲孔定位键槽加工的过程中射孔枪整体处于水平状态,因此,本发明提供的盲孔定位键槽加工装置能够提
一种成对加工射孔枪内盲孔的加工装置及加工方法.pdf
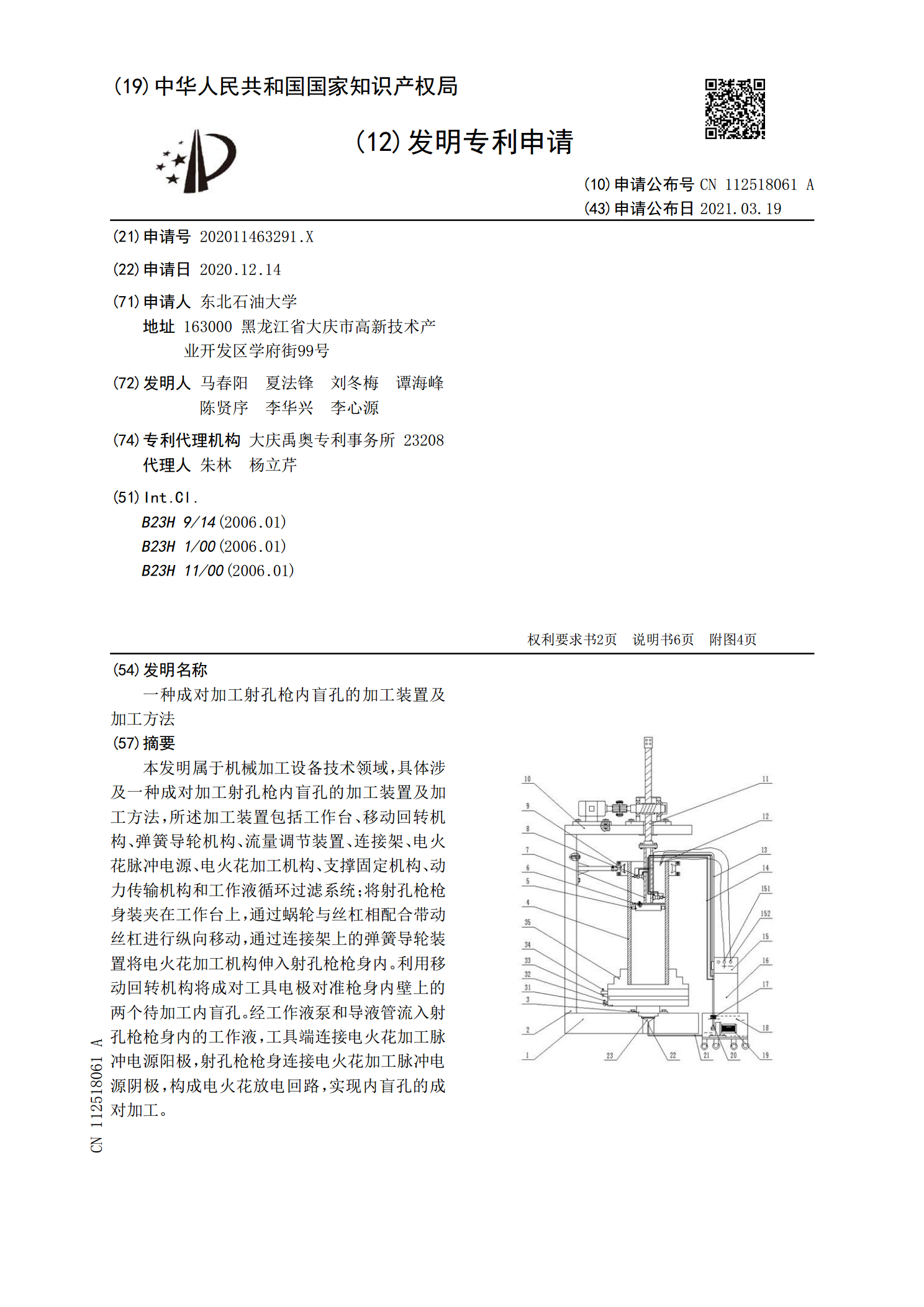
本发明属于机械加工设备技术领域,具体涉及一种成对加工射孔枪内盲孔的加工装置及加工方法,所述加工装置包括工作台、移动回转机构、弹簧导轮机构、流量调节装置、连接架、电火花脉冲电源、电火花加工机构、支撑固定机构、动力传输机构和工作液循环过滤系统;将射孔枪枪身装夹在工作台上,通过蜗轮与丝杠相配合带动丝杠进行纵向移动,通过连接架上的弹簧导轮装置将电火花加工机构伸入射孔枪枪身内。利用移动回转机构将成对工具电极对准枪身内壁上的两个待加工内盲孔。经工作液泵和导液管流入射孔枪枪身内的工作液,工具端连接电火花加工脉冲电源阳极