
锥孔键槽加工夹具.pdf

青团****青吖

1/6
2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

锥孔键槽加工夹具.pdf
本发明主要目的是提供一种锥孔键槽加工夹具,其可快速定位待加工工件,并具有较高的定位精度。本发明的上述技术问题主要是通过下述技术方案得以解决的:锥孔键槽加工夹具,其包括作为安装主体的过渡板;所述过渡板的前端面为斜面,中部垂直设置导向孔;所述过渡板的后端面为竖直面,垂直设置定位孔;所述导向孔为通孔,所述定位孔为盲孔,且所述导向孔贯通所述定位孔的孔底中部;所述定位孔中设定位环,定位环为环形结构;定位环部分插入所述定位孔内,露出在所述定位孔之外的部分与外部配合构成所述过渡板的定位;所述导向孔中插置导套;所述导套的

锥孔加工工具及锥孔加工方法.pdf
本发明公开一种锥孔加工工具及锥孔加工方法,其中,锥孔加工工具包括:刀具主体;装配套,装配套与刀具主体可拆连接,装配套的内周壁凹设有沿其轴向延伸的三个以上的装配槽,三个以上的装配槽沿着装配套的周向均匀排布,三个以上的装配槽的槽底均呈圆弧状设置,三个以上的装配槽的槽底均朝同一方向倾斜设置;装配槽的槽底部分贯穿,形成沿其长度方向延伸的让位开口;若干挤压圆柱棒分设于对应的装配槽内,挤压圆柱棒的一侧与对应的装配槽的槽底配合并自对应的让位开口伸出,挤压圆柱棒的另一侧与装配槽的槽口相齐平;刀具主体与装配套插接配合,以使

利用锥孔刀具加工锥孔的方法.pdf
本发明涉及机械加工技术领域,尤其涉及一种利用锥孔刀具加工锥孔的方法,使用特制的锥孔刀具,在锥孔刀具的前端设置有刀杆,该刀杆的侧面上沿圆锥螺旋线设置有若干个铣刀,相邻铣刀沿轴向方向的间距为4~8mm,相邻铣刀之间的夹角为不大于120°,在工件表面钻基准孔,使用所述锥孔刀具沿基准孔按转速不低于600转/分、进给量不低于1.0mm/转进行加工形成多级台阶孔,控制锥孔刀具的深度使得单边预留0.25mm,然后使用镗刀或绞刀将多级台阶孔加工成锥孔,分布的多个铣刀可以加工小台阶的多台阶孔,并且加工时,转速和进给量比现有
数控机床上用于带锥孔工件的加工夹具.pdf
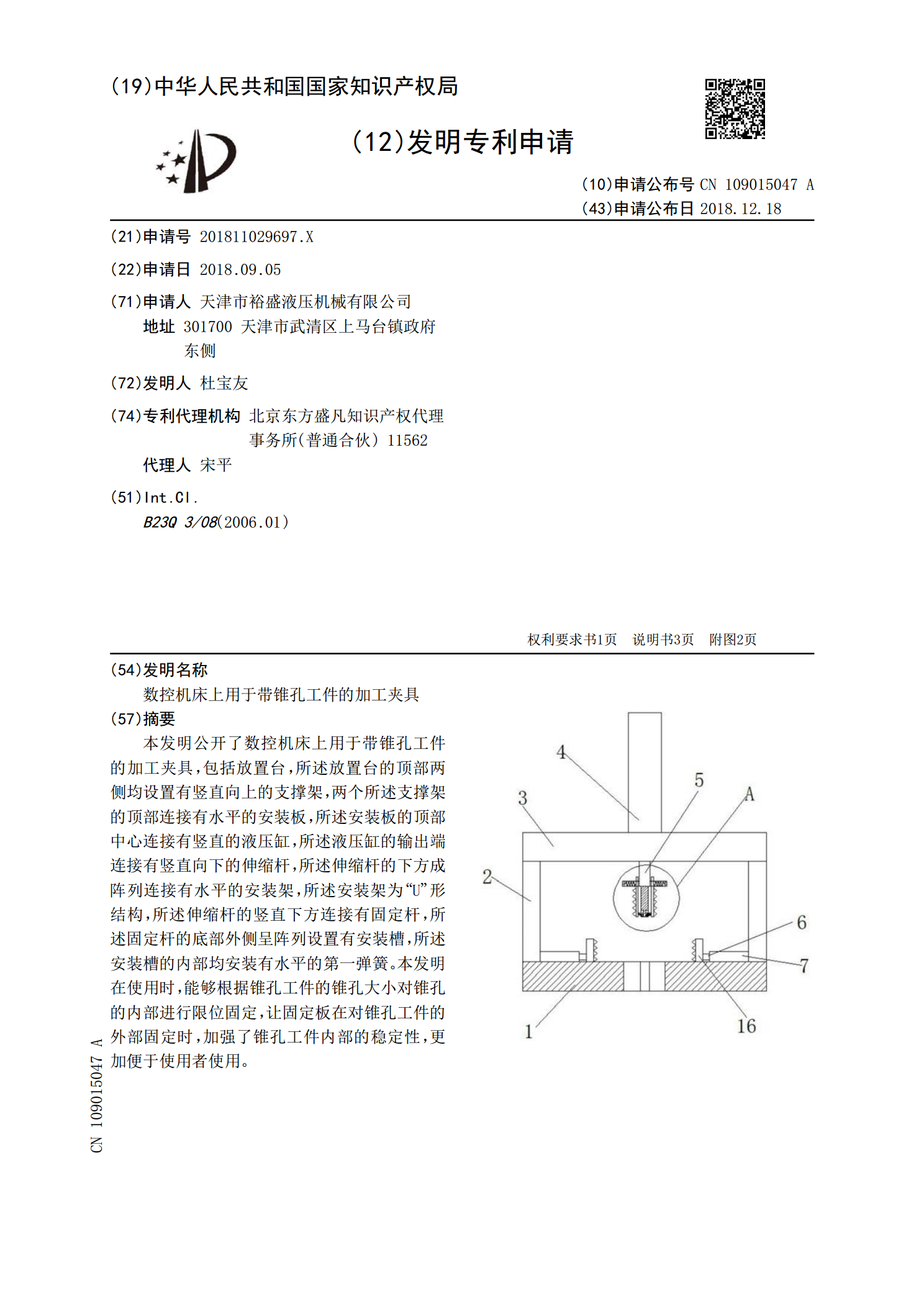
本发明公开了数控机床上用于带锥孔工件的加工夹具,包括放置台,所述放置台的顶部两侧均设置有竖直向上的支撑架,两个所述支撑架的顶部连接有水平的安装板,所述安装板的顶部中心连接有竖直的液压缸,所述液压缸的输出端连接有竖直向下的伸缩杆,所述伸缩杆的下方成阵列连接有水平的安装架,所述安装架为“U”形结构,所述伸缩杆的竖直下方连接有固定杆,所述固定杆的底部外侧呈阵列设置有安装槽,所述安装槽的内部均安装有水平的第一弹簧。本发明在使用时,能够根据锥孔工件的锥孔大小对锥孔的内部进行限位固定,让固定板在对锥孔工件的外部固定时

锥孔齿轮滚齿夹具.pdf
本发明公开一种锥孔齿轮滚齿夹具,解决加工精度和效率问题。锥孔齿轮滚齿夹具由螺母⑴、平垫⑵、压盖⑶、间隔垫⑷、锥套⑸、耐油橡胶圈⑹、支撑座⑺、心轴⑻、底座⑼及螺钉⑽组成;支撑座⑺通过螺钉⑽紧固在底座⑼上,心轴⑻安装在支撑座⑺中心;心轴⑻中部套有锥套⑸,锥套⑸中间位置装配环状耐油橡胶圈⑹,心轴⑻上部安装压盖⑶,压盖⑶上部的心轴⑻上端安放平垫⑵、顶端拧着螺母⑴;心轴⑻放置工件Ⅰ⑾、工件Ⅱ⑿时,工件Ⅰ⑾、工件Ⅱ⑿之间加入间隔垫⑷。本夹具实现了一次加工两件,提高了滚齿效率;由于采用锥套及环状耐油橡胶圈,安装压盖,最