
一种船舶尾轴螺旋桨压紧螺母装配工装.pdf

代瑶****zy

1/10
2/10

3/10

4/10
5/10

6/10

7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种船舶尾轴螺旋桨压紧螺母装配工装.pdf
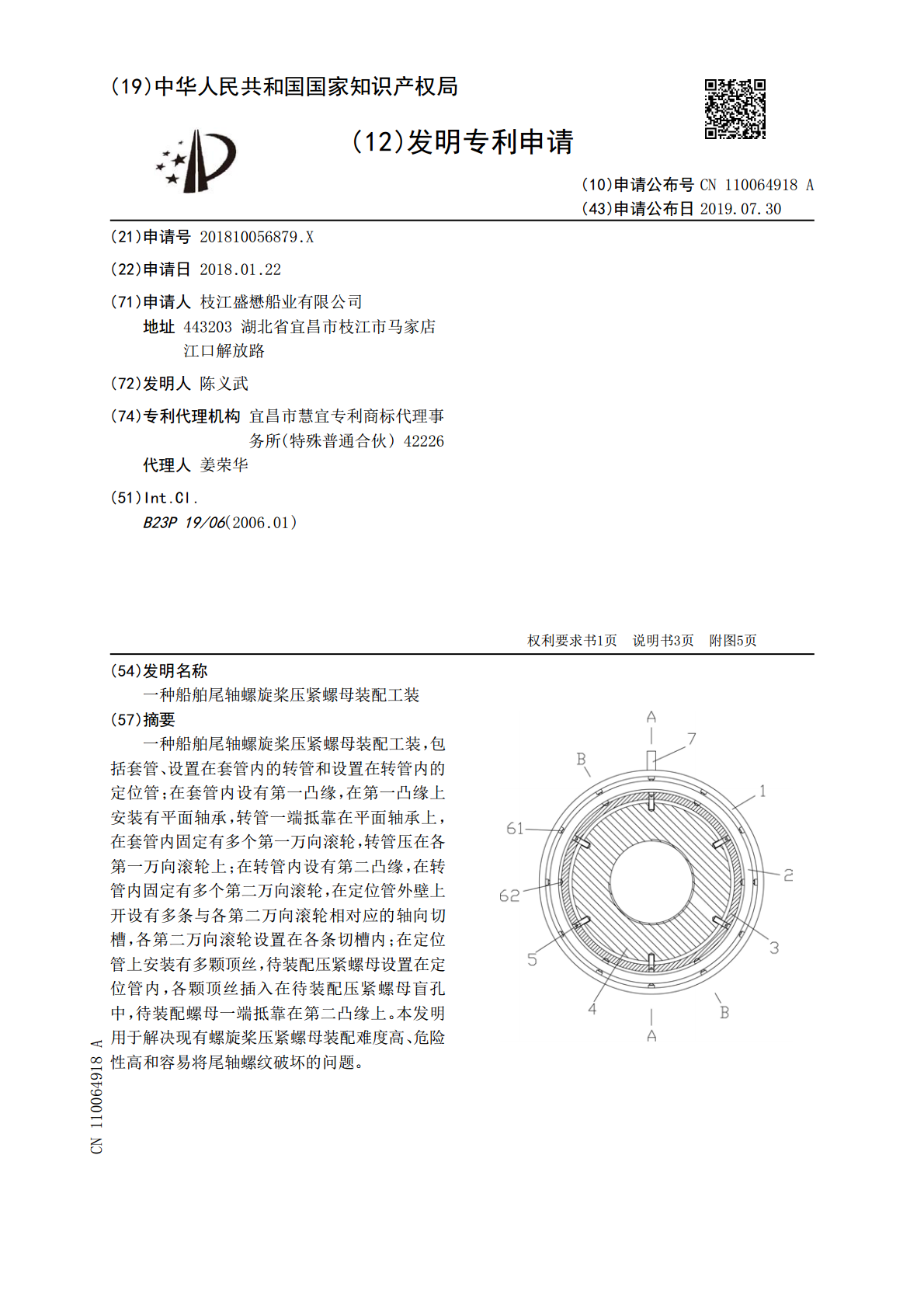
一种船舶尾轴螺旋桨压紧螺母装配工装,包括套管、设置在套管内的转管和设置在转管内的定位管;在套管内设有第一凸缘,在第一凸缘上安装有平面轴承,转管一端抵靠在平面轴承上,在套管内固定有多个第一万向滚轮,转管压在各第一万向滚轮上;在转管内设有第二凸缘,在转管内固定有多个第二万向滚轮,在定位管外壁上开设有多条与各第二万向滚轮相对应的轴向切槽,各第二万向滚轮设置在各条切槽内;在定位管上安装有多颗顶丝,待装配压紧螺母设置在定位管内,各颗顶丝插入在待装配压紧螺母盲孔中,待装配螺母一端抵靠在第二凸缘上。本发明用于解决现有螺

船舶螺旋桨轴临时固定用工装.pdf
本发明涉及桨轴安装工装技术领域,且公开了船舶螺旋桨轴临时固定用工装,包括:桨轴法兰、基座和桨轴架,所述基座的顶部设置有移动座,所述移动座两侧的表面均安装有驱动块,所述基座的顶部设置有驱动机构,所述驱动机构的两端设置有移动机构,两个所述移动机构分别设置在移动座的两侧,所述驱动块螺纹连接在移动机构的表面,所述移动座的顶部设置有限位座。该船舶螺旋桨轴临时固定用工装,通过设置桨轴架、托架和固定机构,螺旋桨轴与桨轴法兰对接,使用起吊设备将螺旋桨轴和桨轴法兰分别吊放在桨轴架和托架上,使用固定机构对桨轴法兰进行固定,安

一种船舶尾轴的轴套切边调节工装.pdf
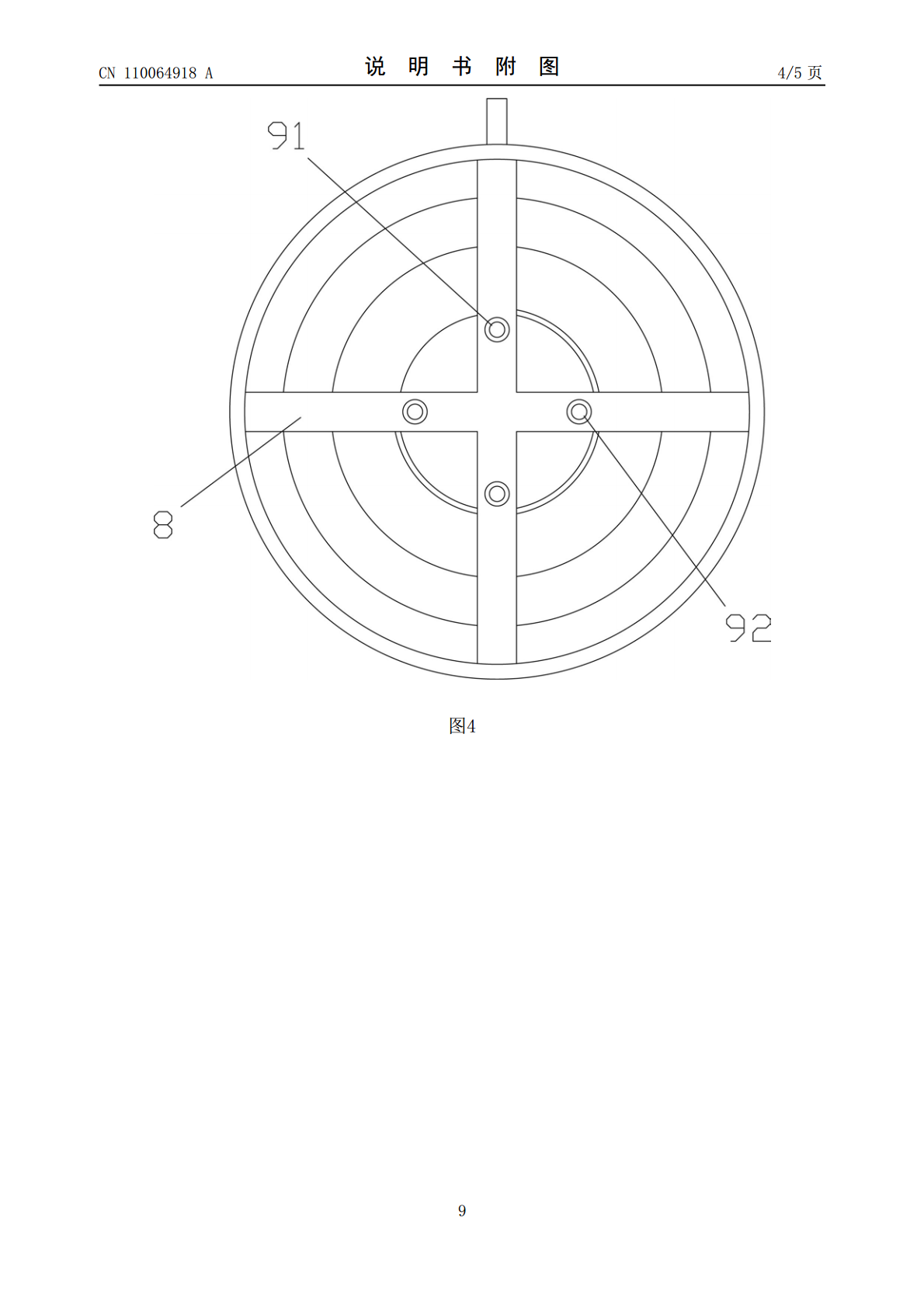
本发明提供一种船舶尾轴的轴套切边调节工装,包括旋转板,所述旋转板的上下两端设有夹环,每个所述夹环与第一气缸连接固定,所述旋转板的左右两端均设有刀盘,每个所刀盘与传动电机连接固定;其中传动电机固定在移动板上,所述移动板底部通过齿轮滑动固定在所述旋转板的齿条上;所述旋转板上的两侧设有第二气缸,每个所述第二气缸通过支撑柱与挡罩连接固定,每个所述夹环上通过弹簧与卡板连接固定。本发明的有益效果是:设计合理,操作方便,安全性高且提高加工精度,便于调节,提高工作效率。

一种轴座压紧工装.pdf
本发明公开了一种轴座压紧工装,包括机架,所述机架顶部设有操作台面,操作台面上设有轴座定位元件位,轴座定位元件位上放置有定位胎模具;轴座定位元件位左右两侧均设有轴座防错固定支柱;操作台面上设有导柱,导柱顶端固定设有安装板,安装板上方安装有两个气缸,安装板下方设有两个气缸压力柱,气缸驱动连接气缸压力柱;其中一个气缸压力柱位于左侧轴座防错固定支柱上方,另一个气缸压力柱位于右侧轴座防错固定支柱上方。本发明结构简单,设计合理,操作简便,减少操作工人的劳动难度和强度,提高生产效率,保证产品质量,杜绝混装现象。

一种变形螺母装配工装.pdf
本发明公开了一种变形螺母装配工装,属于装配工装技术领域;它包括:手柄、支架、球头螺钉及冲头;所述支架为U型架,U型架的水平部分开有螺纹孔,U型架的两端分别开有螺纹孔及凹槽;所述冲头为半球,在半球的球顶设有圆锥结构,在半球平面部分的中心开有螺纹盲孔;手柄固定在支架水平部分的螺纹孔中,球头螺钉安装在支架竖直部分的螺纹孔内,冲头固定在球头螺钉的末端,且冲头位于靠近U型架的凹槽的一端,冲头的圆锥结构轴线与球头螺钉轴线共轴;本发明能够单人手工操作一次完成变形螺母定位、变形并装配到位,具有较高的装配效率和装配精度。