
一种加工深孔盲孔套料的切断刀具.pdf

小宏****aa

1/7

2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种加工深孔盲孔套料的切断刀具.pdf
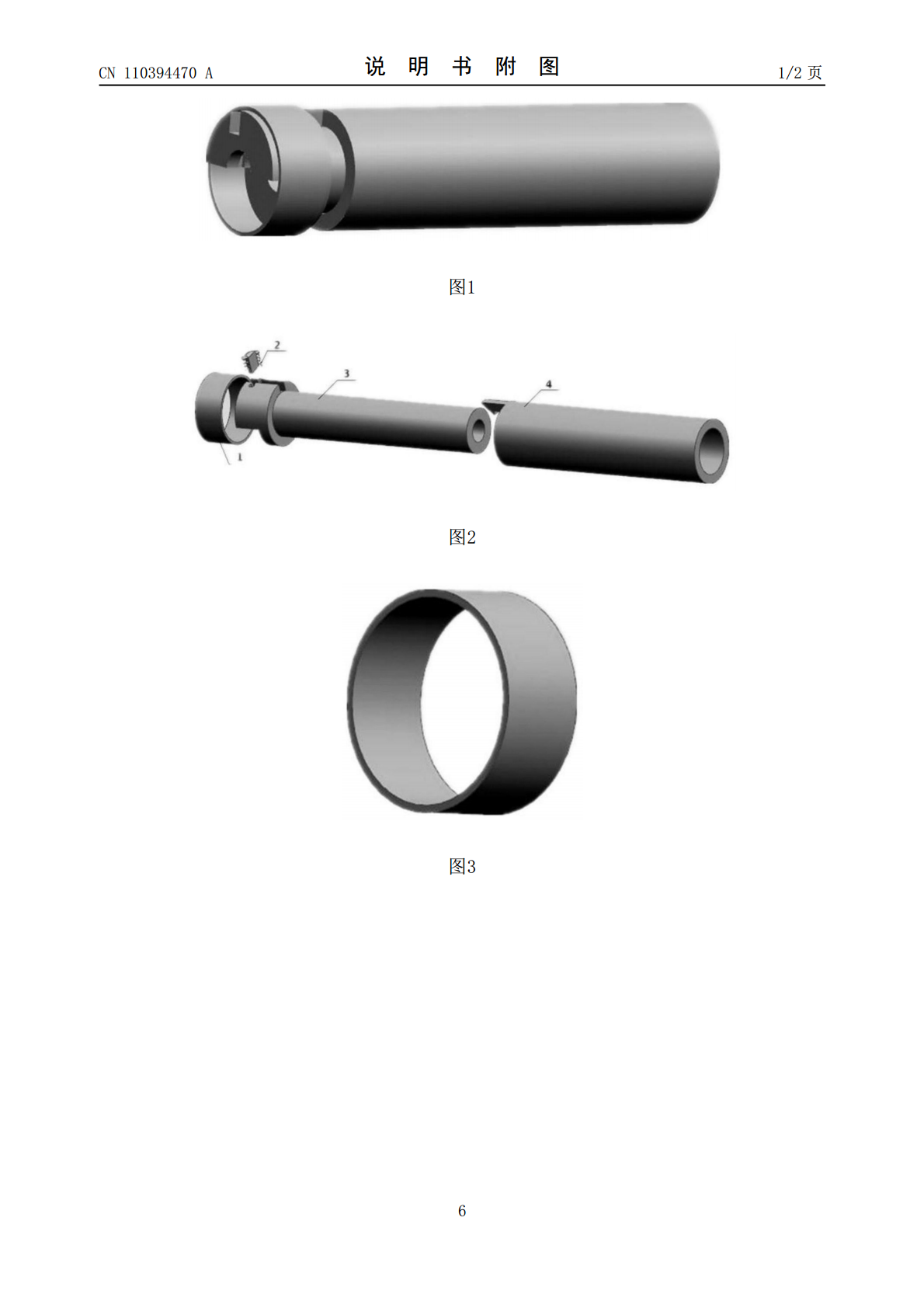
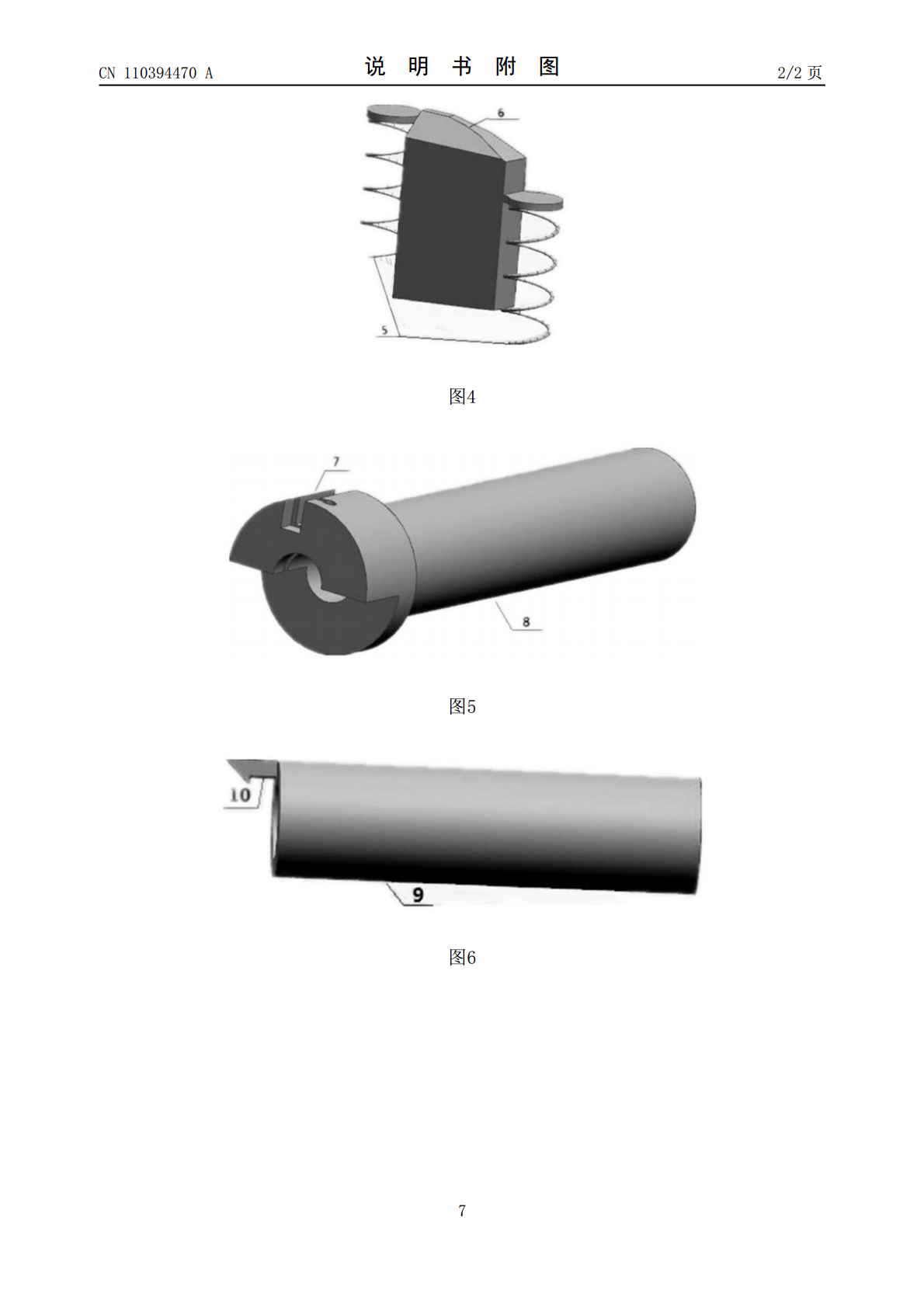
本发明涉及车削加工技术领域,具体涉及一种加工盲孔深孔套料的切断刀具。其采用组合式刀杆,外刀杆提供动力,迫使内刀杆刀头垂直槽内的刀片向下进给,进行切断。本发明采用的技术方案包括导向套、内刀杆和外刀杆,外刀杆套设于内刀杆的刀杆上,外刀杆的推杆伸入内刀杆的槽内,并与内刀杆槽内设置的切断刀片上的斜面相贴设置,导向套套设于内刀杆的刀头上。
一种深孔、盲孔的加工工艺.pdf
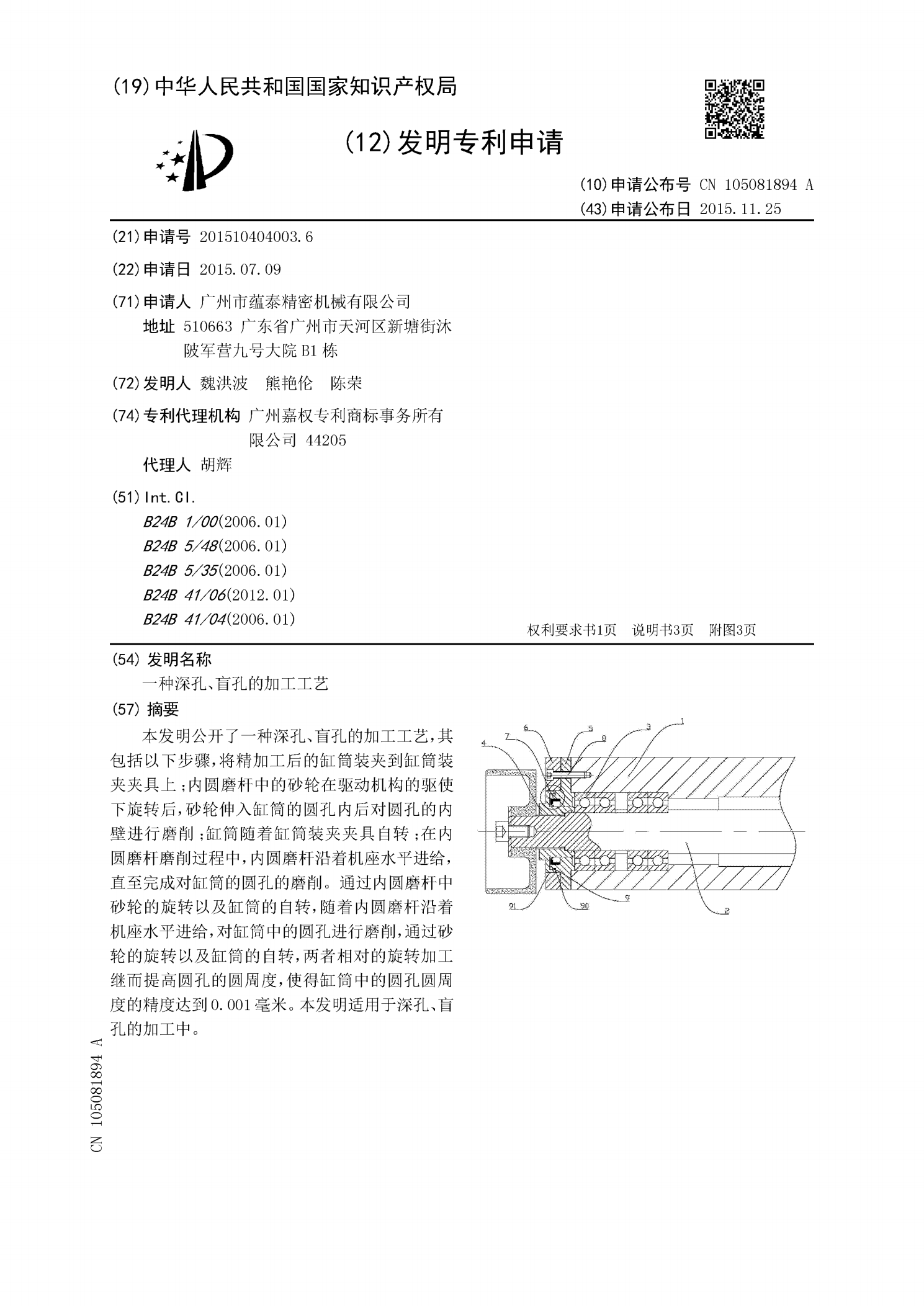
本发明公开了一种深孔、盲孔的加工工艺,其包括以下步骤,将精加工后的缸筒装夹到缸筒装夹夹具上;内圆磨杆中的砂轮在驱动机构的驱使下旋转后,砂轮伸入缸筒的圆孔内后对圆孔的内壁进行磨削;缸筒随着缸筒装夹夹具自转;在内圆磨杆磨削过程中,内圆磨杆沿着机座水平进给,直至完成对缸筒的圆孔的磨削。通过内圆磨杆中砂轮的旋转以及缸筒的自转,随着内圆磨杆沿着机座水平进给,对缸筒中的圆孔进行磨削,通过砂轮的旋转以及缸筒的自转,两者相对的旋转加工继而提高圆孔的圆周度,使得缸筒中的圆孔圆周度的精度达到0.001毫米。本发明适用于深孔、

电火花深孔套料加工研究.docx
电火花深孔套料加工研究一、研究背景随着机械制造业的不断发展,产品的加工精度要求越来越高,尤其是对于一些复杂的产品,其加工难度也随之增加。电火花深孔套料加工技术是一种高精度、高效率的加工方法。通过电极电解作用,在金属工件上形成细小的放电通道,将放电能量导致的热量密集集中在工件上,进而熔化、汽化和蒸发工件上的材料,达到切削的目的。二、研究内容本文主要研究电火花深孔套料加工技术,主要包括以下几个方面:1.电火花深孔套料加工的原理和优势;2.电极材料选取及加工工艺;3.电极与工件间的距离对加工效果的影响;4.电火
一种深腔孔加工刀具.pdf
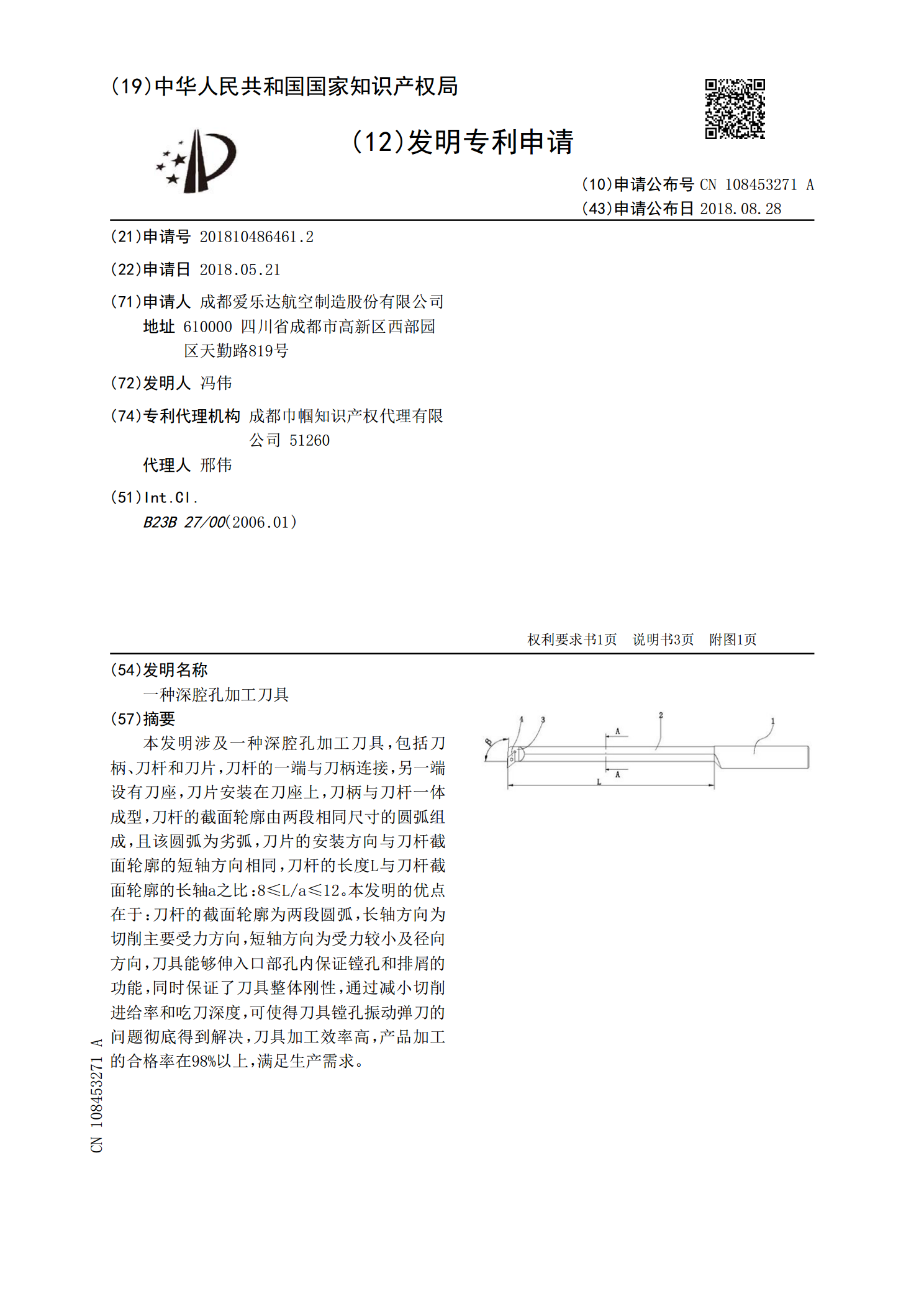
本发明涉及一种深腔孔加工刀具,包括刀柄、刀杆和刀片,刀杆的一端与刀柄连接,另一端设有刀座,刀片安装在刀座上,刀柄与刀杆一体成型,刀杆的截面轮廓由两段相同尺寸的圆弧组成,且该圆弧为劣弧,刀片的安装方向与刀杆截面轮廓的短轴方向相同,刀杆的长度L与刀杆截面轮廓的长轴a之比:8≤L/a≤12。本发明的优点在于:刀杆的截面轮廓为两段圆弧,长轴方向为切削主要受力方向,短轴方向为受力较小及径向方向,刀具能够伸入口部孔内保证镗孔和排屑的功能,同时保证了刀具整体刚性,通过减小切削进给率和吃刀深度,可使得刀具镗孔振动弹刀的问

钛合金深孔套料加工机理及其刀具研究的综述报告.docx
钛合金深孔套料加工机理及其刀具研究的综述报告钛合金材料因其高强度、高耐腐蚀性、高温强度和低密度等优良性能,已成为航空、航天、汽车等高端制造业的重要材料。在加工钛合金材料时,尤其是深孔套料加工过程中,具有较高的难度和风险。因此,对于钛合金深孔套料加工机理及其刀具研究的综述报告,不仅有助于进一步提高钛合金深孔套料加工质量和效率,而且也有利于促进钛合金材料在高端制造业中的应用和发展。一、钛合金深孔套料加工机理1.钛合金材料的特点钛合金材料的强度高、硬度大、热导率低、热膨胀系数小、切削力大、难以切削,这些特点都影