
一种环形盲槽切削刀具和环形盲槽切削加工方法.pdf

一吃****成益

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种环形盲槽切削刀具和环形盲槽切削加工方法.pdf
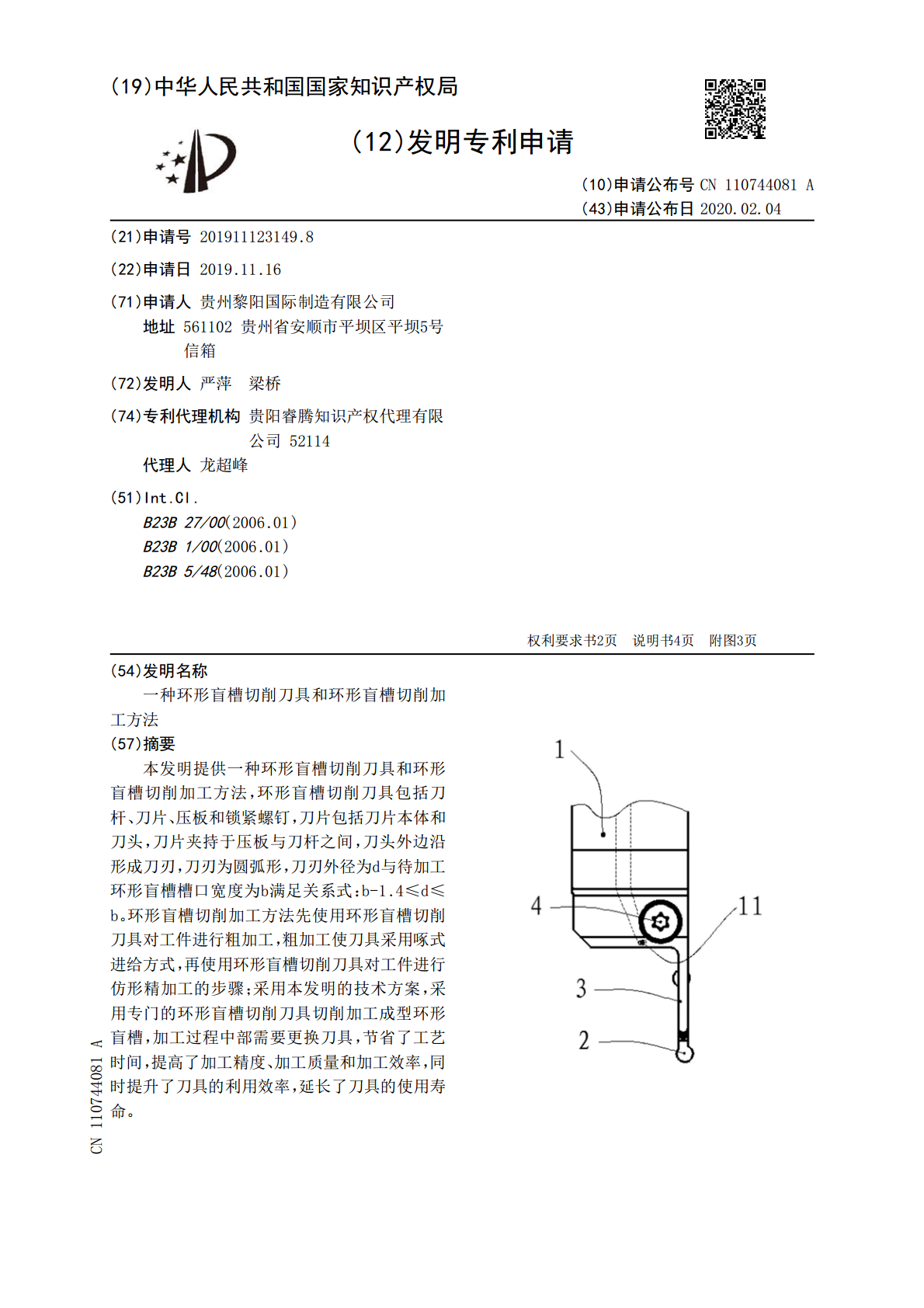
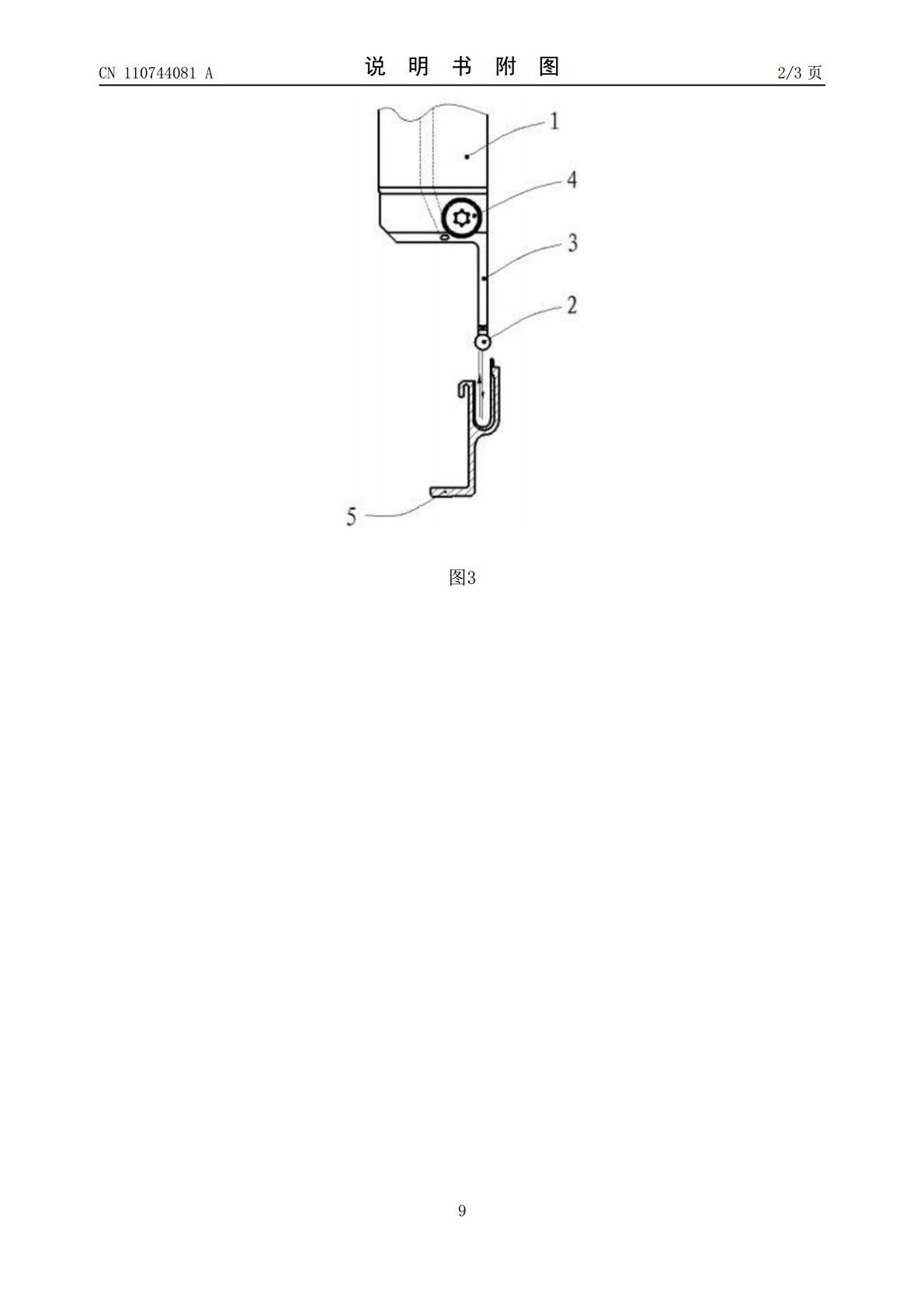
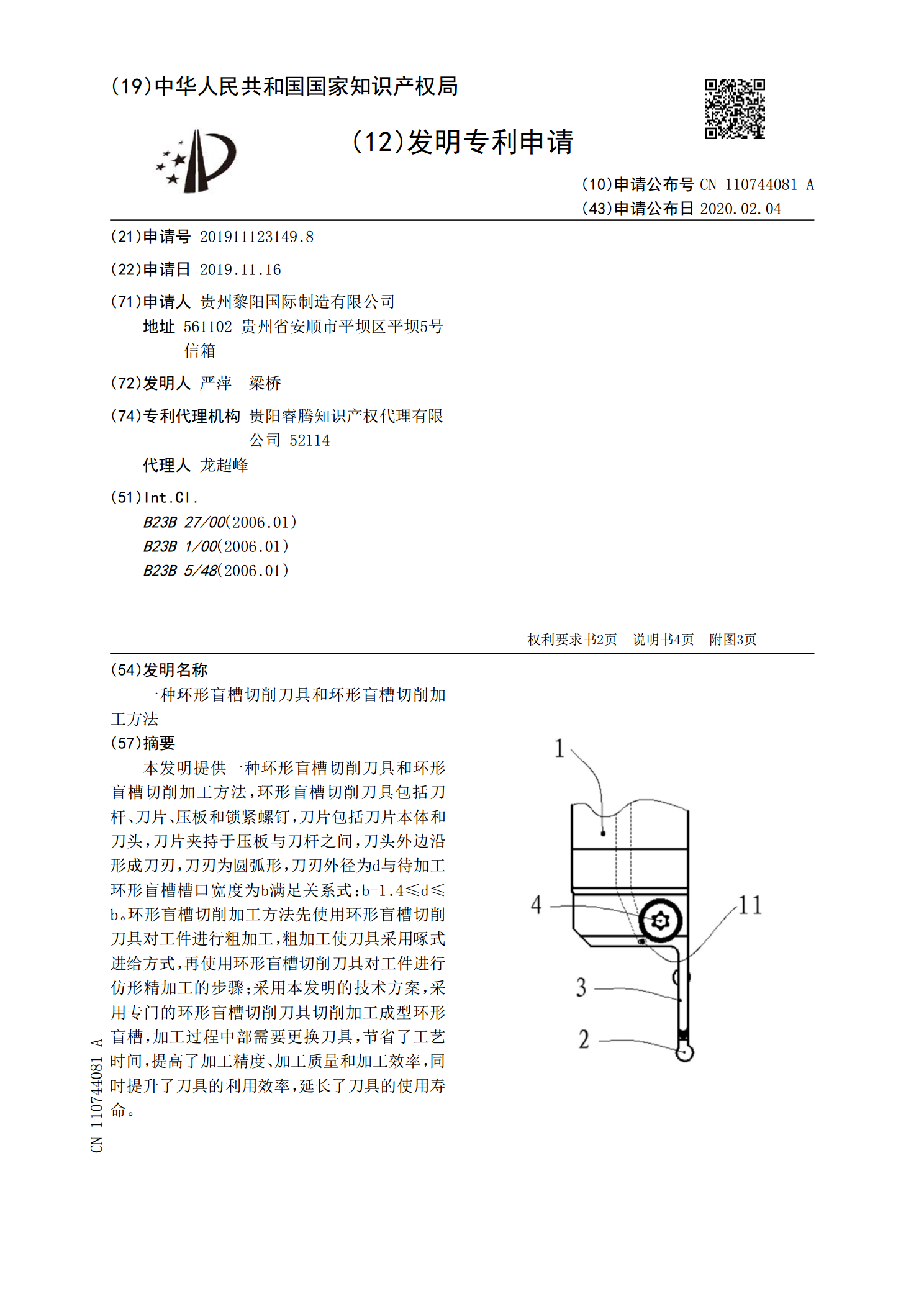
本发明提供一种环形盲槽切削刀具和环形盲槽切削加工方法,环形盲槽切削刀具包括刀杆、刀片、压板和锁紧螺钉,刀片包括刀片本体和刀头,刀片夹持于压板与刀杆之间,刀头外边沿形成刀刃,刀刃为圆弧形,刀刃外径为d与待加工环形盲槽槽口宽度为b满足关系式:b‑1.4≤d≤b。环形盲槽切削加工方法先使用环形盲槽切削刀具对工件进行粗加工,粗加工使刀具采用啄式进给方式,再使用环形盲槽切削刀具对工件进行仿形精加工的步骤;采用本发明的技术方案,采用专门的环形盲槽切削刀具切削加工成型环形盲槽,加工过程中部需要更换刀具,节省了工艺时间,
蜂窝复合材料曲线型窄盲槽逆向切削加工方法.pdf
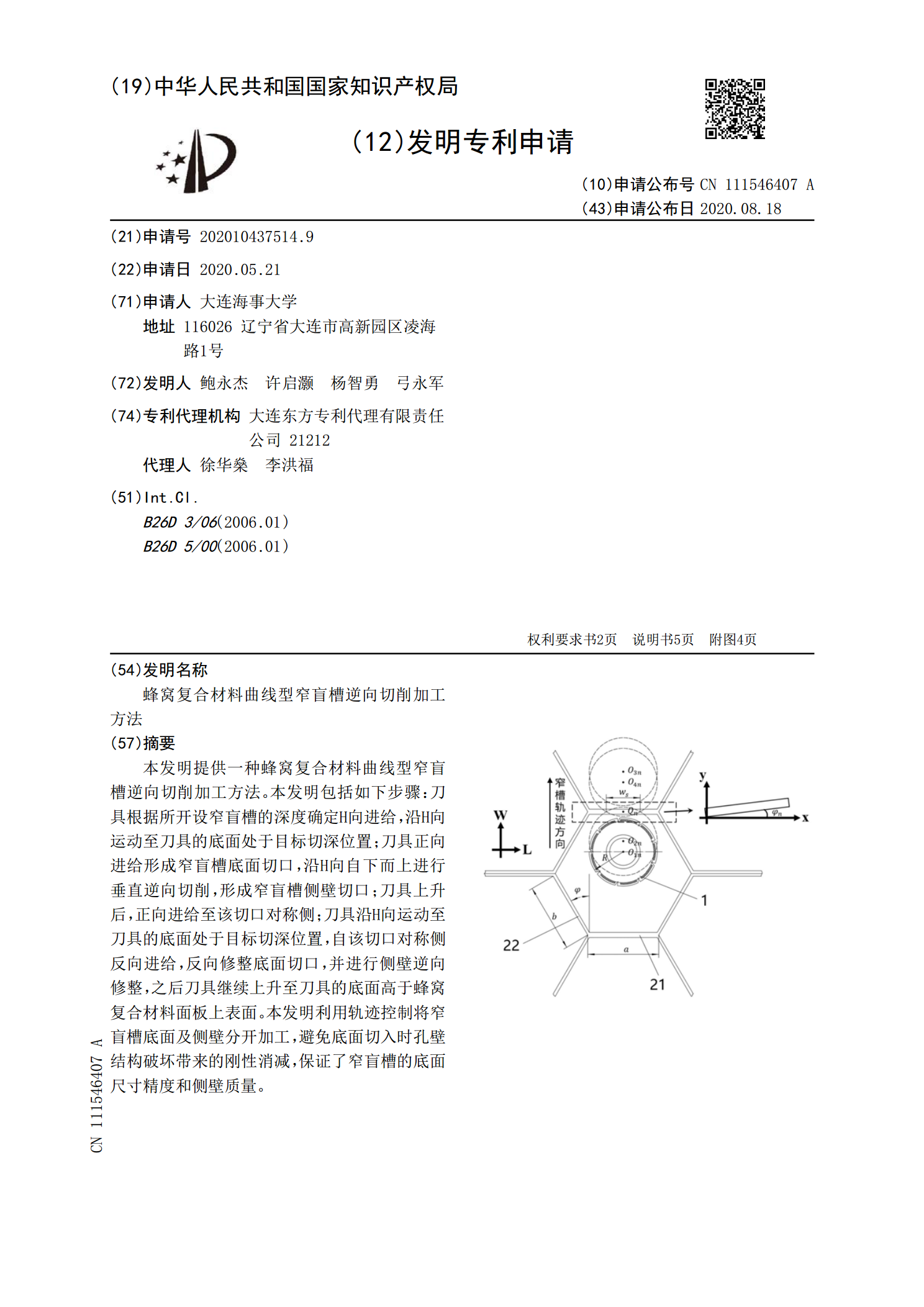
本发明提供一种蜂窝复合材料曲线型窄盲槽逆向切削加工方法。本发明包括如下步骤:刀具根据所开设窄盲槽的深度确定H向进给,沿H向运动至刀具的底面处于目标切深位置;刀具正向进给形成窄盲槽底面切口,沿H向自下而上进行垂直逆向切削,形成窄盲槽侧壁切口;刀具上升后,正向进给至该切口对称侧;刀具沿H向运动至刀具的底面处于目标切深位置,自该切口对称侧反向进给,反向修整底面切口,并进行侧壁逆向修整,之后刀具继续上升至刀具的底面高于蜂窝复合材料面板上表面。本发明利用轨迹控制将窄盲槽底面及侧壁分开加工,避免底面切入时孔壁结构破坏
切削工具和具有深盲孔的切削刀具.pdf
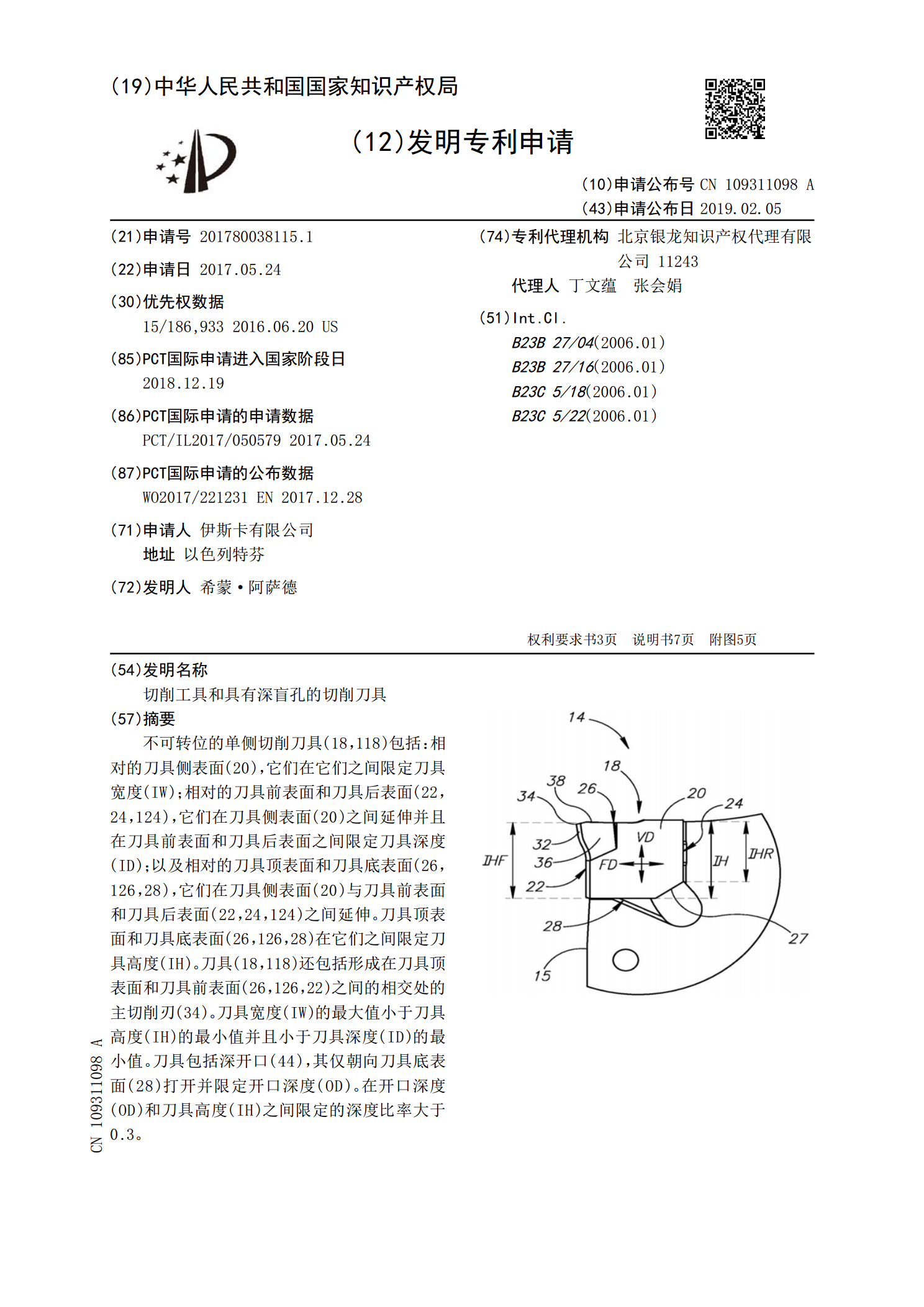
不可转位的单侧切削刀具(18,118)包括:相对的刀具侧表面(20),它们在它们之间限定刀具宽度(IW);相对的刀具前表面和刀具后表面(22,24,124),它们在刀具侧表面(20)之间延伸并且在刀具前表面和刀具后表面之间限定刀具深度(ID);以及相对的刀具顶表面和刀具底表面(26,126,28),它们在刀具侧表面(20)与刀具前表面和刀具后表面(22,24,124)之间延伸。刀具顶表面和刀具底表面(26,126,28)在它们之间限定刀具高度(IH)。刀具(18,118)还包括形成在刀具顶表面和刀具前表面

一种石英玻璃的盲槽加工装置及盲槽加工方法.pdf
本发明提供了一种石英玻璃的盲槽加工装置及盲槽加工方法,其中,所述盲槽加工装置包括:反应池,以盛装石英玻璃及电解液;工具电极,设于反应池中,以作为阳极插入电解液;辅助电极,设于反应池中,以作为阴极插入电解液;超声振动机构,用于控制工具电极超声振动。本发明结构设计合理巧妙,结构简单,通过工具电极的超声振动带动了加工位置的电解液循环,在工具电极端部周围形成气层,从而增加火花放电的时间,提升加工效率;结合压力传感器和位移控制器,使工具电极施加在石英玻璃上的压力恒定,提高石英玻璃中盲槽深度的加工精度;极大地提高了盲

一种零溢胶盲槽的加工方法及其制成的盲槽板.pdf
本发明公开了一种零溢胶盲槽的加工方法及其制成的盲槽板,涉及PCB加工技术领域,能够实现盲槽底部图形无损坏无溢胶,提升加工良品率。一种零溢胶盲槽的加工方法包括芯板、感光涂层、母板压合以及激光开槽。通过采用皮秒脉冲激光切割,极大的减小了激光单次在基材上的作用时间,避免了非盲槽区域基材发射融化、褶皱、裂纹,还会有融化后的材料飞溅等情况,实现了精准的基材切割。通过在盲槽底部面涂抹感光缓冲涂层,实现激光切割的限位,同时保护了盲槽底部的铜层,避免了铜层和基础层高差过大。本发明的一种零溢胶盲槽的加工方法避免了传统做法的