
一种耐电弧烧蚀、高强度环网柜动刀触头.pdf

努力****承悦


1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种耐电弧烧蚀、高强度环网柜动刀触头.pdf
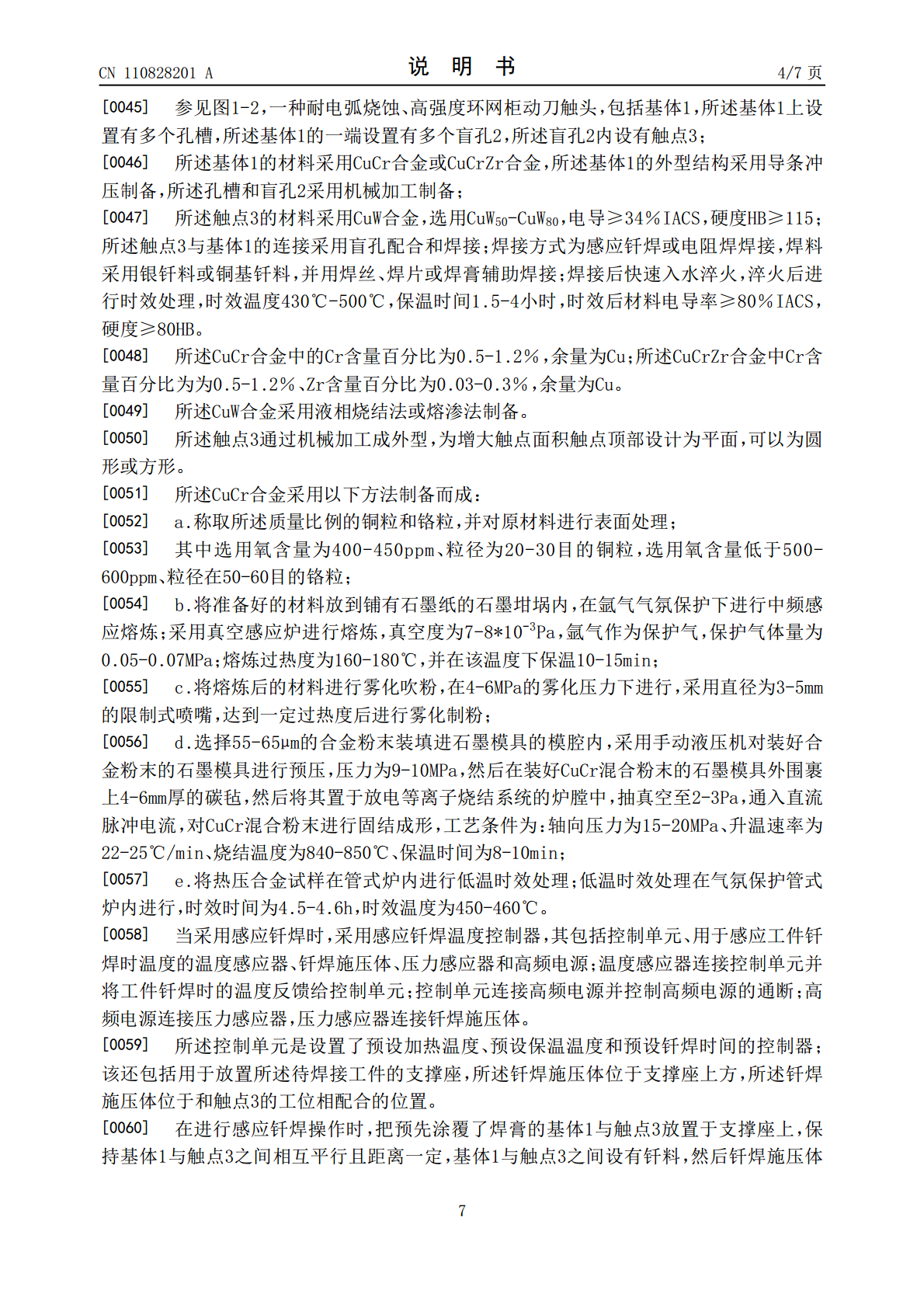
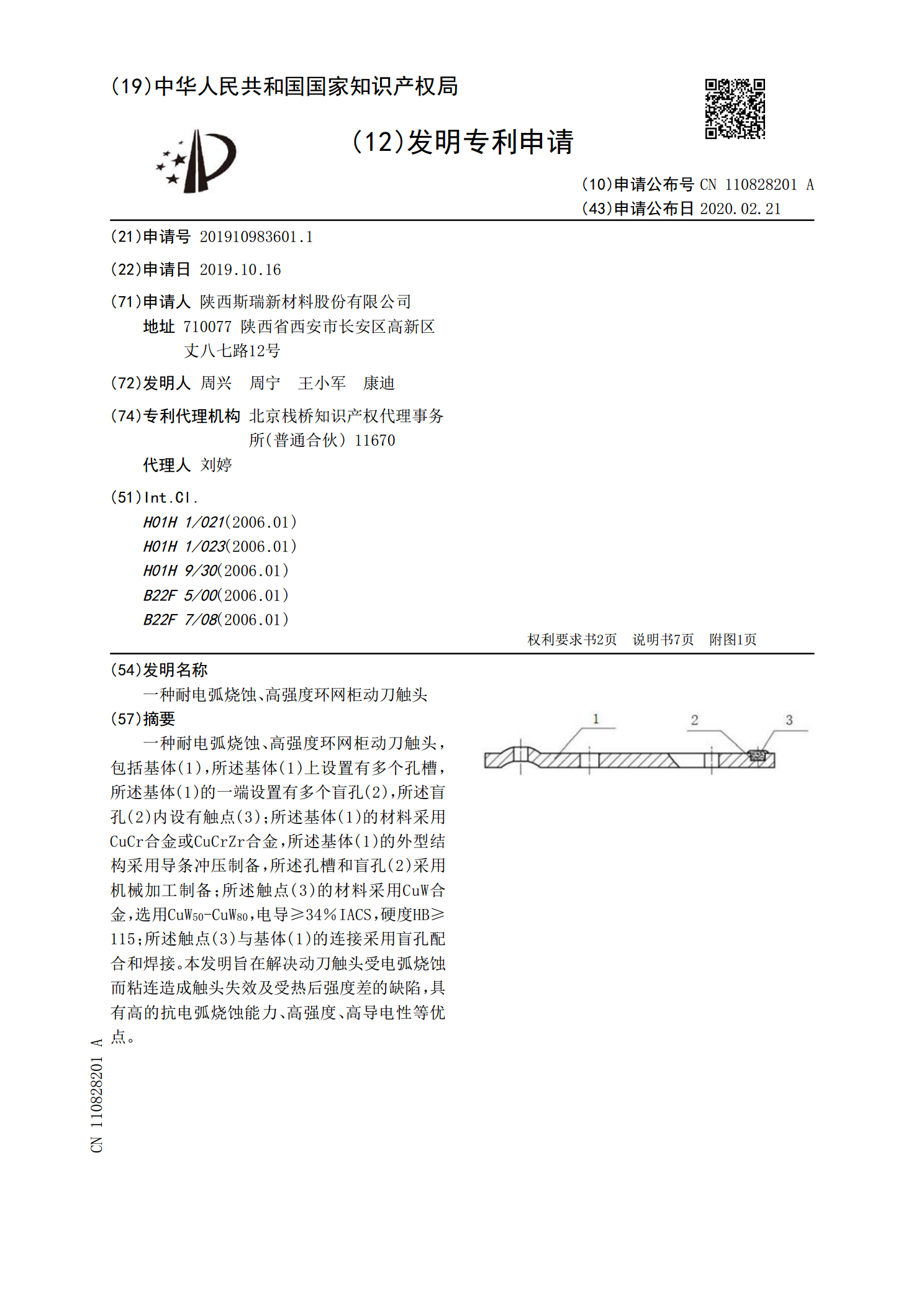
一种耐电弧烧蚀、高强度环网柜动刀触头,包括基体(1),所述基体(1)上设置有多个孔槽,所述基体(1)的一端设置有多个盲孔(2),所述盲孔(2)内设有触点(3);所述基体(1)的材料采用CuCr合金或CuCrZr合金,所述基体(1)的外型结构采用导条冲压制备,所述孔槽和盲孔(2)采用机械加工制备;所述触点(3)的材料采用CuW合金,选用CuW
一种触片可打磨的耐烧蚀的隔离开关.pdf
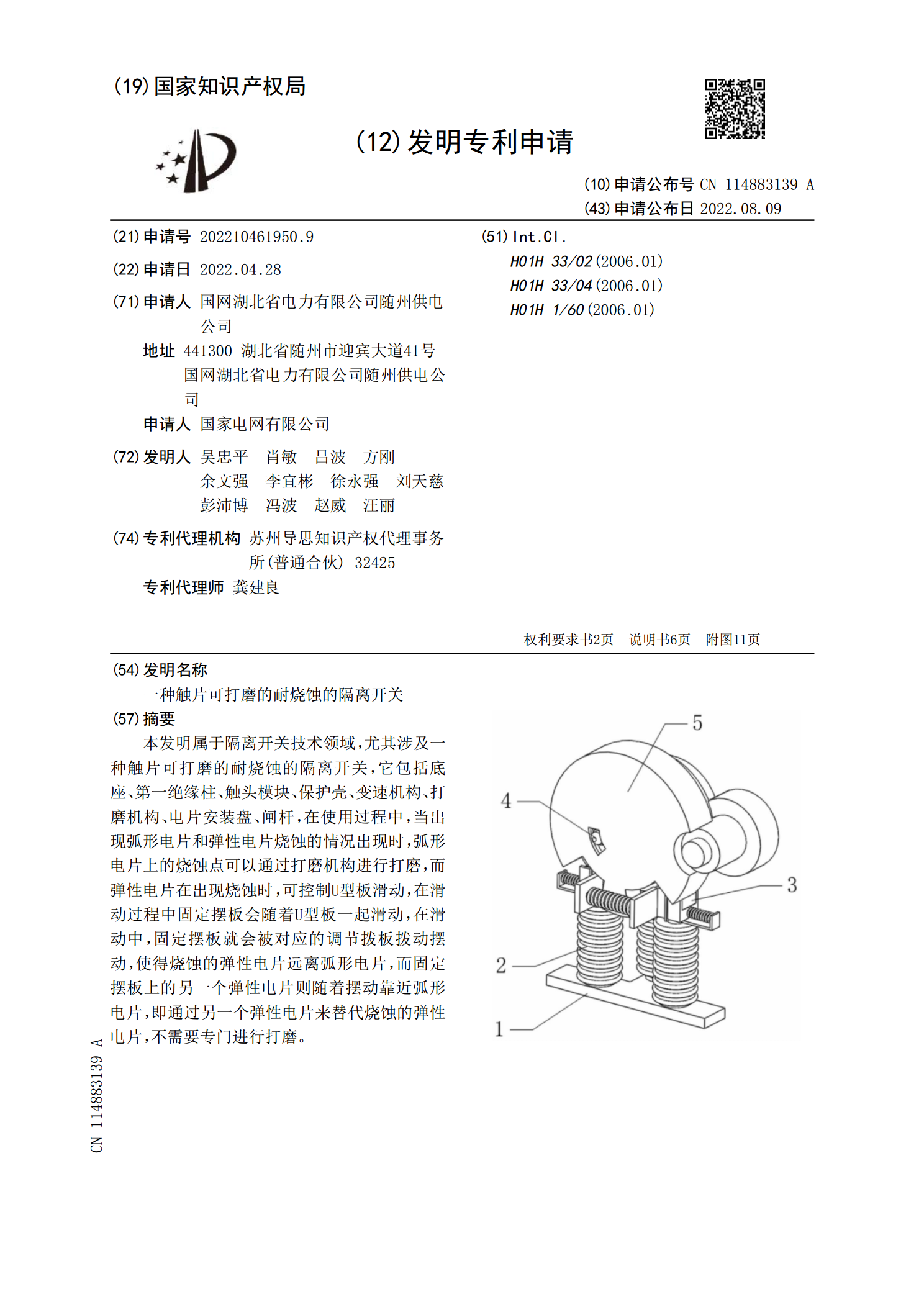
本发明属于隔离开关技术领域,尤其涉及一种触片可打磨的耐烧蚀的隔离开关,它包括底座、第一绝缘柱、触头模块、保护壳、变速机构、打磨机构、电片安装盘、闸杆,在使用过程中,当出现弧形电片和弹性电片烧蚀的情况出现时,弧形电片上的烧蚀点可以通过打磨机构进行打磨,而弹性电片在出现烧蚀时,可控制U型板滑动,在滑动过程中固定摆板会随着U型板一起滑动,在滑动中,固定摆板就会被对应的调节拨板拨动摆动,使得烧蚀的弹性电片远离弧形电片,而固定摆板上的另一个弹性电片则随着摆动靠近弧形电片,即通过另一个弹性电片来替代烧蚀的弹性电片,不

考虑触头熔蚀的电弧特性变化仿真研究.pptx
汇报人:/目录0102电弧的形成与作用电弧的物理特性电弧对触头熔蚀的影响03熔蚀过程的物理模型熔蚀过程的数学模型仿真模型的验证与修正04电弧形态的变化电弧温度和能量的变化电弧声音和光强的变化电弧稳定性变化05触头熔蚀程度对电弧特性的影响不同触头材料对电弧特性的影响不同电流和电压下的电弧特性变化电弧特性变化对电气系统性能的影响06耐熔蚀性较好的触头材料通过仿真优化触头材料的成分与结构实际应用中触头材料选择的建议新材料的研发与应用前景07研究结论总结对实际应用的指导意义研究的局限与展望汇报人:

HGIS隔离开关触头烧蚀原因分析.docx
HGIS隔离开关触头烧蚀原因分析HGIS隔离开关是高压电力系统中常用的一种开关装置,用于隔离和断开高压电气设备中的电路,保护设备和人员安全。然而,在长期实际使用过程中,隔离开关的触头烧蚀问题经常出现,严重影响了开关的可靠性和安全性。因此,对HGIS隔离开关触头烧蚀问题进行深入分析和研究,具有较高的实际意义和理论价值。一、HGIS隔离开关触头烧蚀原因1.1触头材料及制造工艺隔离开关的触头材料是关键因素之一。一般触头采用铜合金,而这些合金的成分、含量、制造工艺等因素均会影响其性能和寿命。如果铜合金中不均匀的成

一种环网柜触头测温装置.pdf
本发明公开了一种环网柜触头测温装置,包括第一卡环、第二卡环以及缠绕于圆柱型触头外部的导热丝,第一卡环和第二卡环之间通过伸缩杆组连接,伸缩杆组内设置有气腔,气腔内填充有能够受热膨胀的气体,使伸缩杆组在周围温度升高时伸长;本发明通过设置第一卡环和第二卡环,极大减小测温装置对触头散热效果的影响,导热丝在在未缠紧时,与触头之间也留有缝隙,便于散热;本发明在当氦气升高的温度仍在安全温度以下时,供电装置的各用电器件不会工作,从而节约了能源,使测温装置可以工作的时间更久;导热丝在伸缩杆组伸长时逐渐缠紧在触头的表面,达到