
一种控制阀芯及其加工方法.pdf

春波****公主


1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种控制阀芯及其加工方法.pdf
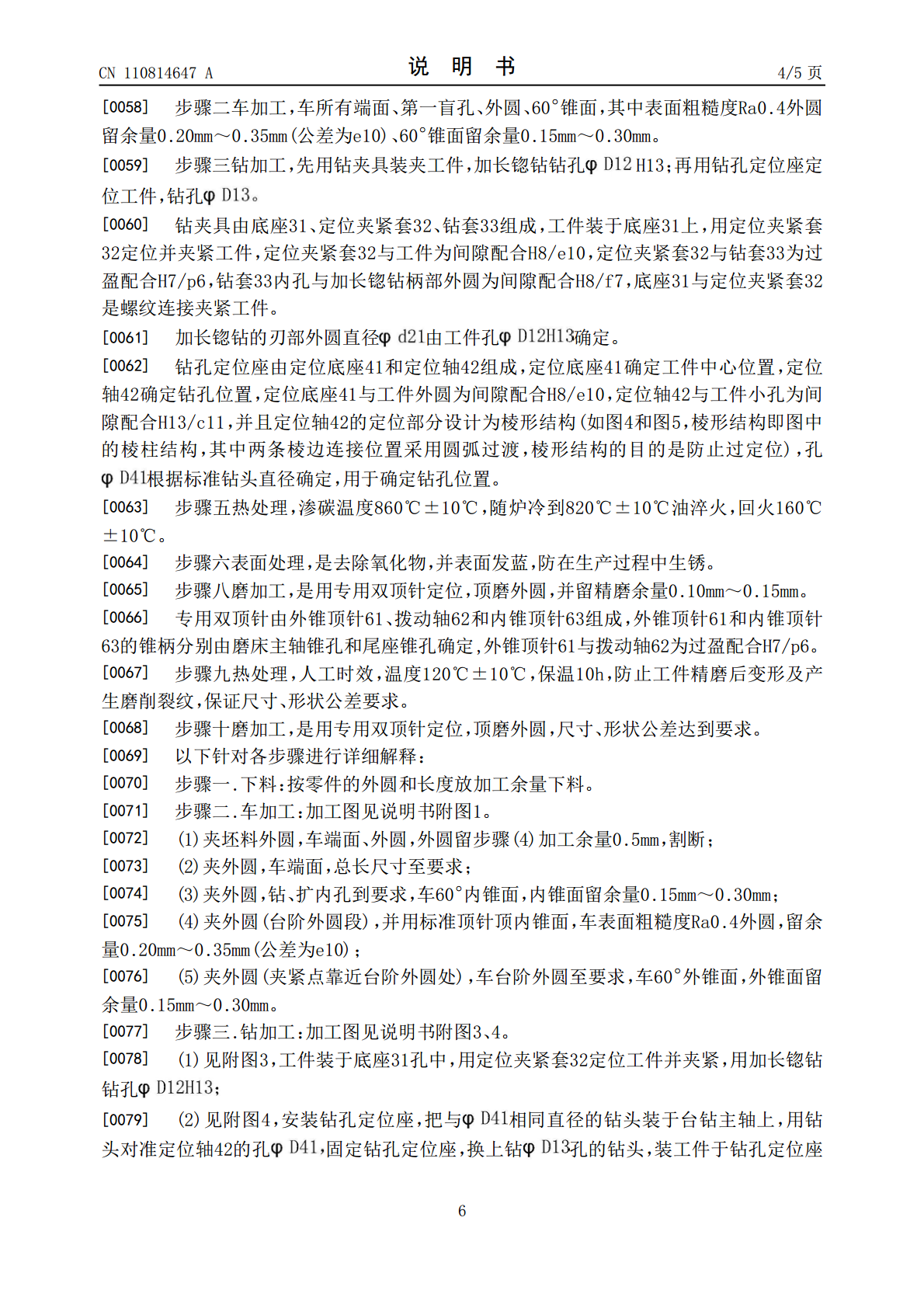
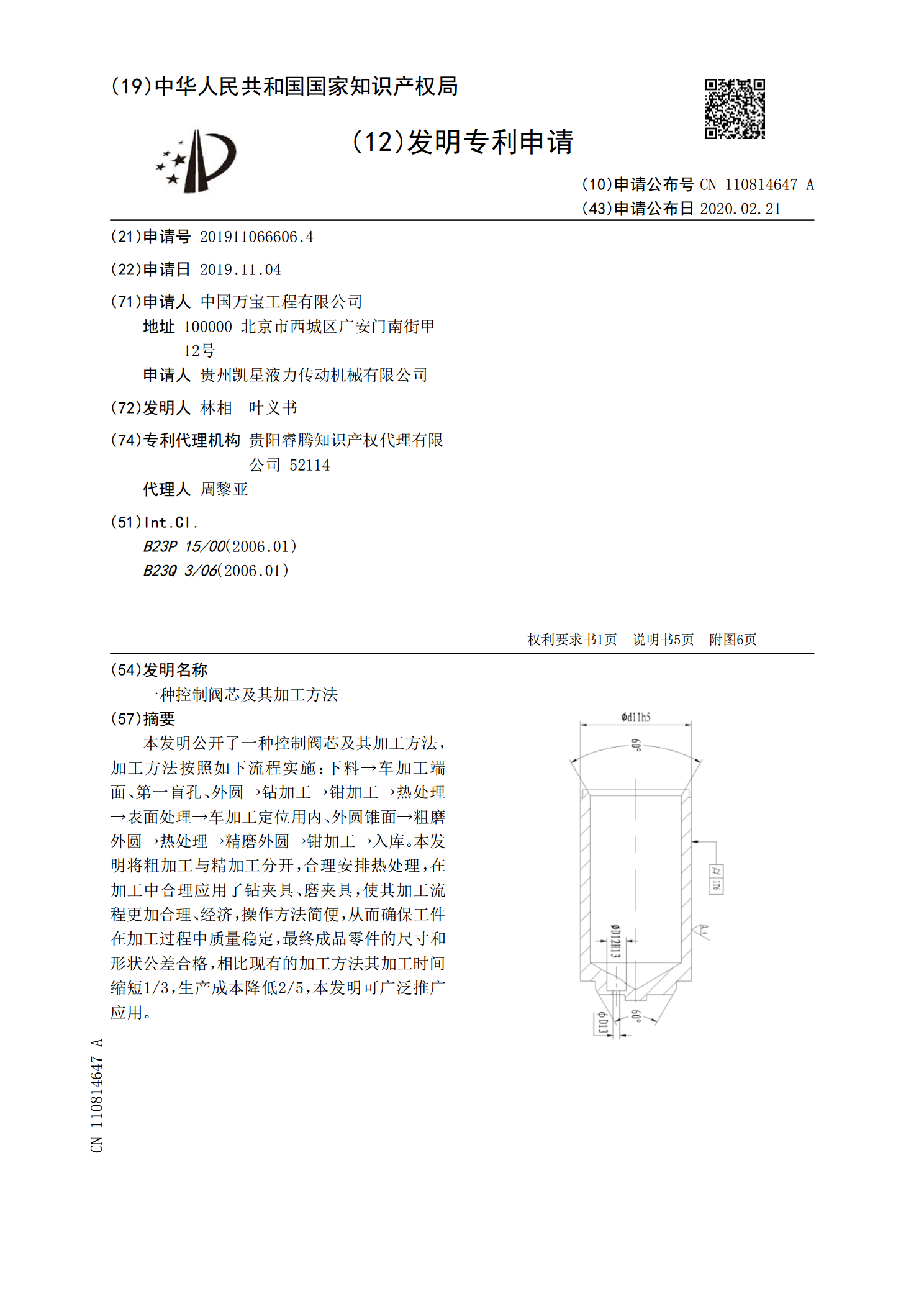
本发明公开了一种控制阀芯及其加工方法,加工方法按照如下流程实施:下料→车加工端面、第一盲孔、外圆→钻加工→钳加工→热处理→表面处理→车加工定位用内、外圆锥面→粗磨外圆→热处理→精磨外圆→钳加工→入库。本发明将粗加工与精加工分开,合理安排热处理,在加工中合理应用了钻夹具、磨夹具,使其加工流程更加合理、经济,操作方法简便,从而确保工件在加工过程中质量稳定,最终成品零件的尺寸和形状公差合格,相比现有的加工方法其加工时间缩短1/3,生产成本降低2/5,本发明可广泛推广应用。
一种水压单向控制阀及其阀芯加工装置.pdf
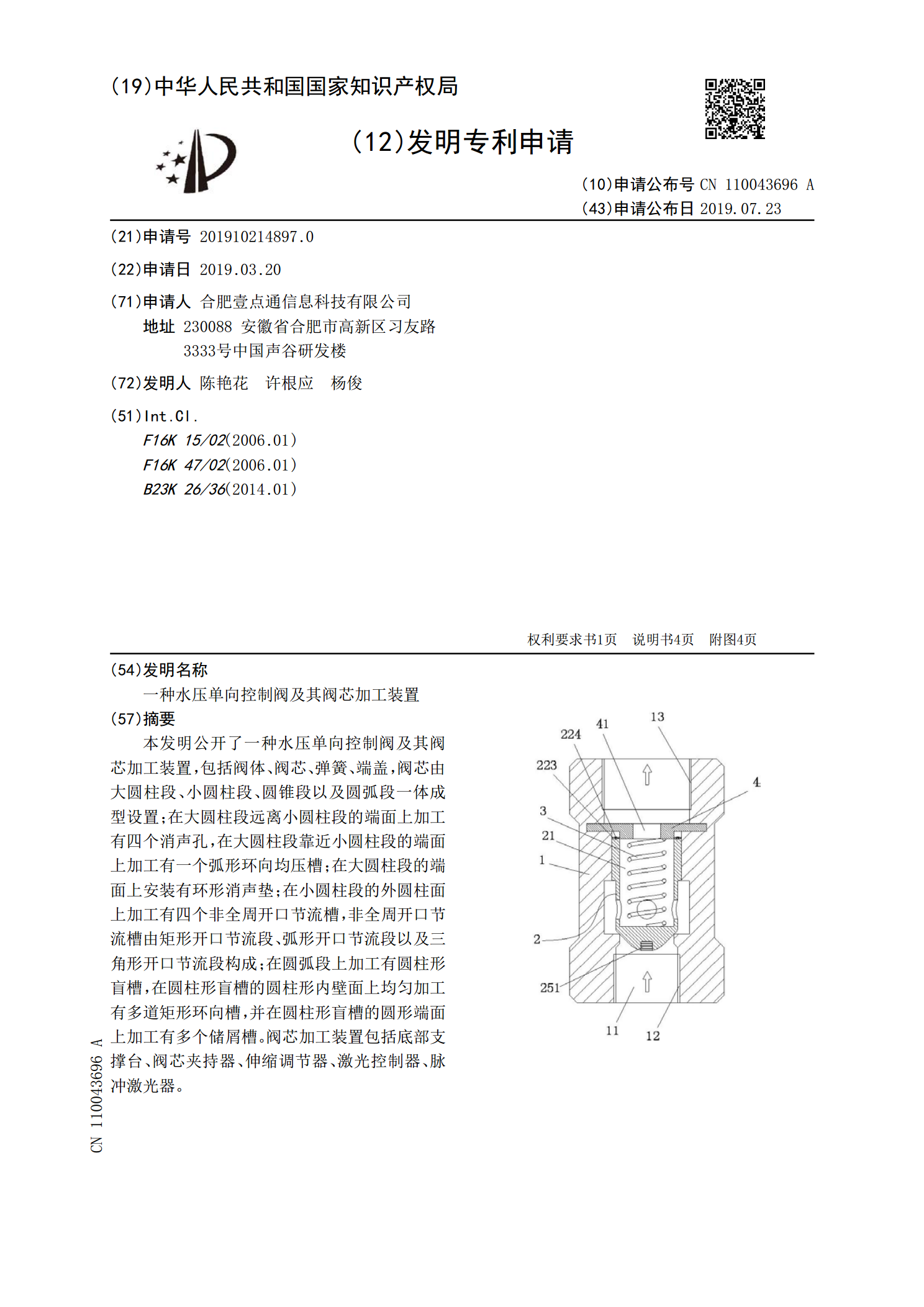
本发明公开了一种水压单向控制阀及其阀芯加工装置,包括阀体、阀芯、弹簧、端盖,阀芯由大圆柱段、小圆柱段、圆锥段以及圆弧段一体成型设置;在大圆柱段远离小圆柱段的端面上加工有四个消声孔,在大圆柱段靠近小圆柱段的端面上加工有一个弧形环向均压槽;在大圆柱段的端面上安装有环形消声垫;在小圆柱段的外圆柱面上加工有四个非全周开口节流槽,非全周开口节流槽由矩形开口节流段、弧形开口节流段以及三角形开口节流段构成;在圆弧段上加工有圆柱形盲槽,在圆柱形盲槽的圆柱形内壁面上均匀加工有多道矩形环向槽,并在圆柱形盲槽的圆形端面上加工有
一种锁芯加工设备及其加工方法.pdf
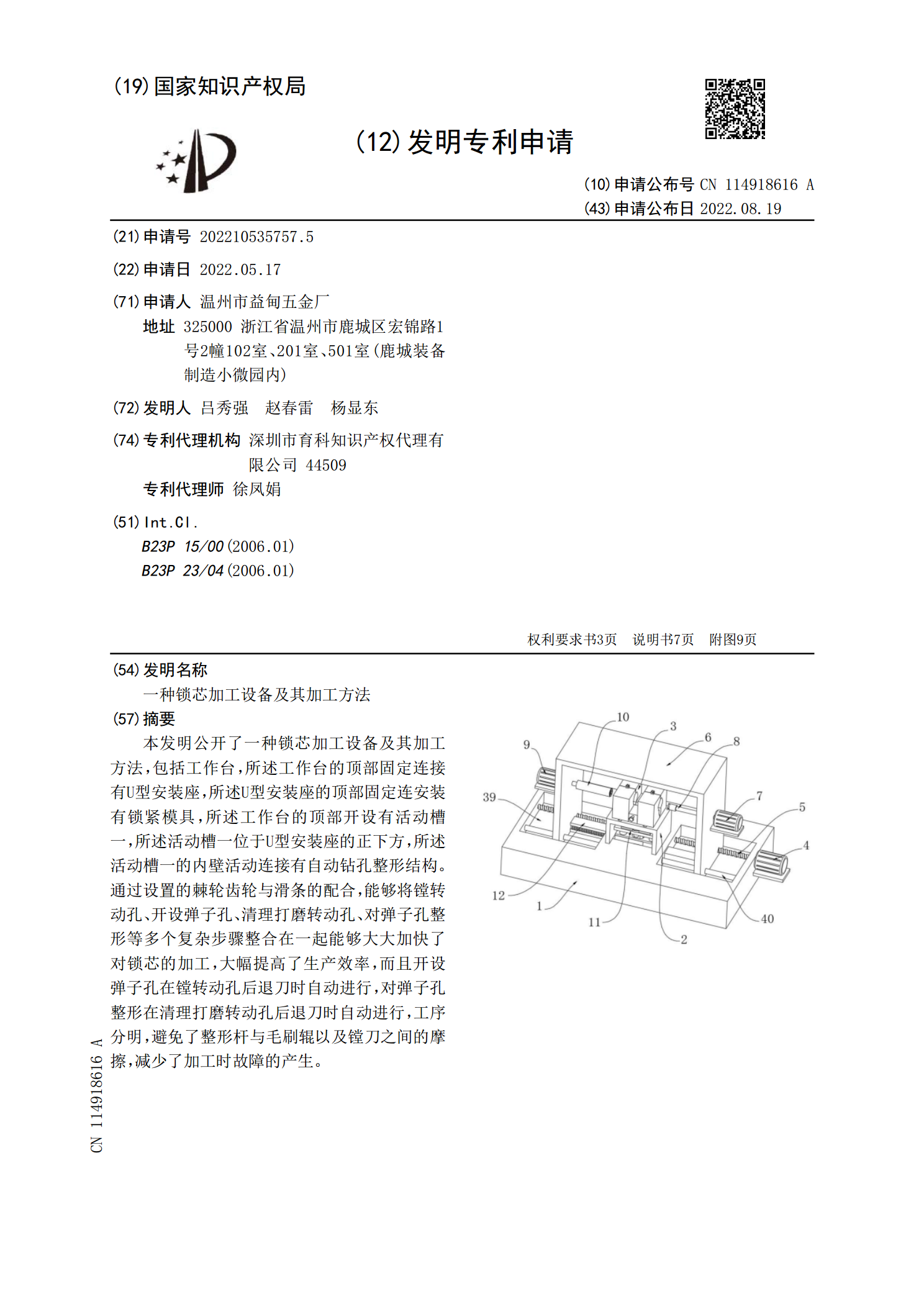
本发明公开了一种锁芯加工设备及其加工方法,包括工作台,所述工作台的顶部固定连接有U型安装座,所述U型安装座的顶部固定连安装有锁紧模具,所述工作台的顶部开设有活动槽一,所述活动槽一位于U型安装座的正下方,所述活动槽一的内壁活动连接有自动钻孔整形结构。通过设置的棘轮齿轮与滑条的配合,能够将镗转动孔、开设弹子孔、清理打磨转动孔、对弹子孔整形等多个复杂步骤整合在一起能够大大加快了对锁芯的加工,大幅提高了生产效率,而且开设弹子孔在镗转动孔后退刀时自动进行,对弹子孔整形在清理打磨转动孔后退刀时自动进行,工序分明,避免
一种球阀阀芯加工设备及其加工方法.pdf
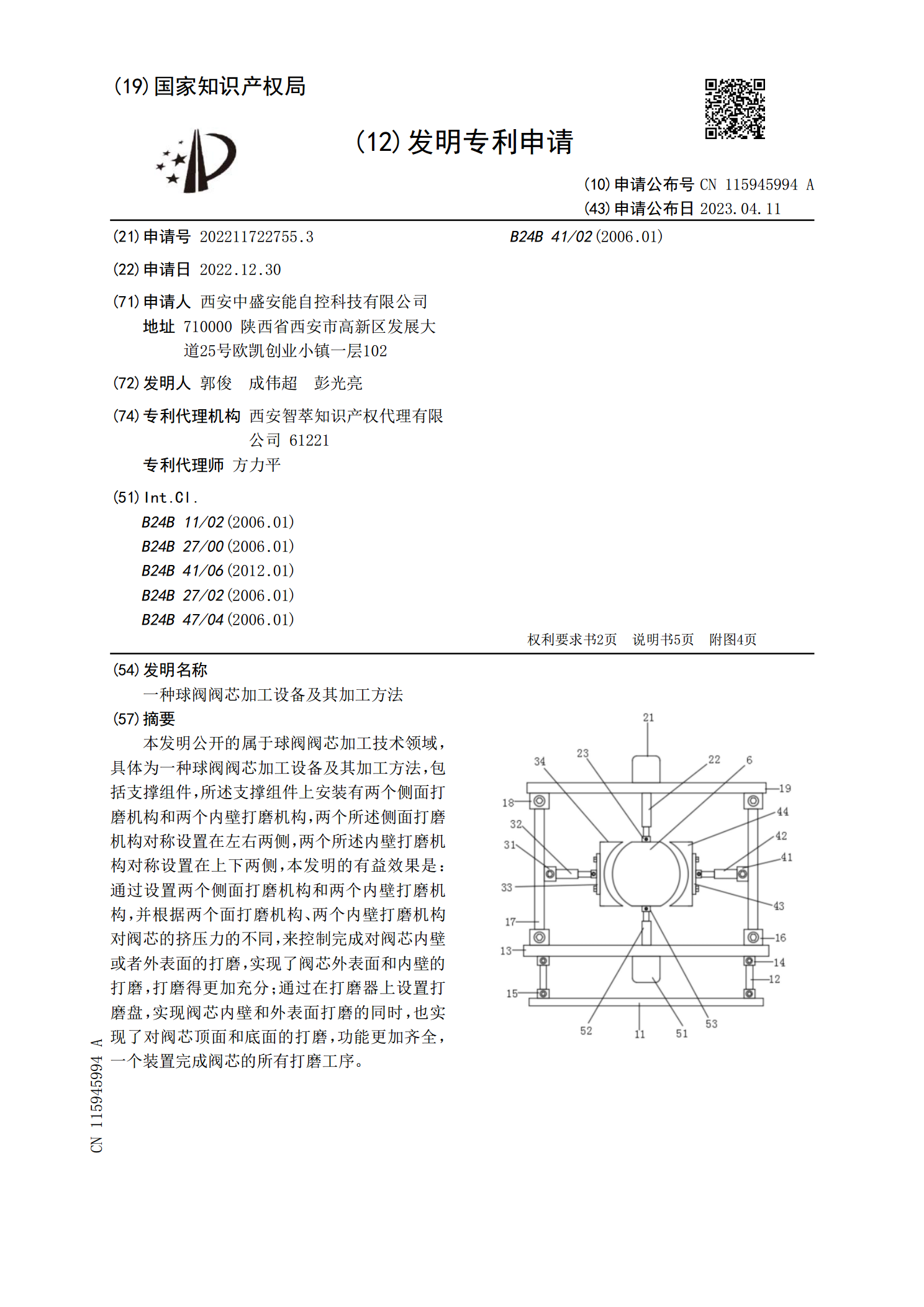
本发明公开的属于球阀阀芯加工技术领域,具体为一种球阀阀芯加工设备及其加工方法,包括支撑组件,所述支撑组件上安装有两个侧面打磨机构和两个内壁打磨机构,两个所述侧面打磨机构对称设置在左右两侧,两个所述内壁打磨机构对称设置在上下两侧,本发明的有益效果是:通过设置两个侧面打磨机构和两个内壁打磨机构,并根据两个面打磨机构、两个内壁打磨机构对阀芯的挤压力的不同,来控制完成对阀芯内壁或者外表面的打磨,实现了阀芯外表面和内壁的打磨,打磨得更加充分;通过在打磨器上设置打磨盘,实现阀芯内壁和外表面打磨的同时,也实现了对阀芯顶

一种卷笔刀芯体及其加工方法.pdf
本发明涉及一种卷笔刀芯体的加工方法,包括以下步骤:一、将卷笔刀芯体的刀体定位在型腔内:所述型腔设置有外壁以及与其导通的注塑孔,所述型腔还包括设有圆锥面的内壁,所述圆锥面的大直径端与所述外壁相连接,所述圆锥面的侧部设置有斜切面,将刀体的刃口与斜切面相贴并且刀体的刃口置于所述斜切面与所述圆锥面的两条相交线之间,并且刀体的宽度方向的两侧以及厚度方向的两侧均至少有部分与所述外壁之间留有间隙;二、对所述型腔进行注塑并成型;三、脱模得到卷笔刀芯体。本发明技术方案,制得的卷笔刀芯体具有无需装配、成品率更高、使用寿命更长