
一种自动排屑的深盲孔镗孔加工刀具及排屑方法.pdf

英瑞****写意


1/7

2/7

3/7

4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种自动排屑的深盲孔镗孔加工刀具及排屑方法.pdf
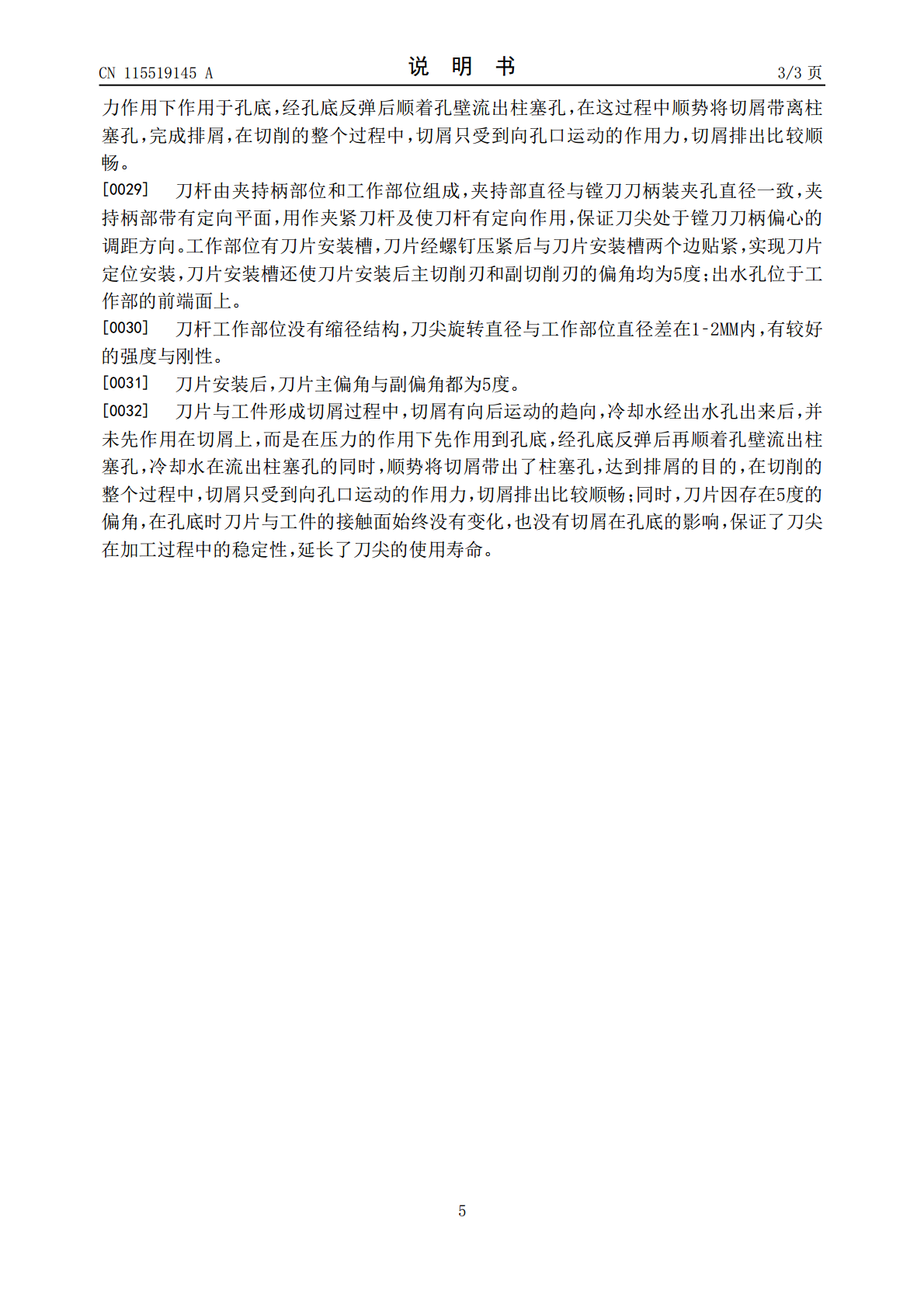
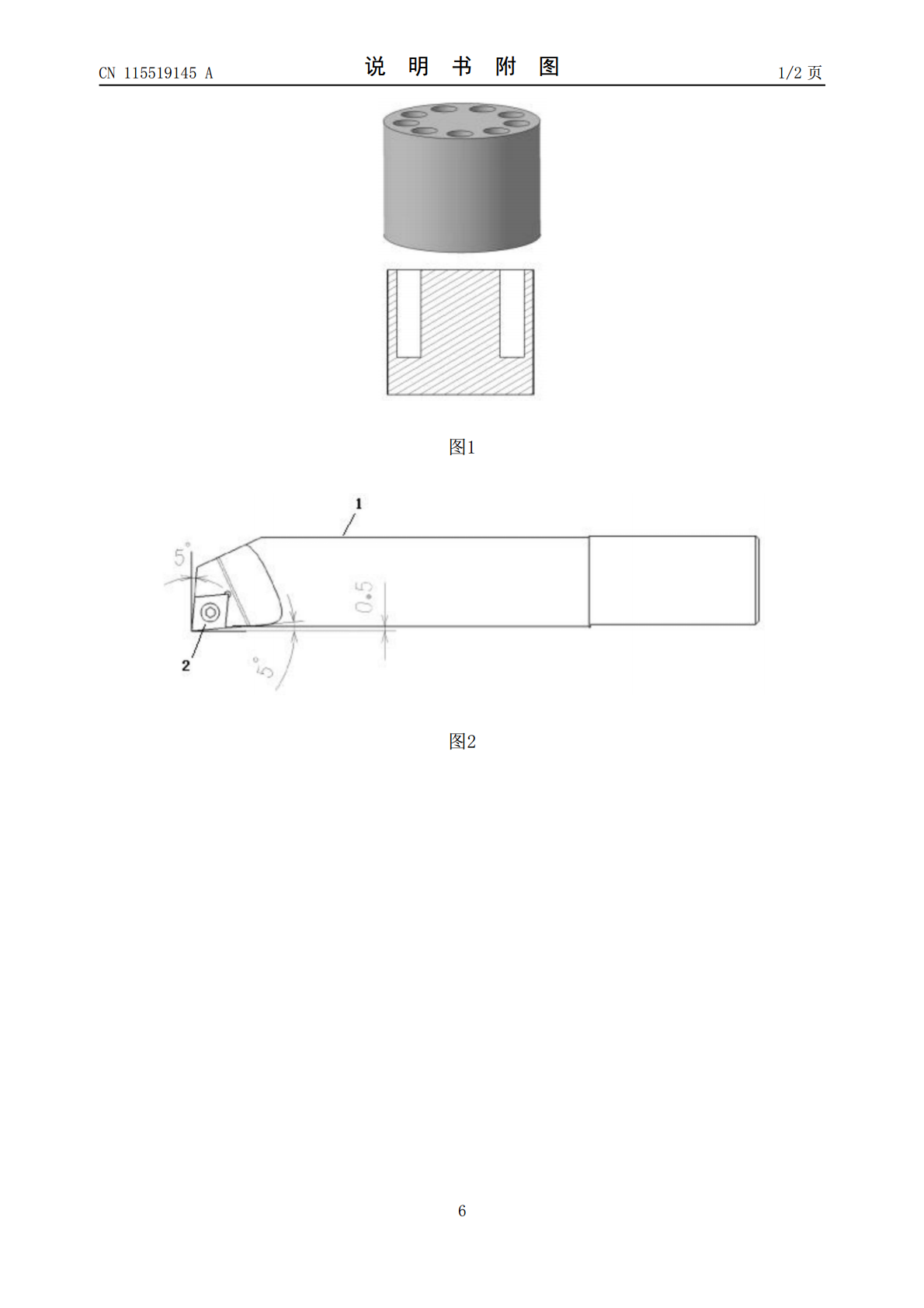
本发明公开了一种自动排屑的深盲孔镗孔加工刀具及排屑方法,加工刀具包括刀杆和刀片,所述刀杆包括工作部位和夹持柄部位;所述工作部位的前端设有刀片安装槽,刀片安装槽的侧面设有位于工作部位前端面的出水孔;所述刀片安装槽经螺钉连接有刀片。排屑方法,采用深盲孔镗孔加工刀具切削加工时,刀片在与工件切削过程中使切屑有向后运动的趋向;冷却水经出水孔流出,先在压力作用下作用于孔底,经孔底反弹后顺着孔壁流出柱塞孔,在这过程中顺势将切屑带离柱塞孔,完成排屑,在切削的整个过程中,切屑只受到向孔口运动的作用力,切屑排出比较顺畅。本发
深盲孔排屑吹管.pdf
本发明公开了一种深盲孔排屑吹管,它包括排尘管和设在排尘管管内的通气管;所述的通气管一端在排尘管的中部伸出排尘管管体外,另一端延伸出排尘管管口;排尘过程中,粉尘由于反压气流的作用从排尘管排出,不会四溅伤人,确保了安全生产。
轮圈车削加工的自动排屑装置及自动排屑方法.pdf
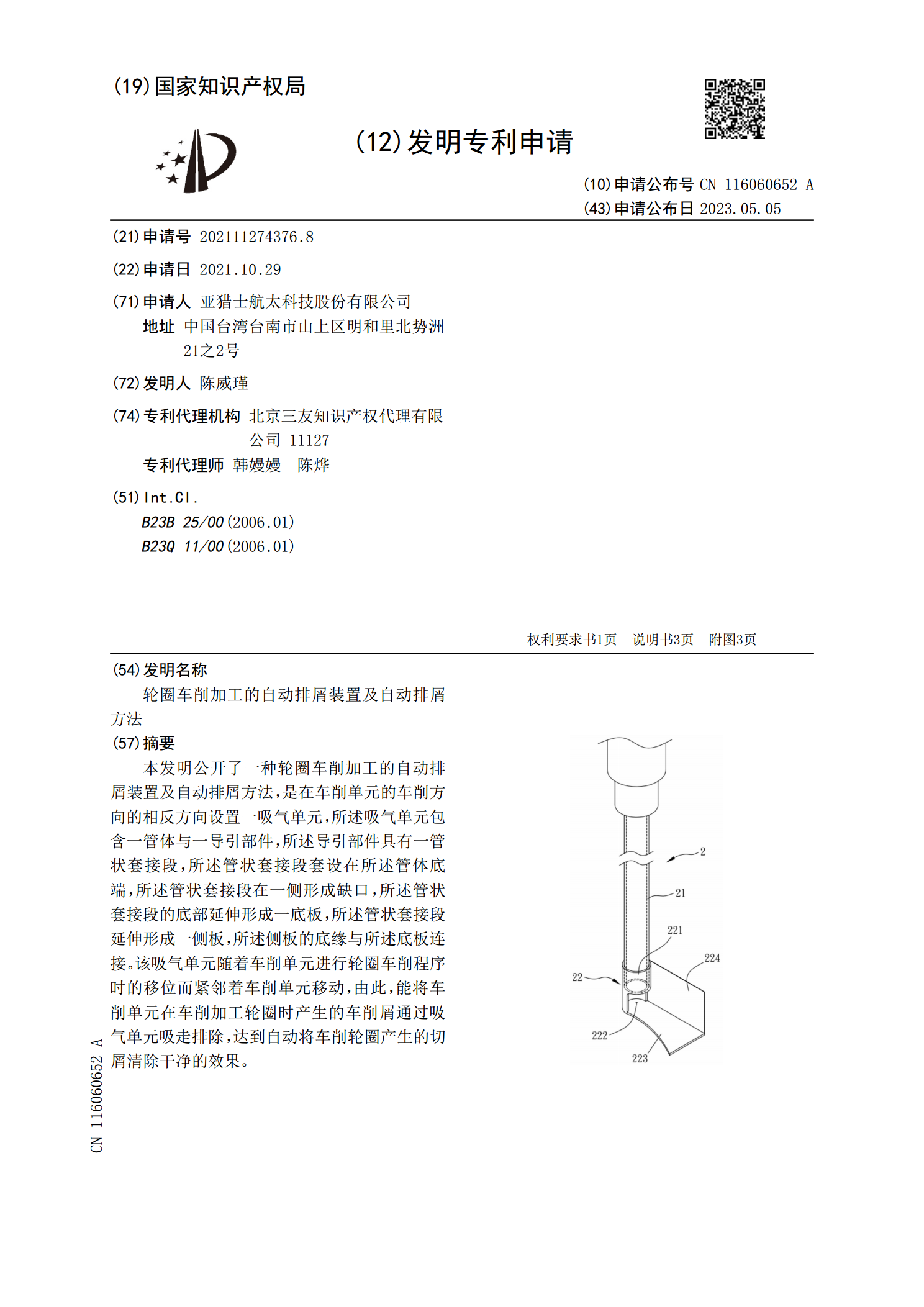
本发明公开了一种轮圈车削加工的自动排屑装置及自动排屑方法,是在车削单元的车削方向的相反方向设置一吸气单元,所述吸气单元包含一管体与一导引部件,所述导引部件具有一管状套接段,所述管状套接段套设在所述管体底端,所述管状套接段在一侧形成缺口,所述管状套接段的底部延伸形成一底板,所述管状套接段延伸形成一侧板,所述侧板的底缘与所述底板连接。该吸气单元随着车削单元进行轮圈车削程序时的移位而紧邻着车削单元移动,由此,能将车削单元在车削加工轮圈时产生的车削屑通过吸气单元吸走排除,达到自动将车削轮圈产生的切屑清除干净的效果

BTA深孔加工系统刀具磨损与排屑状态监测技术研究.docx
BTA深孔加工系统刀具磨损与排屑状态监测技术研究BTA深孔加工系统刀具磨损与排屑状态监测技术研究摘要:随着制造业的不断发展,对BTA深孔加工系统的刀具磨损与排屑状态的监测技术要求也越来越高。本文通过调研和实验研究,对BTA深孔加工系统的刀具磨损与排屑状态监测技术进行了探索和研究。在研究中,我们采用了多种监测手段和方法,包括振动监测、声学信号监测、显微镜观察等。通过对实验数据的分析和对比,得出了一些有关刀具磨损与排屑状态的监测技术的结论。本研究对于提高BTA深孔加工系统的刀具使用寿命和加工效率具有一定的指导

自动排屑方法.docx
自动排屑方法自动排屑方法摘要:随着计算机技术的快速发展,自动化技术在各个领域都得到了广泛应用。自动排屑是一种在工业生产中常见的自动化处理过程,其目的是从原料中将杂质或废料排除出去,保证生产过程的稳定性和产品的质量。本文将介绍自动排屑的概念、现状以及各种常见的自动排屑方法。一、引言随着现代工业的高速发展,自动化技术不断进步,自动排屑作为其中重要的一环,被广泛应用于各个工业领域。自动排屑的核心目的是减少人工操作,将生产过程中的杂质或废料自动排除,提高生产效率和产品质量。二、自动排屑的概念自动排屑是指利用自动化