
拉铆螺母的成型方法、中间件、成型装置及拉铆螺母.pdf

一只****呀淑


1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
拉铆螺母的成型方法、中间件、成型装置及拉铆螺母.pdf
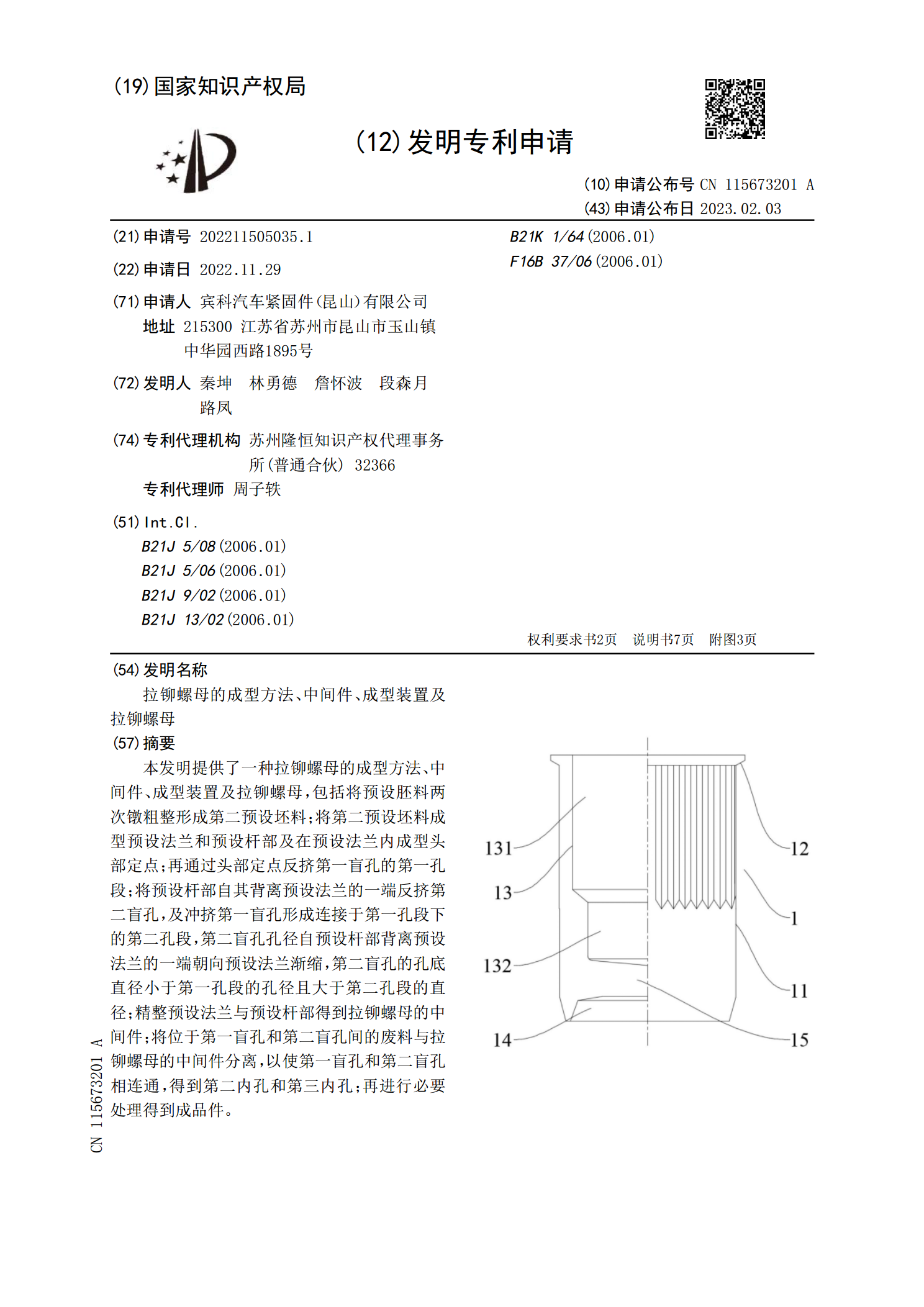
本发明提供了一种拉铆螺母的成型方法、中间件、成型装置及拉铆螺母,包括将预设胚料两次镦粗整形成第二预设坯料;将第二预设坯料成型预设法兰和预设杆部及在预设法兰内成型头部定点;再通过头部定点反挤第一盲孔的第一孔段;将预设杆部自其背离预设法兰的一端反挤第二盲孔,及冲挤第一盲孔形成连接于第一孔段下的第二孔段,第二盲孔孔径自预设杆部背离预设法兰的一端朝向预设法兰渐缩,第二盲孔的孔底直径小于第一孔段的孔径且大于第二孔段的直径;精整预设法兰与预设杆部得到拉铆螺母的中间件;将位于第一盲孔和第二盲孔间的废料与拉铆螺母的中间件

拉铆螺母技术要求.doc
DKBA0.480.1381构造外购件技术规定DKBA0.480.1381REV.C拉铆螺母技术规定重要起草人:许志敏审核人:周伟会签人:张斌、汪海清、徐艳丽原则化审核人:洪霓玉批准人:钟荣华10月20日发布10月20日实行华为技术有限公司HuaweiTechnologiesCo.,Ltd.版权所有侵权必究Allrightsreserved修订记录发布日期版本号更改阐明重要起草人重要评审专家-8-30A新发布黄俊鹏陈毅章、欧阳华、王文华、宋立群、马丁巳、张明灿-4-30B1、优化拉铆螺母尺寸。2、M12增
拉铆螺母技术要求.doc
DKBA0.480.1381结构外购件技术规定DKBA0.480.1381REV.C拉铆螺母技术规定重要起草人:许志敏审核人:周伟会签人:张斌、汪海清、徐艳丽标准化审核人:洪霓玉批准人:钟荣华2023年10月20日发布2023年10月20日实行华为技术有限公司HuaweiTechnologiesCo.,Ltd.版权所有侵权必究Allrightsreserved修订记录发布日期版本号更改说明重要起草人重要评审专家2023-8-30A新发布黄俊鹏陈毅章、欧阳华、王文华、宋立群、马丁巳、张明灿2023-4-30

拉铆螺母技术要求样本.doc
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。DKBA0.480.1381结构外购件技术要求DKBA0.480.1381REV.C拉铆螺母技术要求主要起草人:许志敏审核人:周伟会签人:张斌、汪海清、徐艳丽标准化审核人:洪霓玉批准人:钟荣华10月20日发布10月20日实施华为技术有限公司HuaweiTechnologiesCo.,Ltd.版权所有侵权必究Allrightsreserved修订记录发布日期版本号更改说明主要起草人主要评审专家-8-30A新发布黄俊鹏陈毅章、欧阳华、王文华、宋立群

拉铆螺母替代焊接丝座(螺母)的应用分析.docx
拉铆螺母替代焊接丝座(螺母)的应用分析拉铆螺母作为新一代固定件,越来越受到工程师的青睐。事实上,在很多应用程序中,拉铆螺母已经取代了传统的焊接丝座和螺母。本文将分析拉铆螺母替代焊接丝座(螺母)的应用分析。关于拉铆螺母拉铆螺母是一种非常有用的固定件,可以将两个或更多件材料牢固地连接在一起。拉铆螺母的主要优点是它可以简化组装程序,提高生产率,同时还保持较高的连接强度。与焊接丝座和螺母这种传统固定件相比,拉铆螺母可以快速而准确地安装,不需要额外的加热或冷却步骤,并且可以在不损坏基材的情况下轻松拆卸。拉铆螺母的应