
数控五轴机床加工精度检测方法.pdf

宜欣****外呢

1/10

2/10

3/10

4/10

5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
数控五轴机床加工精度检测方法.pdf
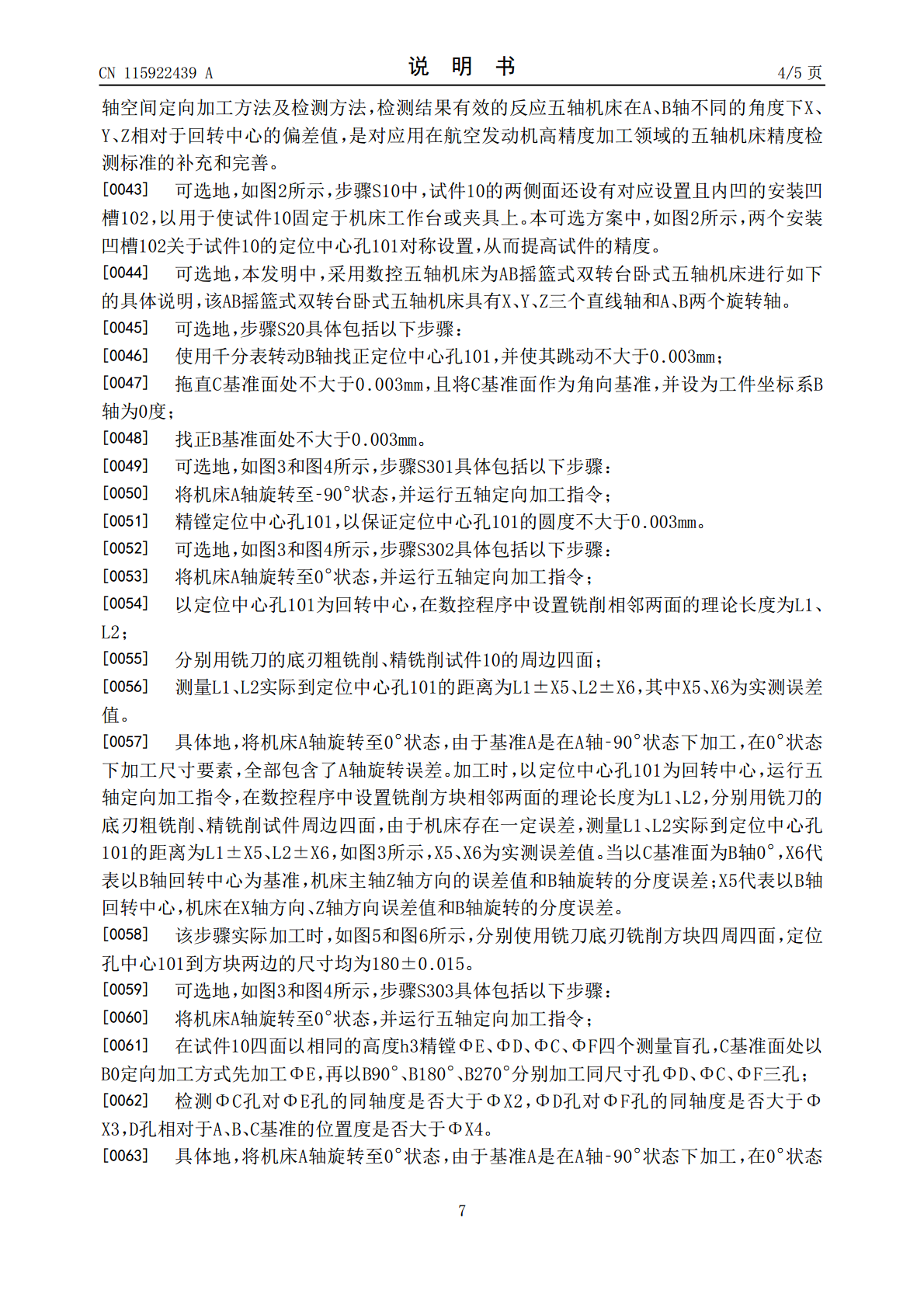
本发明公开了一种数控五轴机床加工精度检测方法,包括以下步骤:设计加工试件;设计试件的检测要素;设计试件主要的检测尺寸,包括:精镗定位中心孔,以使定位中心孔为其它检测要素的基准A孔;以同一刀具及相同的切削参数,依次铣削试件的四周四面;以同一刀具及相同的切削参数,镗削垂直四面的四个测量盲孔;采用与四周四面加工相同的刀具和切削参数加工试件的上端面;检测判断:加工完成后,按设计要求检测试件上的尺寸和位置要求是否满足要求。本发明的精度检测方法,能全面有效地检测出机床的五轴定向加工精度,有效解决了按现有数控五轴机床检

五轴数控机床的加工精度建模研究.pptx
五轴数控机床加工精度建模研究目录五轴数控机床概述五轴数控机床的定义五轴数控机床的特点五轴数控机床的应用加工精度建模研究加工精度建模的必要性加工精度建模的方法加工精度建模的流程五轴数控机床加工精度建模五轴数控机床加工精度的影响因素五轴数控机床加工精度的建模方法五轴数控机床加工精度的建模流程五轴数控机床加工精度模型的应用提高加工精度的策略优化加工过程的方案加工误差的预测与补偿五轴数控机床加工精度建模的展望加工精度建模技术的发展趋势五轴数控机床技术的未来发展提高五轴数控机床加工精度的挑战与机遇THANKYOU

五轴数控机床的加工精度建模研究.docx
五轴数控机床的加工精度建模研究五轴数控机床的加工精度建模研究摘要五轴数控机床是一种高精度加工设备,广泛应用于航空、汽车、医疗器械等领域。为了提高加工精度,本文针对五轴数控机床进行了加工精度建模研究。首先,分析了五轴数控机床的结构和工作原理。然后,对五轴数控机床的加工误差源进行了分析和归纳。接着,提出了一种基于多体动力学的加工精度建模方法,并进行了数值仿真实验。最后,对实验结果进行了分析和讨论,并提出了进一步改进的建议。关键词:五轴数控机床;加工精度;误差源;多体动力学;数值仿真1.引言五轴数控机床是一种能

五轴数控机床的加工精度建模研究.docx
五轴数控机床的加工精度建模研究随着现代工业的发展,五轴数控机床越来越多地应用于机械加工领域中。提高五轴数控机床的加工精度是制造业的一个重要课题。本文旨在对五轴数控机床的加工精度进行建模研究。一、五轴数控机床的加工精度五轴数控机床是指具有五轴联动加工功能的数控机床,它可以对复杂曲面零件进行精密加工,具有高加工效率,加工质量高等优点。因此,五轴数控机床得到了广泛的应用,如模具加工、航空制造、汽车零部件加工等领域。但是,五轴数控机床在加工过程中也存在加工精度问题,其中涉及到机床本身的结构、传动系统的精度、控制系

提高双转台五轴数控机床加工精度方法研究.docx
提高双转台五轴数控机床加工精度方法研究提高双转台五轴数控机床加工精度方法研究摘要:随着制造业的发展,五轴数控机床作为一种高精度加工设备,广泛应用于航空航天、汽车、模具、医疗器械等领域。然而,双转台五轴数控机床在实际加工过程中存在加工精度不稳定的问题,这严重影响了加工效率和产品质量。本文从几个方面研究双转台五轴数控机床加工精度的提高方法,包括结构设计、控制系统优化和工艺改进等。一、结构设计:1.提高机架刚性:加大整体结构件的尺寸,增强机架的刚性,减少机械振动对加工精度的影响。2.降低传动误差:采用更精密的传