
镦锻加工无接箍油管.pdf

一只****生物


1/5
2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
镦锻加工无接箍油管.pdf
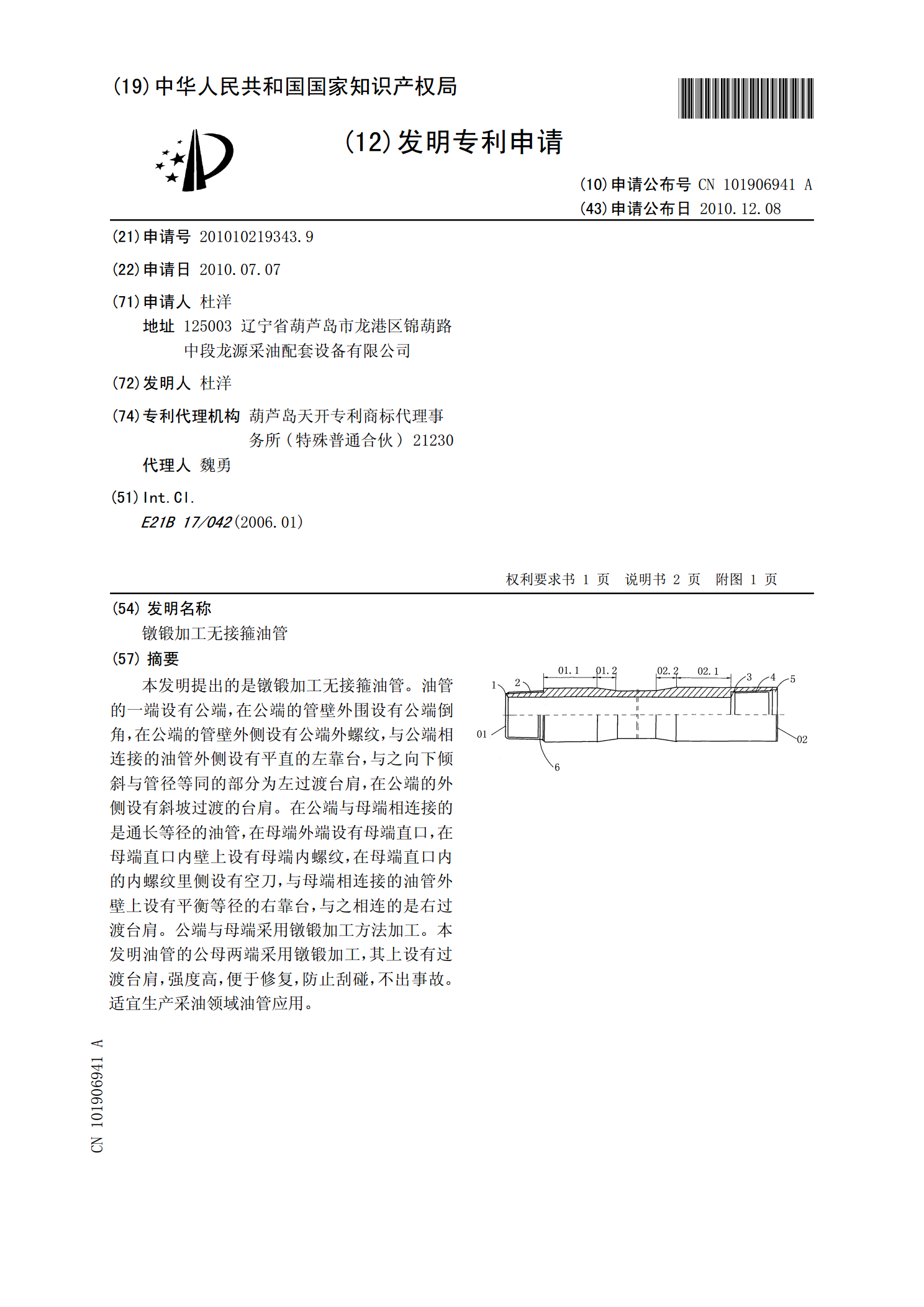
本发明提出的是镦锻加工无接箍油管。油管的一端设有公端,在公端的管壁外围设有公端倒角,在公端的管壁外侧设有公端外螺纹,与公端相连接的油管外侧设有平直的左靠台,与之向下倾斜与管径等同的部分为左过渡台肩,在公端的外侧设有斜坡过渡的台肩。在公端与母端相连接的是通长等径的油管,在母端外端设有母端直口,在母端直口内壁上设有母端内螺纹,在母端直口内的内螺纹里侧设有空刀,与母端相连接的油管外壁上设有平衡等径的右靠台,与之相连的是右过渡台肩。公端与母端采用镦锻加工方法加工。本发明油管的公母两端采用镦锻加工,其上设有过渡台肩

提高油管接箍螺纹加工质量的研究.docx
提高油管接箍螺纹加工质量的研究提高油管接箍螺纹加工质量的研究摘要:油管接箍广泛应用于石油化工、水处理等领域,对其螺纹加工质量要求较高。本文通过分析存在的问题,探讨了提高油管接箍螺纹加工质量的方法与途径。研究结果表明,加强工艺控制、优化工艺流程以及提高设备精度是提高油管接箍螺纹加工质量的关键。关键词:油管接箍;螺纹加工;加工质量;工艺控制;设备精度1.引言油管接箍是一种常用于连接油管和其他管道的管件,其螺纹加工质量直接影响着接箍的连接可靠性和使用寿命。因此,提高油管接箍螺纹加工质量具有重要的实际意义。2.存
真空油管接箍.pdf
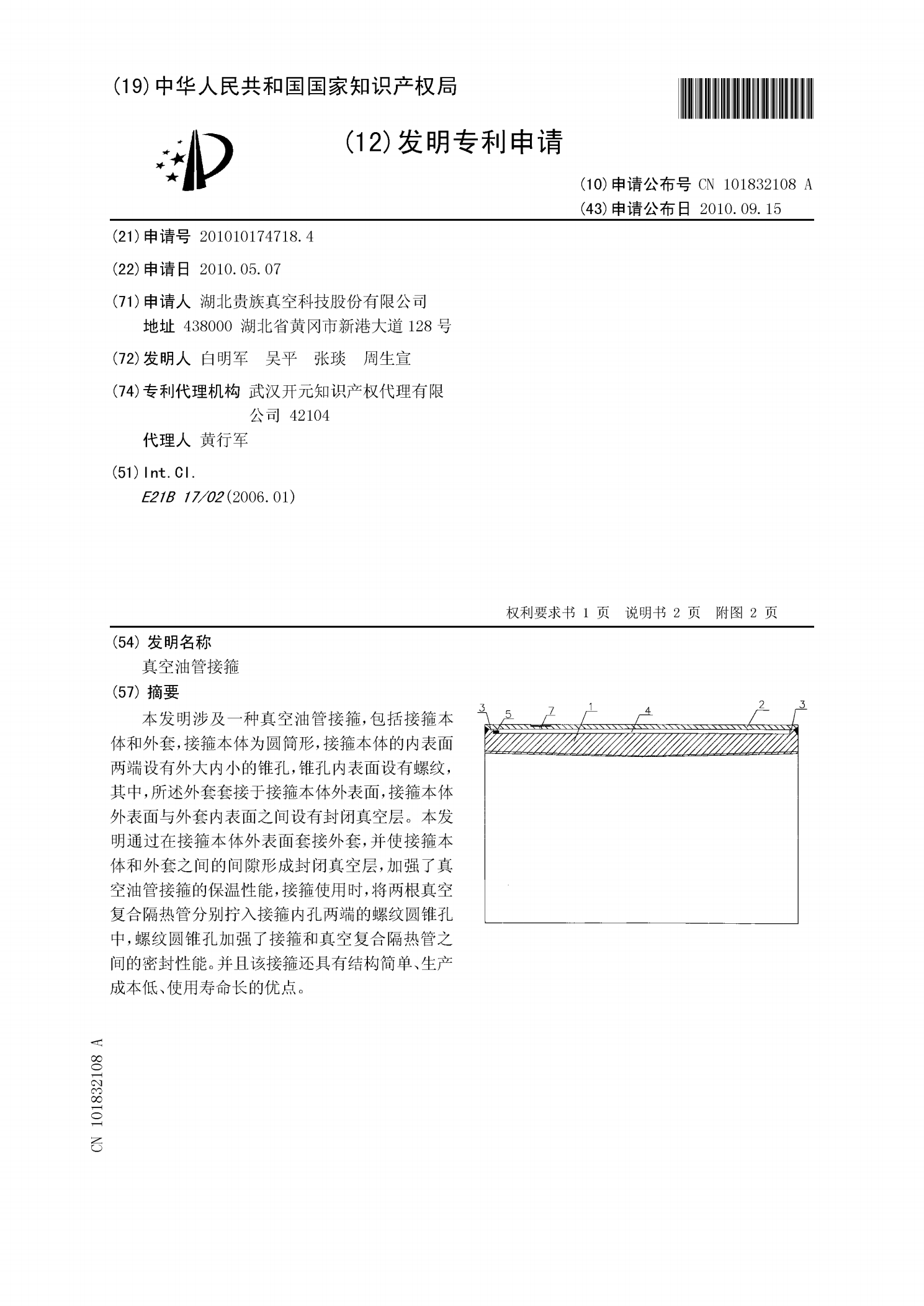
本发明涉及一种真空油管接箍,包括接箍本体和外套,接箍本体为圆筒形,接箍本体的内表面两端设有外大内小的锥孔,锥孔内表面设有螺纹,其中,所述外套套接于接箍本体外表面,接箍本体外表面与外套内表面之间设有封闭真空层。本发明通过在接箍本体外表面套接外套,并使接箍本体和外套之间的间隙形成封闭真空层,加强了真空油管接箍的保温性能,接箍使用时,将两根真空复合隔热管分别拧入接箍内孔两端的螺纹圆锥孔中,螺纹圆锥孔加强了接箍和真空复合隔热管之间的密封性能。并且该接箍还具有结构简单、生产成本低、使用寿命长的优点。
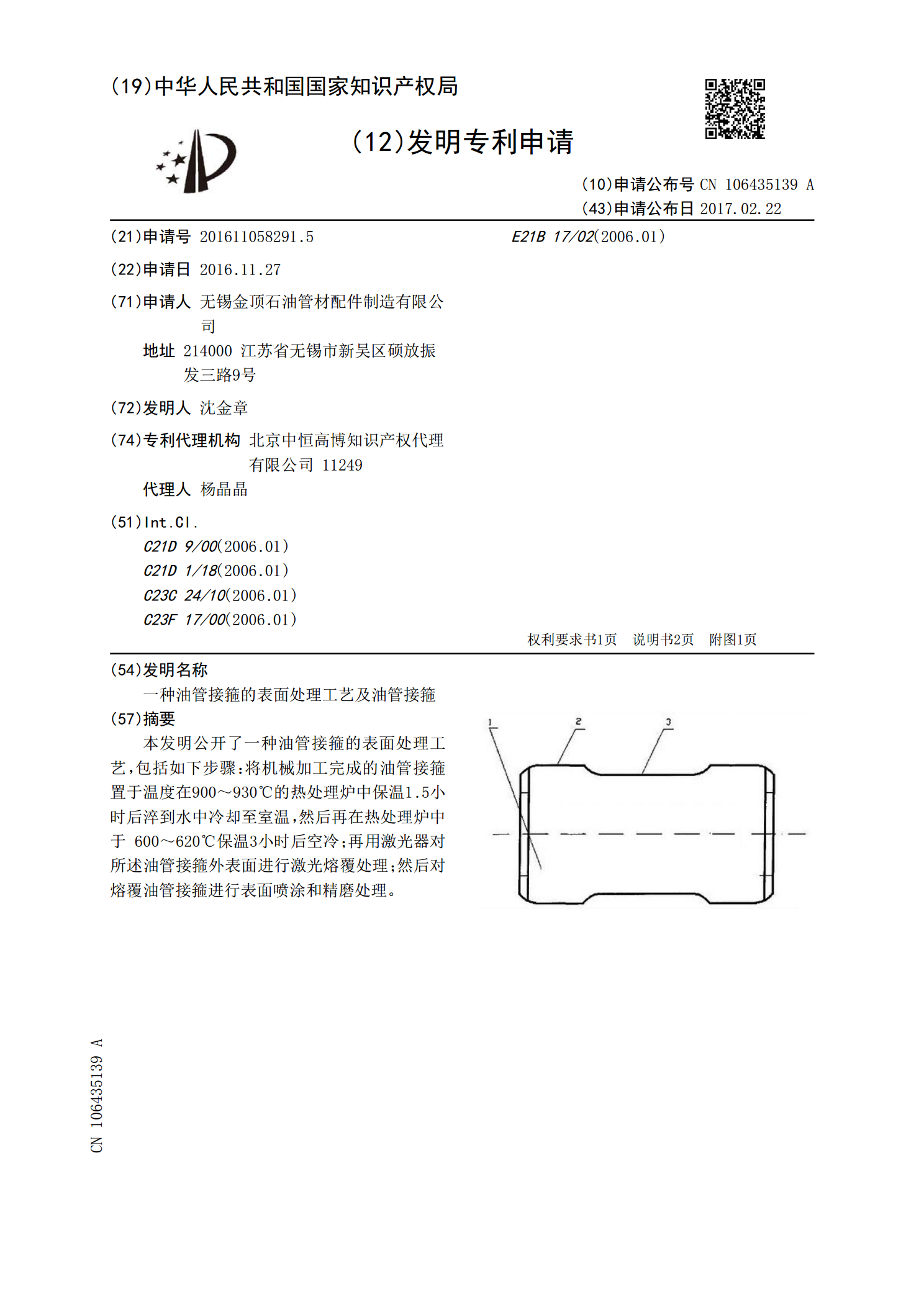
一种油管接箍的表面处理工艺及油管接箍.pdf
本发明公开了一种油管接箍的表面处理工艺,包括如下步骤:将机械加工完成的油管接箍置于温度在900~930℃的热处理炉中保温1.5小时后淬到水中冷却至室温,然后再在热处理炉中于600~620℃保温3小时后空冷;再用激光器对所述油管接箍外表面进行激光熔覆处理;然后对熔覆油管接箍进行表面喷涂和精磨处理。
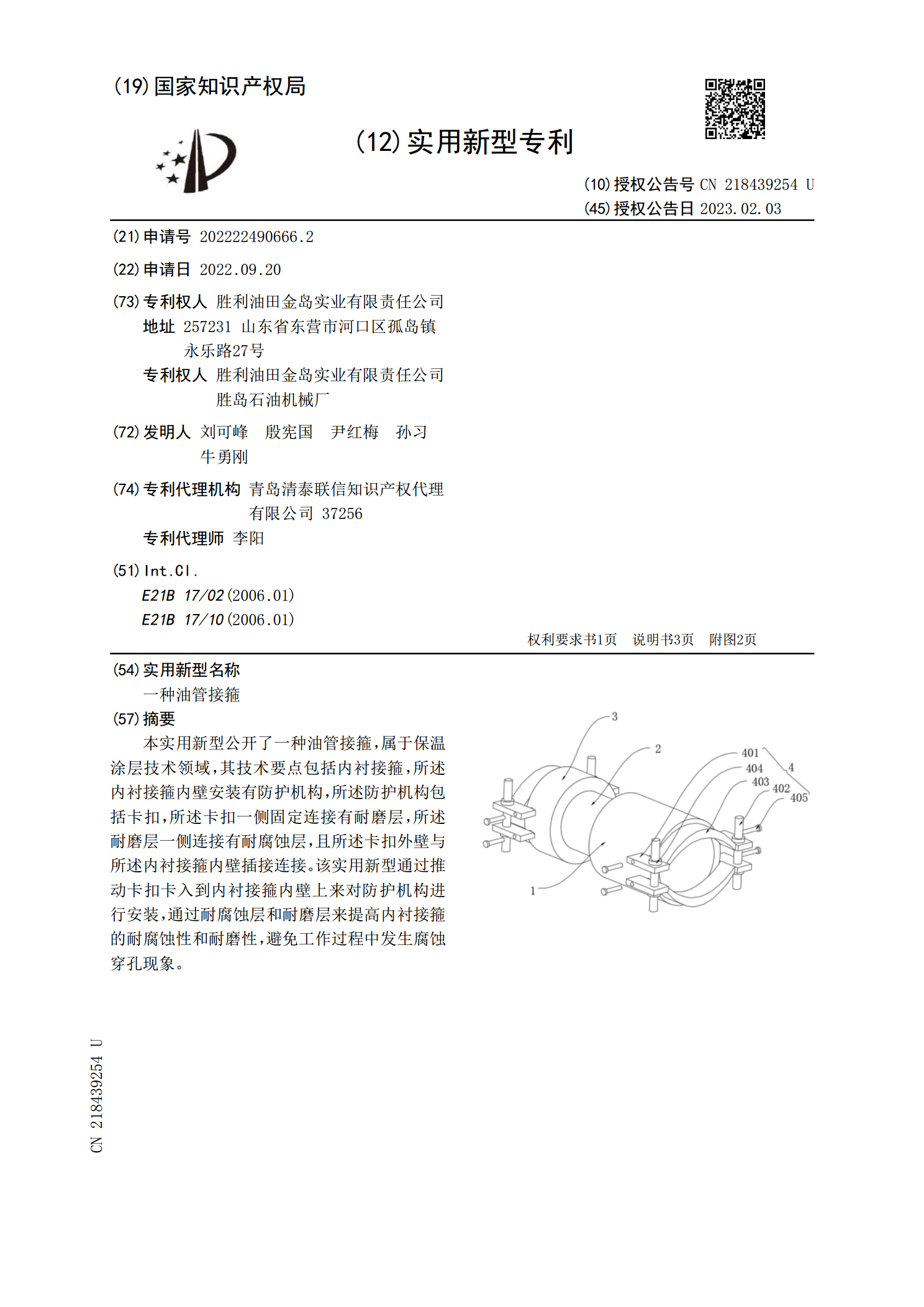
一种油管接箍.pdf
本实用新型公开了一种油管接箍,属于保温涂层技术领域,其技术要点包括内衬接箍,所述内衬接箍内壁安装有防护机构,所述防护机构包括卡扣,所述卡扣一侧固定连接有耐磨层,所述耐磨层一侧连接有耐腐蚀层,且所述卡扣外壁与所述内衬接箍内壁插接连接。该实用新型通过推动卡扣卡入到内衬接箍内壁上来对防护机构进行安装,通过耐腐蚀层和耐磨层来提高内衬接箍的耐腐蚀性和耐磨性,避免工作过程中发生腐蚀穿孔现象。