
轮胎模具铝花纹块的加工工艺.pdf

秀华****魔王


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轮胎模具铝花纹块的加工工艺.pdf
本发明涉及一种轮胎模具铝花纹块的加工工艺,包括精铸、粗车、分瓣、精铣上下面、精铣分瓣面、精车及修花步骤,本发明实现了以铸造件型腔为基准加工花纹块的外型尺寸,并以外型尺寸为精基准加工型腔内表面,这样把铸件的倾斜量缩减到最小,大大的减少了钳工的修花量,同时减少了花纹几何形状的改变。另外修花量减少的同时也减少了精铸内表面的破坏,杜绝了铸件皮下缩孔的产生,从而提高了花纹块的加工质量,提高了生产效率;解决了本领域技术人员一直渴望解决的铸造倾斜量大,修花量不稳定的技术难题。

轮胎模具铝花纹块加工的新工艺.docx
轮胎模具铝花纹块加工的新工艺随着人们对汽车性能、品质及外观的需求日益提高,轮胎模具铝花纹块的加工工艺也得到了越来越大的关注。为了保证轮胎的安全性能和驾乘舒适性,轮胎模具铝花纹块的制造工艺越来越精细。本文将介绍一种新的轮胎模具铝花纹块加工工艺。一、轮胎模具铝花纹块加工现状目前,轮胎模具铝花纹块加工主要采用的是铸造工艺和车削加工工艺。铸造工艺,一般分为砂芯铸造和金属型铸造两种。砂芯铸造是一种简单的工艺,但由于砂芯制造精度和质量的限制,生产出的轮胎模具铝花纹块的表面质量难以保证,且生产效率较低。金属型铸造工艺可
轮胎模具、花纹块及花纹块的加工工艺.pdf
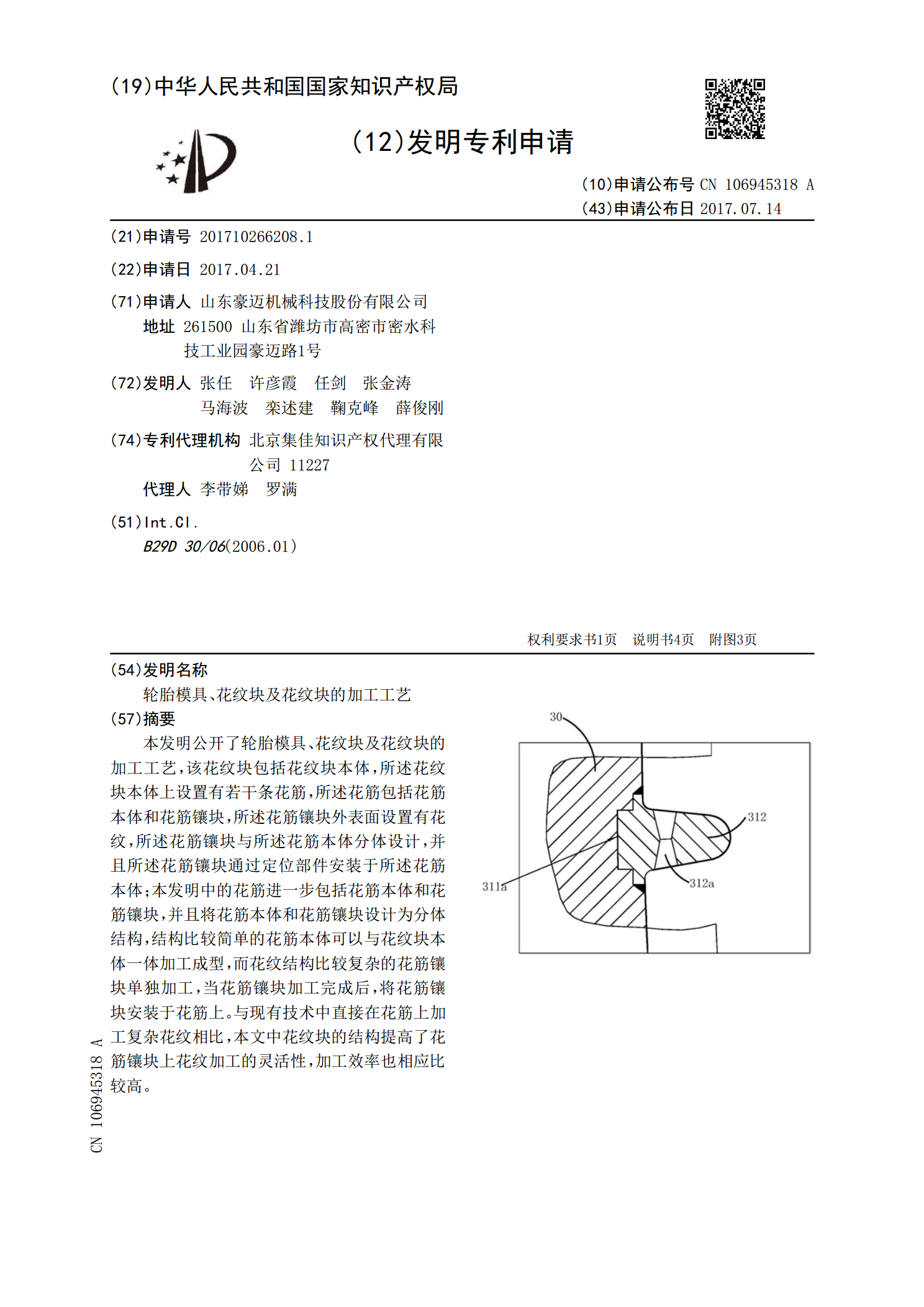
本发明公开了轮胎模具、花纹块及花纹块的加工工艺,该花纹块包括花纹块本体,所述花纹块本体上设置有若干条花筋,所述花筋包括花筋本体和花筋镶块,所述花筋镶块外表面设置有花纹,所述花筋镶块与所述花筋本体分体设计,并且所述花筋镶块通过定位部件安装于所述花筋本体;本发明中的花筋进一步包括花筋本体和花筋镶块,并且将花筋本体和花筋镶块设计为分体结构,结构比较简单的花筋本体可以与花纹块本体一体加工成型,而花纹结构比较复杂的花筋镶块单独加工,当花筋镶块加工完成后,将花筋镶块安装于花筋上。与现有技术中直接在花筋上加工复杂花纹相

复合花纹轮胎模具花纹圈加工工艺分析与优化.docx
复合花纹轮胎模具花纹圈加工工艺分析与优化论文题目:复合花纹轮胎模具花纹圈加工工艺分析与优化摘要:随着汽车工业的发展,轮胎作为汽车的重要组成部分,不仅对车辆的行驶性能有着重要影响,同时也对驾驶安全性起着重要作用。轮胎花纹的设计和加工工艺对轮胎的性能和寿命有着重要影响。本文针对复合花纹轮胎模具花纹圈加工工艺进行了分析与优化研究,旨在提高轮胎模具花纹圈加工工艺的效率和质量。关键词:复合花纹轮胎模具、花纹圈加工、工艺分析、工艺优化1.引言轮胎是汽车的重要组成部分,轮胎的花纹对车辆的行驶性能、制动性能、雨天驾驶的安

一种花纹块防护结构、花纹块、轮胎模具及其加工方法.pdf
本发明公开了一种花纹块防护结构、花纹块、轮胎模具及其加工方法,本发明通过在花纹块口径位置镶嵌部分钢板或钢块,增强口径强度,能够改善花纹块口径的抗挤压性能,并解决可能脱落的问题。同时,本发明能使钢板牢固和花纹块基体结合,提高模具的使用寿命,增强轮胎的外观,降低成本。