
一种镦锻式空心抽油杆的生产及再制造工艺.pdf

霞英****娘子


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种镦锻式空心抽油杆的生产及再制造工艺.pdf
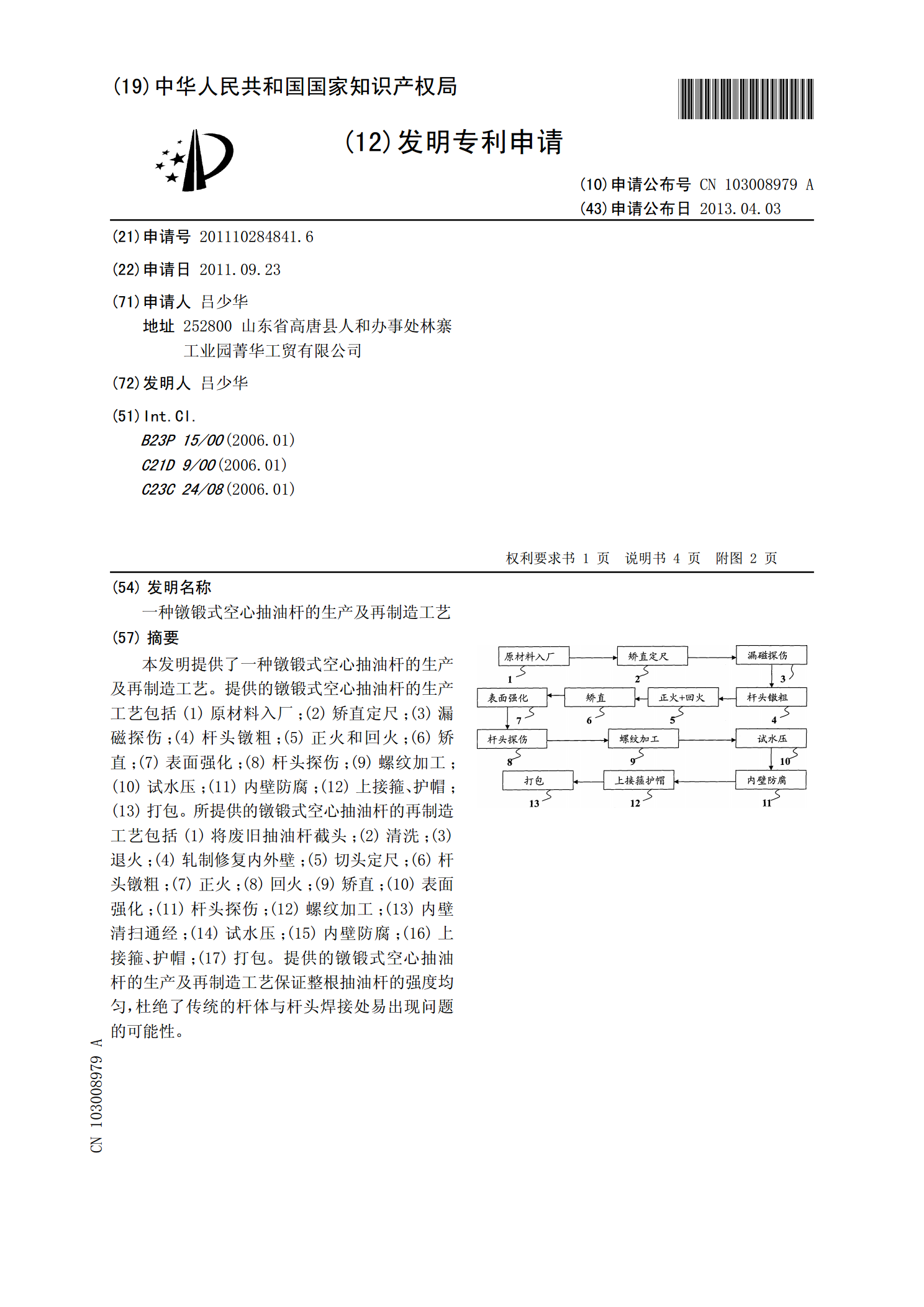
本发明提供了一种镦锻式空心抽油杆的生产及再制造工艺。提供的镦锻式空心抽油杆的生产工艺包括(1)原材料入厂;(2)矫直定尺;(3)漏磁探伤;(4)杆头镦粗;(5)正火和回火;(6)矫直;(7)表面强化;(8)杆头探伤;(9)螺纹加工;(10)试水压;(11)内壁防腐;(12)上接箍、护帽;(13)打包。所提供的镦锻式空心抽油杆的再制造工艺包括(1)将废旧抽油杆截头;(2)清洗;(3)退火;(4)轧制修复内外壁;(5)切头定尺;(6)杆头镦粗;(7)正火;(8)回火;(9)矫直;(10)表面强化;(11)杆头
一种空心抽油杆的生产方法及其再制造方法.pdf
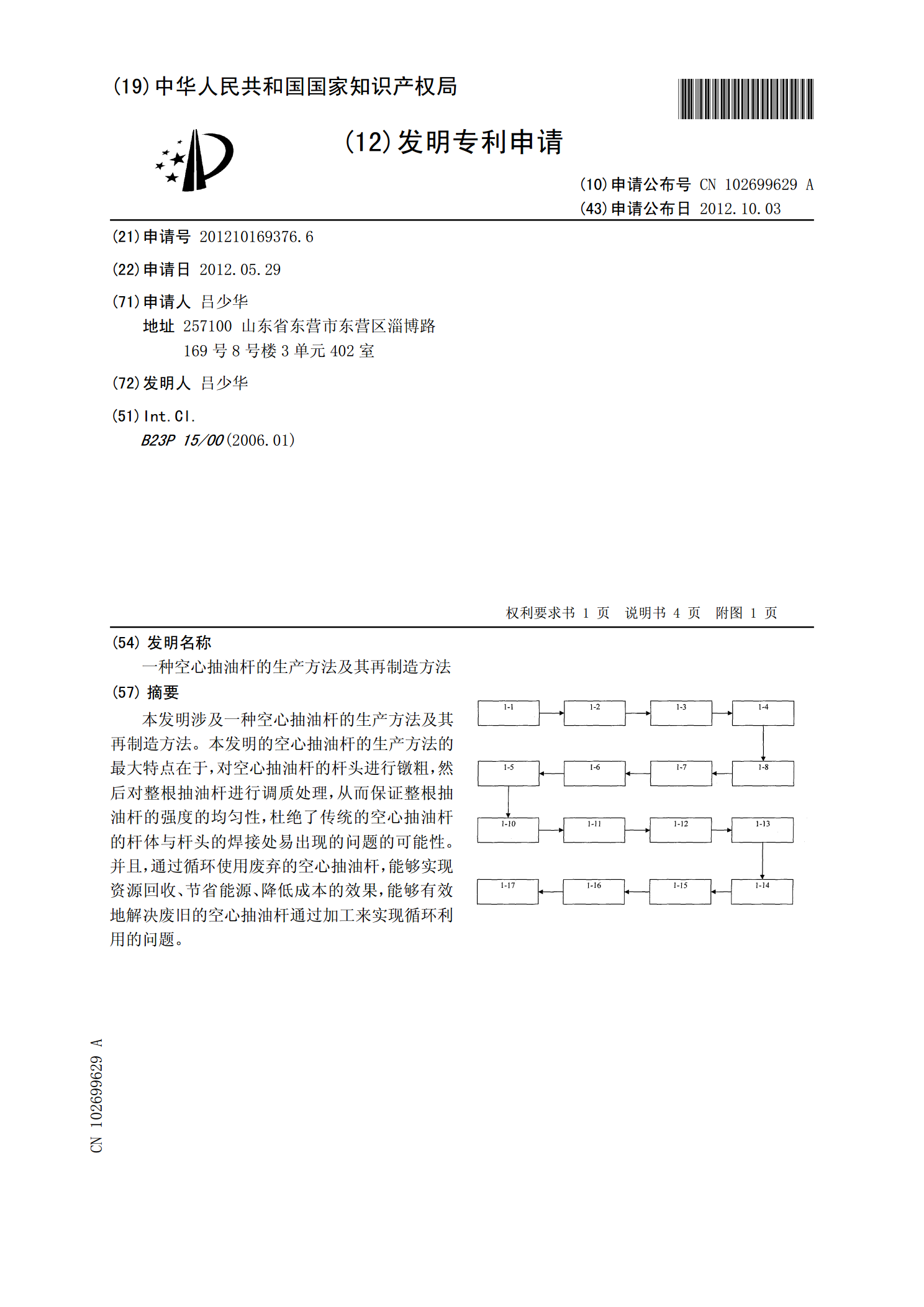
本发明涉及一种空心抽油杆的生产方法及其再制造方法。本发明的空心抽油杆的生产方法的最大特点在于,对空心抽油杆的杆头进行镦粗,然后对整根抽油杆进行调质处理,从而保证整根抽油杆的强度的均匀性,杜绝了传统的空心抽油杆的杆体与杆头的焊接处易出现的问题的可能性。并且,通过循环使用废弃的空心抽油杆,能够实现资源回收、节省能源、降低成本的效果,能够有效地解决废旧的空心抽油杆通过加工来实现循环利用的问题。
一种油管、抽油杆镦锻联动送料控制装置.pdf
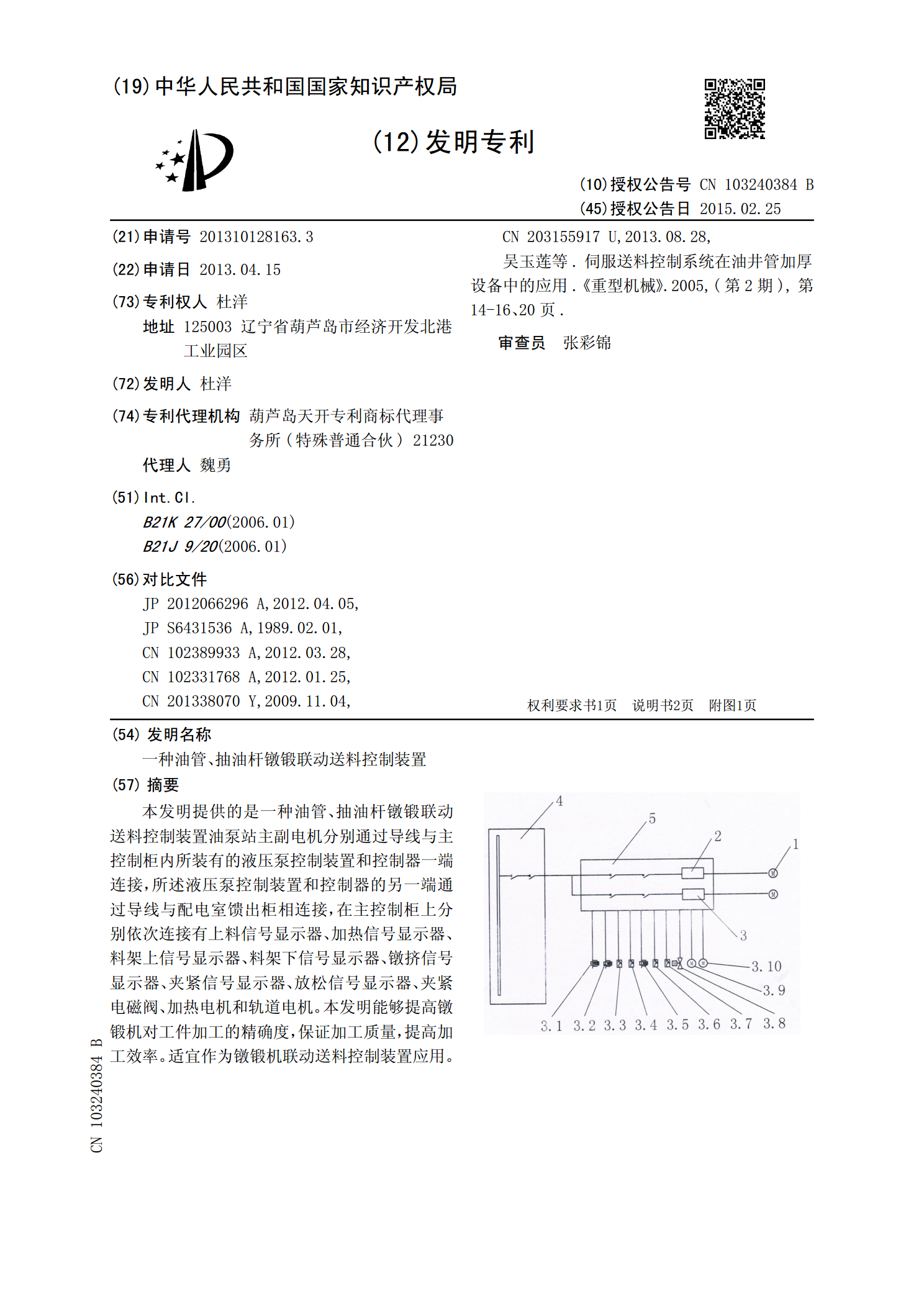
本发明提供的是一种油管、抽油杆镦锻联动送料控制装置。油泵站主副电机分别通过导线与主控制柜内所装有的液压泵控装置和控制器一端连接,并与配电室馈出柜相连接,在主控制柜上分别依次连接有上料信号显示器、加热信号显示器、料架上信号显示器、料架下信号显示器、镦挤信号显示器、加紧信号显示器、放送信号显示器、加紧电磁阀、加热电机、轨道电机。本发明能够提高镦锻机对工件加工的精确度,保证加工质量,提高加工效率。适宜作为镦锻机联动送料控制装置应用。

我国空心抽油杆的制造与应用.docx
我国空心抽油杆的制造与应用随着石油工业的不断发展,空心抽油杆作为其中的一种钻采工具,其制造与应用也得到了广泛的关注与应用。本文将介绍我国空心抽油杆的制造与应用情况,并简要分析其优点与缺点。一、我国空心抽油杆制造1.制造工艺空心抽油杆主要由管体、上、下卡爪、协调器件等组成,其制造主要分为以下几个工艺步骤:(1)钢管截取:通过切割机将钢管切割成一定的长度。(2)管体加工:在钢管端部加工卡爪的槽口和加工矩形或圆形通透孔。(3)上、下卡爪的制造:通过数控车床等设备将上、下卡爪的形状和槽口加工出来。(4)组装:将管

一种用于废旧抽油杆再制造的表面复合强化工艺.pdf
本发明公开了一种用于废旧抽油杆再制造的表面复合强化工艺,其包括如下步骤:选取适合再制造的废旧抽油杆下料;对热抽油杆进行中频感应加热,以融化其表面残留的油、蜡;清洗抽油杆;对抽油杆表面的螺纹进行修复;对抽油杆进行第一次调质热处理,使得抽油杆内形成回火索氏体组织;对抽油杆进行第二次调质热处理,使得抽油杆的表面形成一层高密度位错的板条马氏体组织;对抽油杆表面进行抛丸强化处理;对抽油杆进行表面涂漆并出货。与现有技术相比,本发明表面复合强化工艺能够实现废旧抽油杆的修复再制造,从而延长了的抽油杆的使用寿命,降低了生产