
手焊锡教育管理资料无铅焊锡.pptx

闪闪****魔王

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共53页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
手焊锡教育管理资料无铅焊锡.pptx
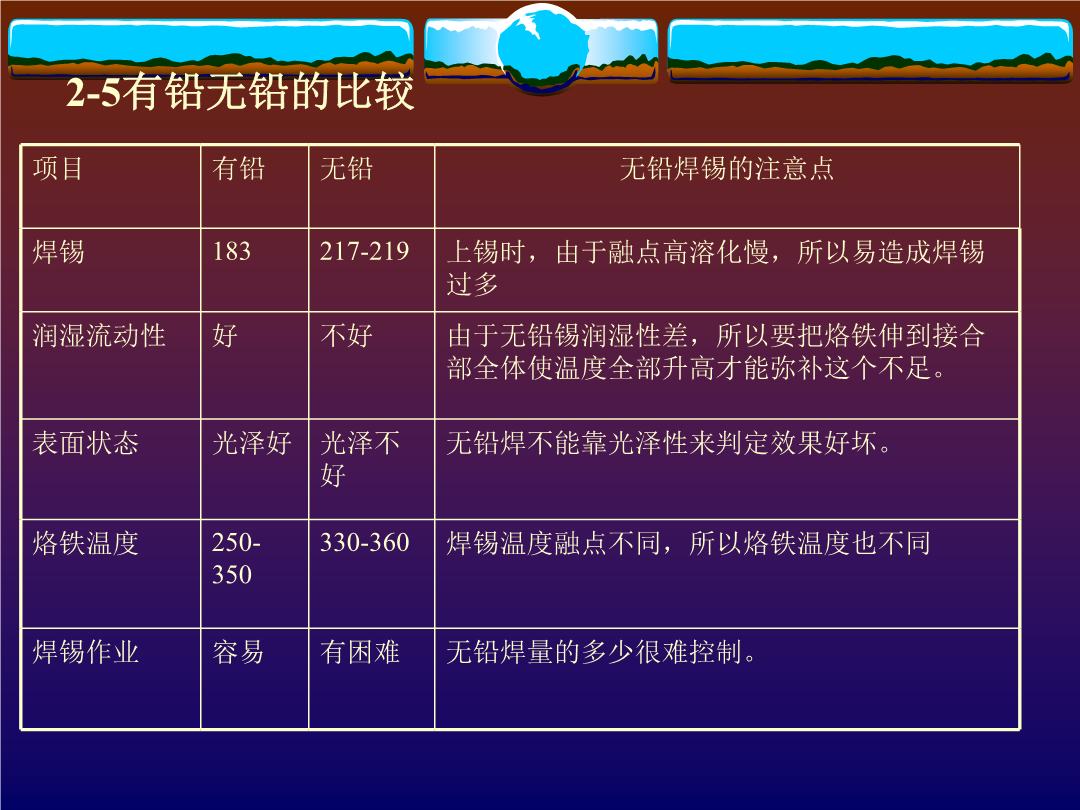
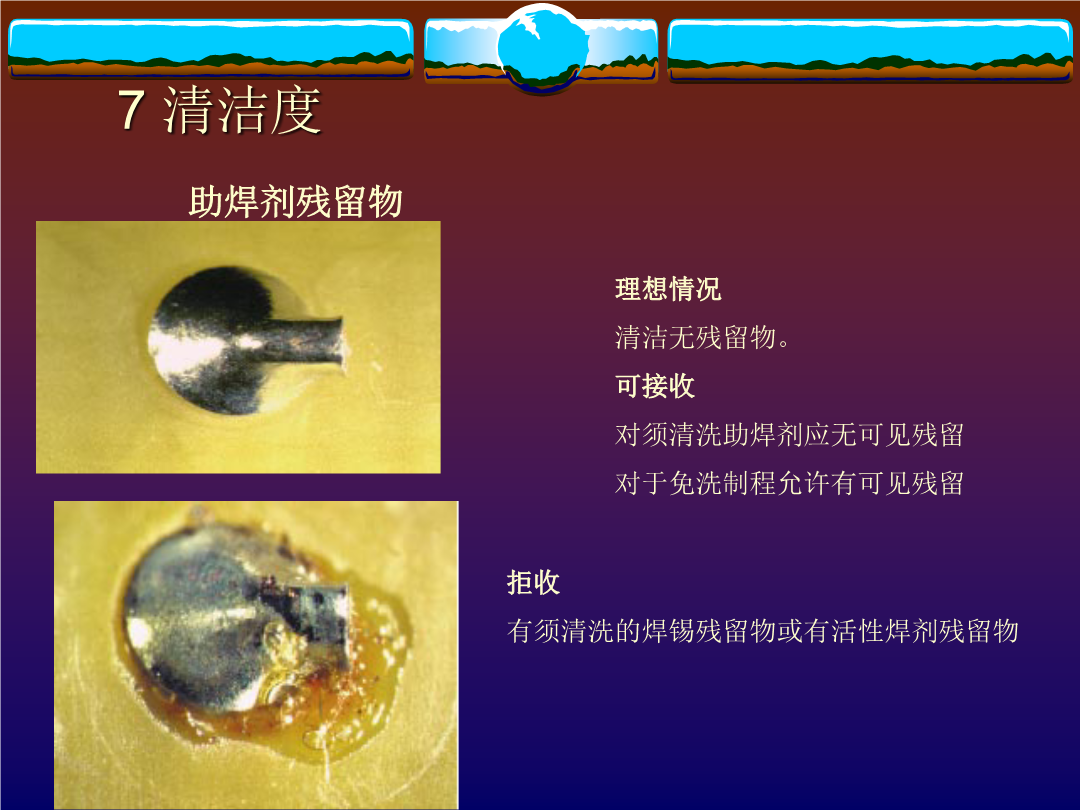
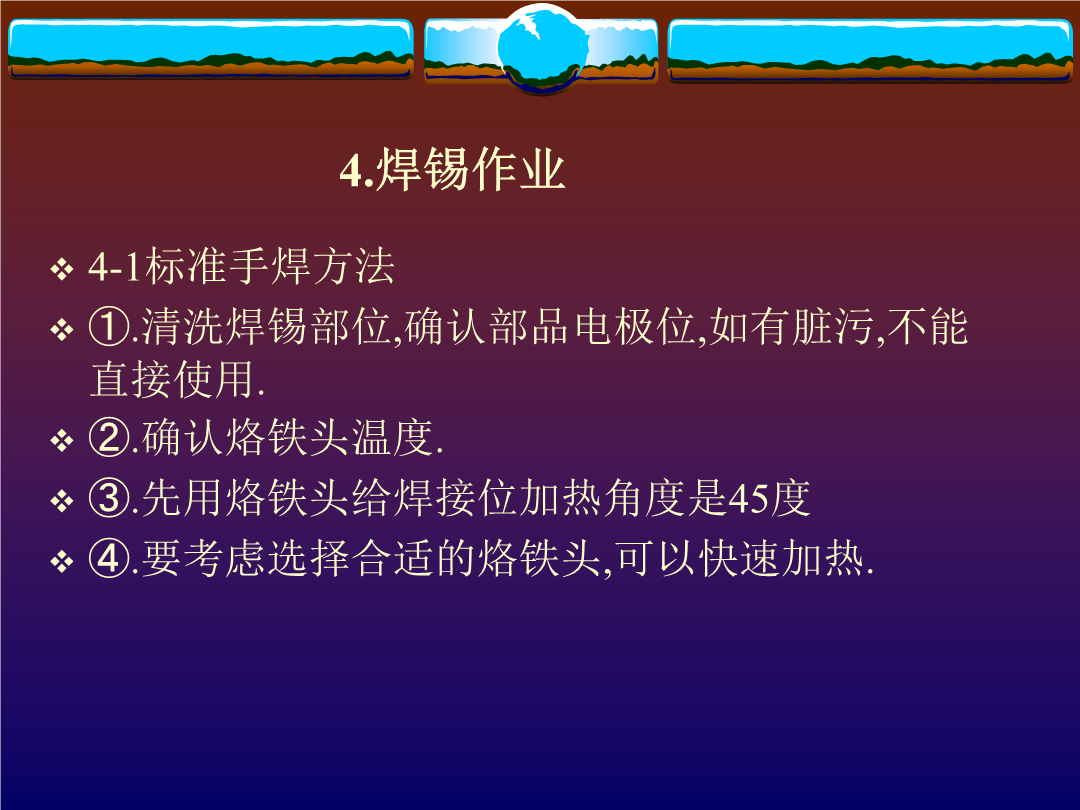
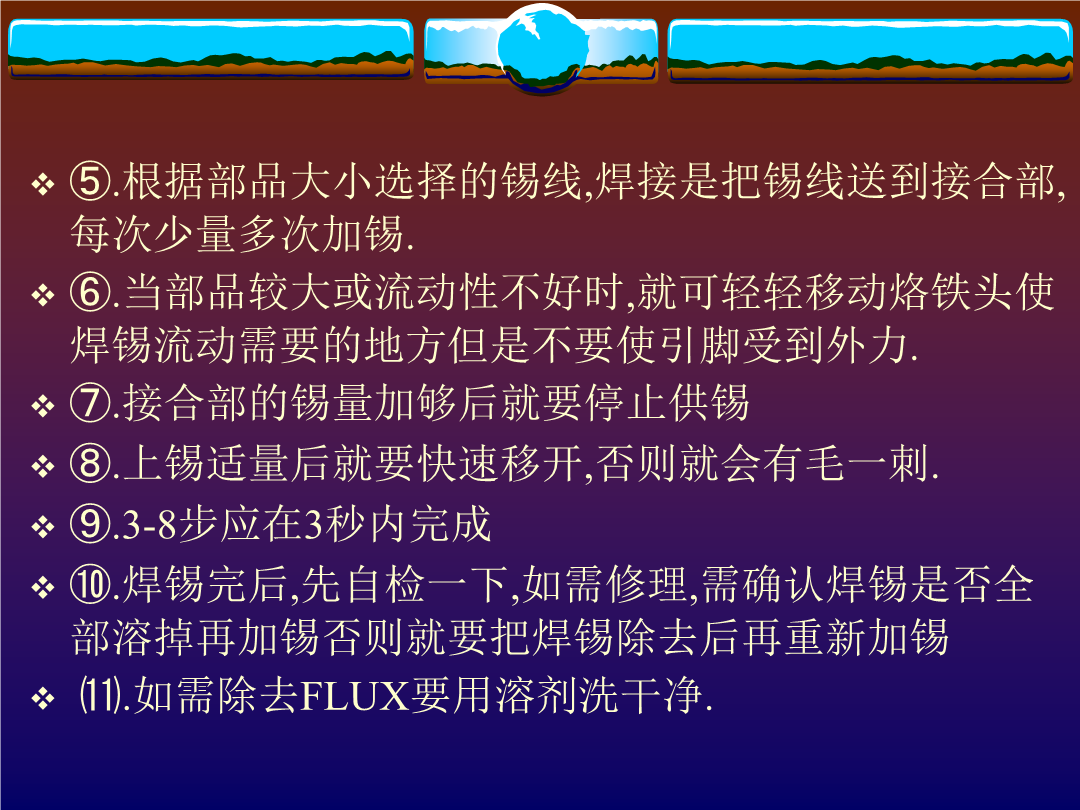
手焊锡教育资料1.焊锡的重要性:2.无铅焊锡的基础知识2-3无铅锡的成份无铅合金有SN-AG.为了改良融点.湿润性.采用SN-AG-CU.基本上是SN-96.5%AG-3.0%CU-0.5%.2-4无铅锡的特征由于没有有害物对人和环境都好.存在共晶点217摄氏度至220摄氏度间是半融状态.比有铅融点高40摄氏所以对部品的热冲击有压力融点变高有关融状态所以焊锡更困难.2-5有铅无铅的比较3.助焊剂的基础知识3-2FLUX成分助焊剂残留物4.焊锡作业⑤.根据部品大小选择的锡线焊接是把锡线送到接合部每次少量多次

无铅焊锡介绍1.doc
無鉛銲錫材料、需求與技術無鉛化的重要性飲水鉛污染水中的二氧化碳,與鉛反應生成碳酸鉛,會與骨骼中的鈣發生置換反應人體鉛允許量男性血鉛濃度每100毫升不能超過40微克女性不能超過30微克小孩不能超過10微克無鉛化的重要性鉛進入人體的途徑:食物、飲料(包括飲水)及空氣三種方式。鉛在人體的新陳代謝:鉛會被氧化成二價鉛離子,它會取代人體中的鈣離子與鋅離子,造成極大的傷害。鉛的排泄很緩慢,主要是經由腎臟代謝長期堆積在體內就會產生鉛中毒無鉛化的重要性古羅馬帝國滅亡原因之一:大量使用鉛容器,飲食遭鉛污染,導致貧血及神經系

无铅焊锡丝承认书.doc
深圳市华创精工科技发文部门:工程部制定日期:2011-08-11版本编号:2011-08-11承认书客户名称产品名称客户确认/签章承认书编号日期深圳市华创精工科技有限公司拟制审核批准公司名称:深圳市华创精工科技有限公司地址:广东省深圳市宝安区西乡宝源工业区网址:www.hcsolder.com电话:0755-81486689传真:0755-29036183深圳市华创精工科技发文部门:工程部制定日期:2011-08-11版本编号:2011-08-11目录栏序号项目页码适用范围…………………………………………
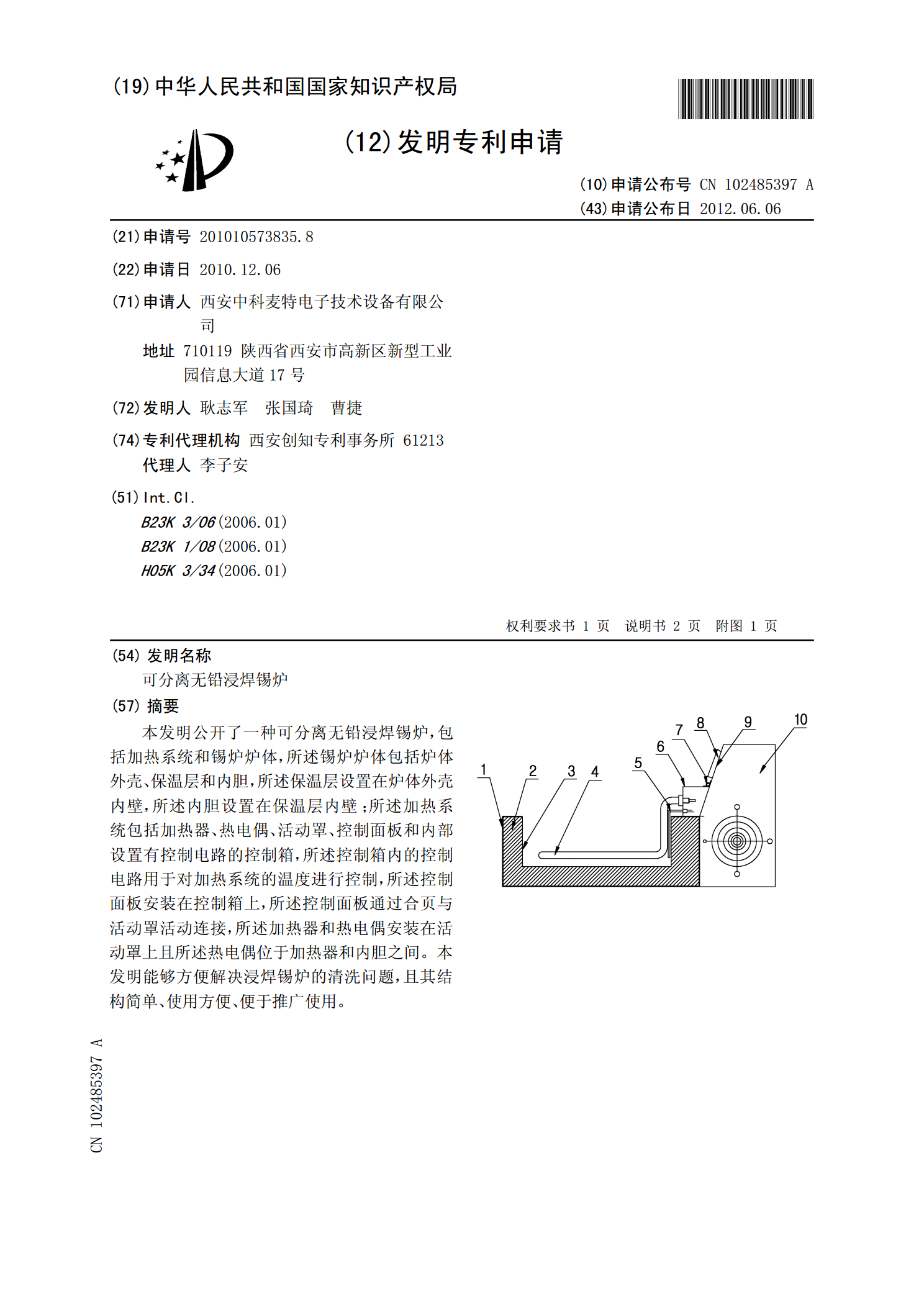
可分离无铅浸焊锡炉.pdf
本发明公开了一种可分离无铅浸焊锡炉,包括加热系统和锡炉炉体,所述锡炉炉体包括炉体外壳、保温层和内胆,所述保温层设置在炉体外壳内壁,所述内胆设置在保温层内壁;所述加热系统包括加热器、热电偶、活动罩、控制面板和内部设置有控制电路的控制箱,所述控制箱内的控制电路用于对加热系统的温度进行控制,所述控制面板安装在控制箱上,所述控制面板通过合页与活动罩活动连接,所述加热器和热电偶安装在活动罩上且所述热电偶位于加热器和内胆之间。本发明能够方便解决浸焊锡炉的清洗问题,且其结构简单、使用方便、便于推广使用。

无铅手工焊锡培训考试A试题(答案).doc
无铅手工焊锡培训考试试题(答案)(考核标准:本试题满分100分,考试80分以上为合格,由品管部进行闭卷考核。)部门:姓名:工号:分数:选择填空题(每题5分,共25分)1.有关烙铁的名称及烙铁咀的选定:4.2.1.3.清洁海棉手柄固定架固定底座控制线调节按钮太小标准电源开关显示屛太大校正微调手柄7.6.5.1:i2:d3:m4:b5:g6:f7:k2、有关安全上的注意事项:a)电烙铁不得放置在D旁边。b)对于焊锡膏冒出的烟、焊剂的蒸气等应考虑E。c)焊锡作业者在吃饭,吸烟之前,应该A洗手。A、务必B、尽量C