
TS五大核心工具培训PPT讲义.ppt

ni****24


1/10

2/10
3/10
4/10
5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共112页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

TS五大核心工具培训PPT讲义.ppt
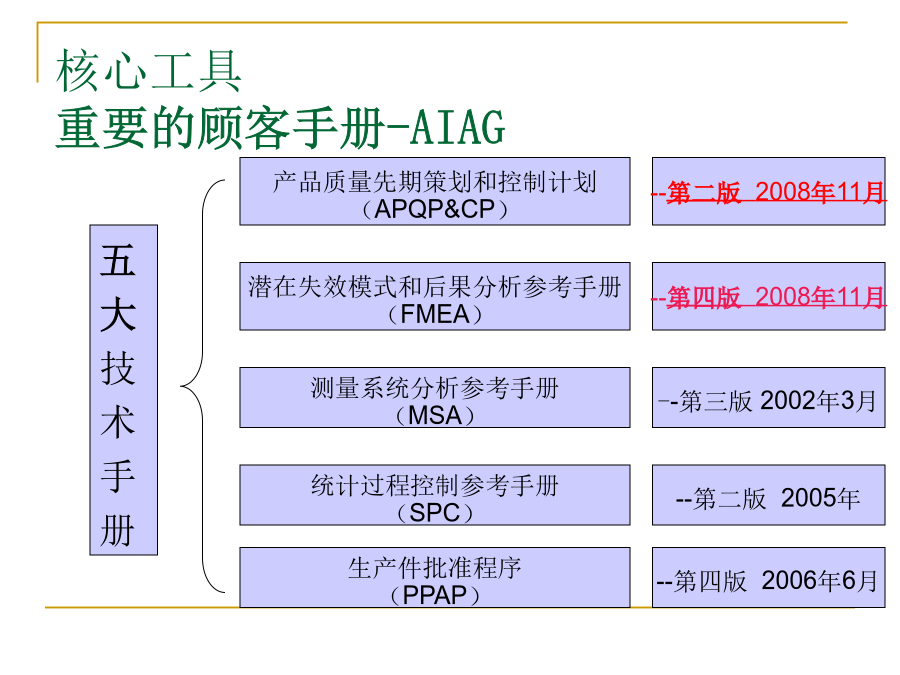
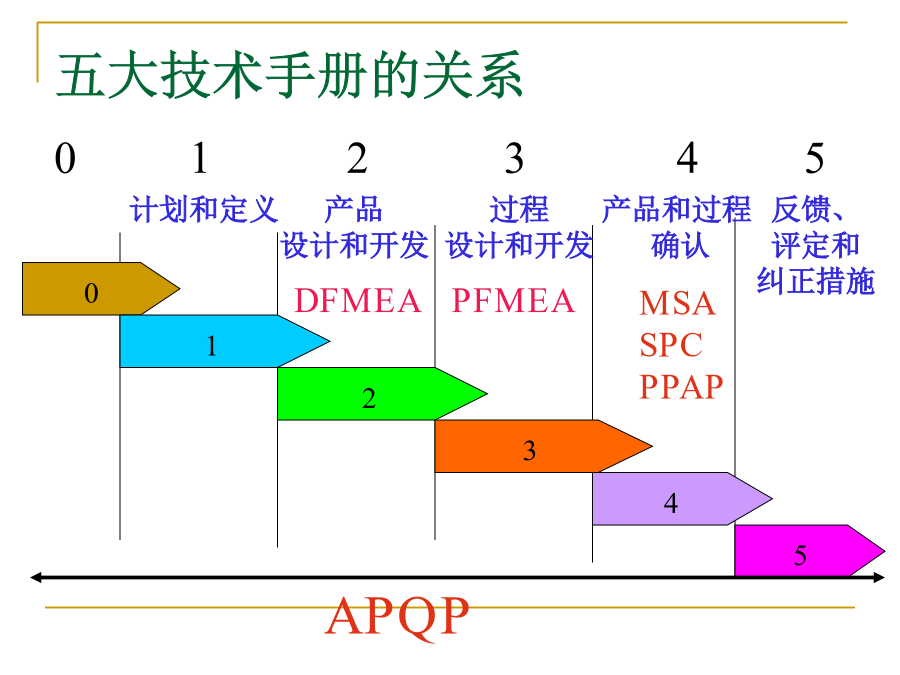
五大工具培训教材此文档后面有赠送常用PPT图标,方便大家修订排版编辑目录核心工具重要的顾客手册-AIAG五大技术手册的关系潜在失效模式与影响分析PotentialFailureModeandEffectsAnalysisFMEA什么是FMEA?FMEA的目的FMEA的种类PFMEA过程失效模式及效应分析PFMEA的输出FMEA表格讲解测量系统分析MeasurementSystemAnalysisMSA测量系统分析MSA定义对于大多数测量过程而言,总测量变差通常被描述为正态分布,正态概率被设想成为测量系统分

TS五大核心工具培训PPT讲义.ppt
五大工具培训教材此文档后面有赠送常用PPT图标,方便大家修订排版编辑目录核心工具重要的顾客手册-AIAG五大技术手册的关系潜在失效模式与影响分析PotentialFailureModeandEffectsAnalysisFMEA什么是FMEA?FMEA的目的FMEA的种类PFMEA过程失效模式及效应分析PFMEA的输出FMEA表格讲解测量系统分析MeasurementSystemAnalysisMSA测量系统分析MSA定义对于大多数测量过程而言,总测量变差通常被描述为正态分布,正态概率被设想成为测量系统分

TS五大核心工具简介PPT讲义.ppt
五大核心工具简介此文档后面有赠送常用PPT图标,方便大家修订排版编辑五大核心工具简称五大核心工具简称工具一:APQP什么是APQPAPQP的作用产品质量策划进度图表APQP各阶段(过程)输入输出APQP各阶段(过程)输入输出APQP各阶段(过程)输入输出APQP各阶段(过程)输入输出APQP各阶段(过程)输入输出控制计划工具二:FMEADFMEA与PFMEA关系失效链潛在失效模式與后果分析作業序列工具三:SPCSPC基本原理SPC的作用变异的普通原因与特殊原因变异的普通原因与特殊原因持续改进过程循环的各个

TS五大核心工具培训.ppt
五大工具培训教材此文档后面有赠送常用PPT图标,方便大家修订排版编辑目录核心工具重要的顾客手册-AIAG五大技术手册的关系潜在失效模式与影响分析PotentialFailureModeandEffectsAnalysisFMEA什么是FMEA?FMEA的目的FMEA的种类PFMEA过程失效模式及效应分析PFMEA的输出FMEA表格讲解测量系统分析MeasurementSystemAnalysisMSA测量系统分析MSA定义对于大多数测量过程而言,总测量变差通常被描述为正态分布,正态概率被设想成为测量系统分

TS五大工具培训讲义.ppt