
炉排炉垃圾焚烧控制特点.doc

一只****ng

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
炉排炉垃圾焚烧控制特点.doc
炉排炉垃圾焚烧控制特点结合深圳市南山垃圾发电厂分散控制系统(DCS)的应用介绍了机械炉排炉垃圾焚烧的控制特点制定独特的炉膛负压控制和沥滤液回喷流量控制方案实施后效果良好。深圳市南山垃圾发电厂DCS硬件采用美国FOXBORO公司IA系统整个DCS的总成、设计、组态及调试均由西安热工研究院有限公司(热工院)承担其成功投运为实现垃圾焚烧技术的国产化积累了经验。1控制系统配置南山垃圾发电厂配置2台全套引进比利时SEGHERS公司的400t/d多级带搅动型炉排焚烧炉1台12MW凝汽式汽轮发电机组母管制。全厂设置1套

炉排炉垃圾焚烧控制特点.docx
炉排炉垃圾焚烧控制特点-1--4-炉排炉垃圾焚烧控制特点结合深圳市南山垃圾发电厂分散控制系统(DCS)的应用介绍了机械炉排炉垃圾焚烧的控制特点制定独特的炉膛负压控制和沥滤液回喷流量控制方案实施后效果良好。深圳市南山垃圾发电厂DCS硬件采用美国FOXBORO公司IA系统整个DCS的总成、设计、组态及调试均由西安热工研XXXX有限公司(热工院)承担其成功投运为实现垃圾焚烧技术的国产化积累了经验。1控制系统配置南山垃圾发电厂配置2台全套引进比利时SEGHERS公司的400t/d多级带搅动型炉排焚烧炉1台

炉排炉垃圾焚烧控制特点.docx
5炉排炉垃圾焚烧控制特点结合深圳市南山垃圾发电厂分散控制系统(DCS)的应用介绍了机械炉排炉垃圾焚烧的控制特点制定独特的炉膛负压控制和沥滤液回喷流量控制方案实施后效果良好。深圳市南山垃圾发电厂DCS硬件采用美国FOXBORO公司IA系统整个DCS的总成、设计、组态及调试均由西安热工研究院有限公司(热工院)承担其成功投运为实现垃圾焚烧技术的国产化积累了经验。1控制系统配置南山垃圾发电厂配置2台全套引进比利时SEGHERS公司的400t/d多级带搅动型炉排焚烧炉1台12MW凝汽式汽轮发电机组母管制。全厂设置1

炉排炉垃圾焚烧控制特点.doc
炉排炉垃圾焚烧控制特点结合深圳市南山垃圾发电厂分散控制系统(DCS)的应用,介绍了机械炉排炉垃圾焚烧的控制特点,制定独特的炉膛负压控制和沥滤液回喷流量控制方案,实施后效果良好。深圳市南山垃圾发电厂DCS硬件采用美国FOXBORO公司IA系统,整个DCS的总成、设计、组态及调试均由西安热工研究院有限公司(热工院)承担,其成功投运为实现垃圾焚烧技术的国产化积累了经验。1控制系统配置南山垃圾发电厂配置2台全套引进比利时SEGHERS公司的400t/d多级带搅动型炉排焚烧炉,1台12MW凝汽式汽轮发电机组,母管制
垃圾焚烧炉炉排.pdf
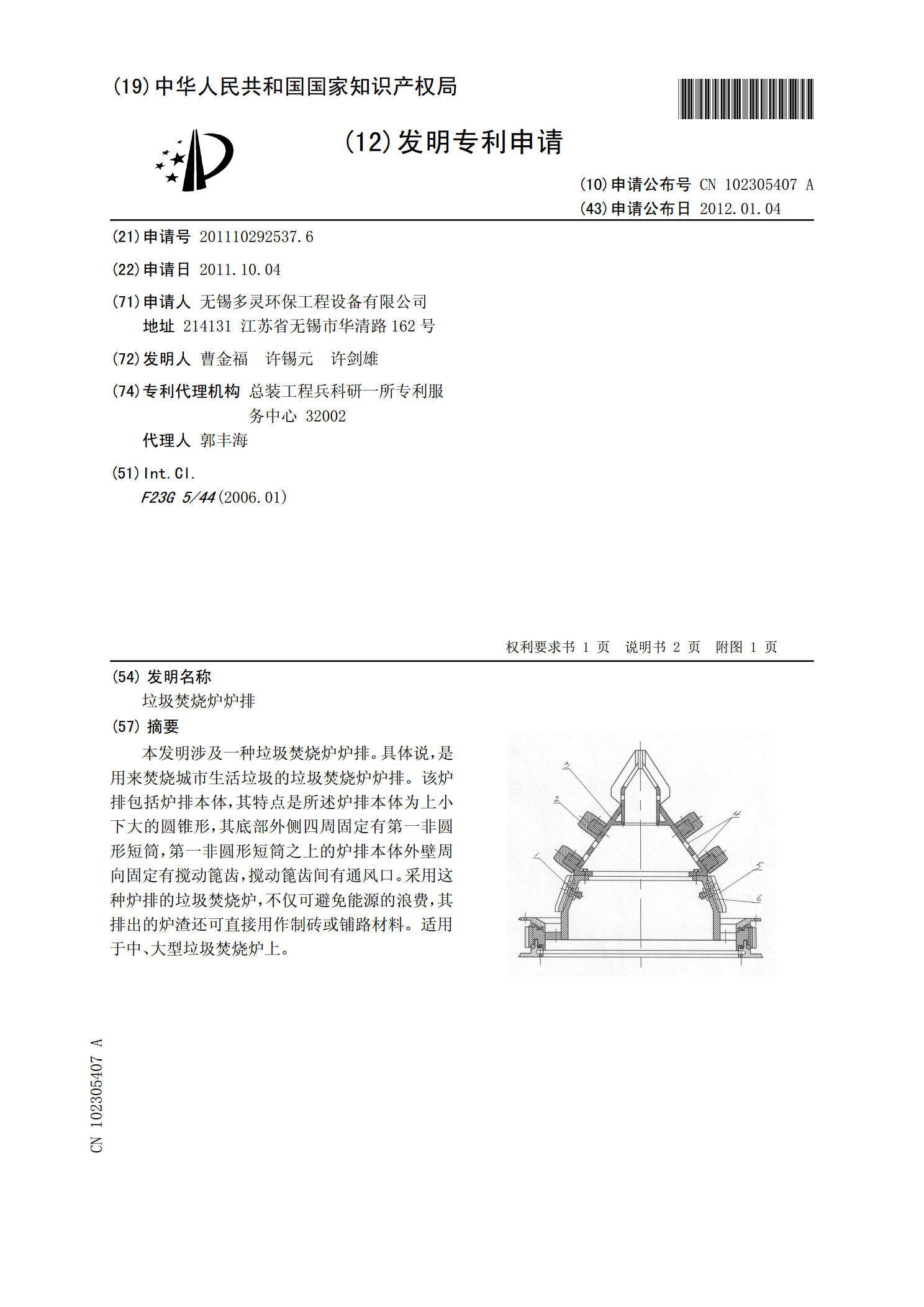
本发明涉及一种垃圾焚烧炉炉排。具体说,是用来焚烧城市生活垃圾的垃圾焚烧炉炉排。该炉排包括炉排本体,其特点是所述炉排本体为上小下大的圆锥形,其底部外侧四周固定有第一非圆形短筒,第一非圆形短筒之上的炉排本体外壁周向固定有搅动篦齿,搅动篦齿间有通风口。采用这种炉排的垃圾焚烧炉,不仅可避免能源的浪费,其排出的炉渣还可直接用作制砖或铺路材料。适用于中、大型垃圾焚烧炉上。