
伸缩式抽油机井光杆密封装置.pdf

黛娥****ak


1/10

2/10
3/10

4/10
5/10
6/10
7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

伸缩式抽油机井光杆密封装置.pdf
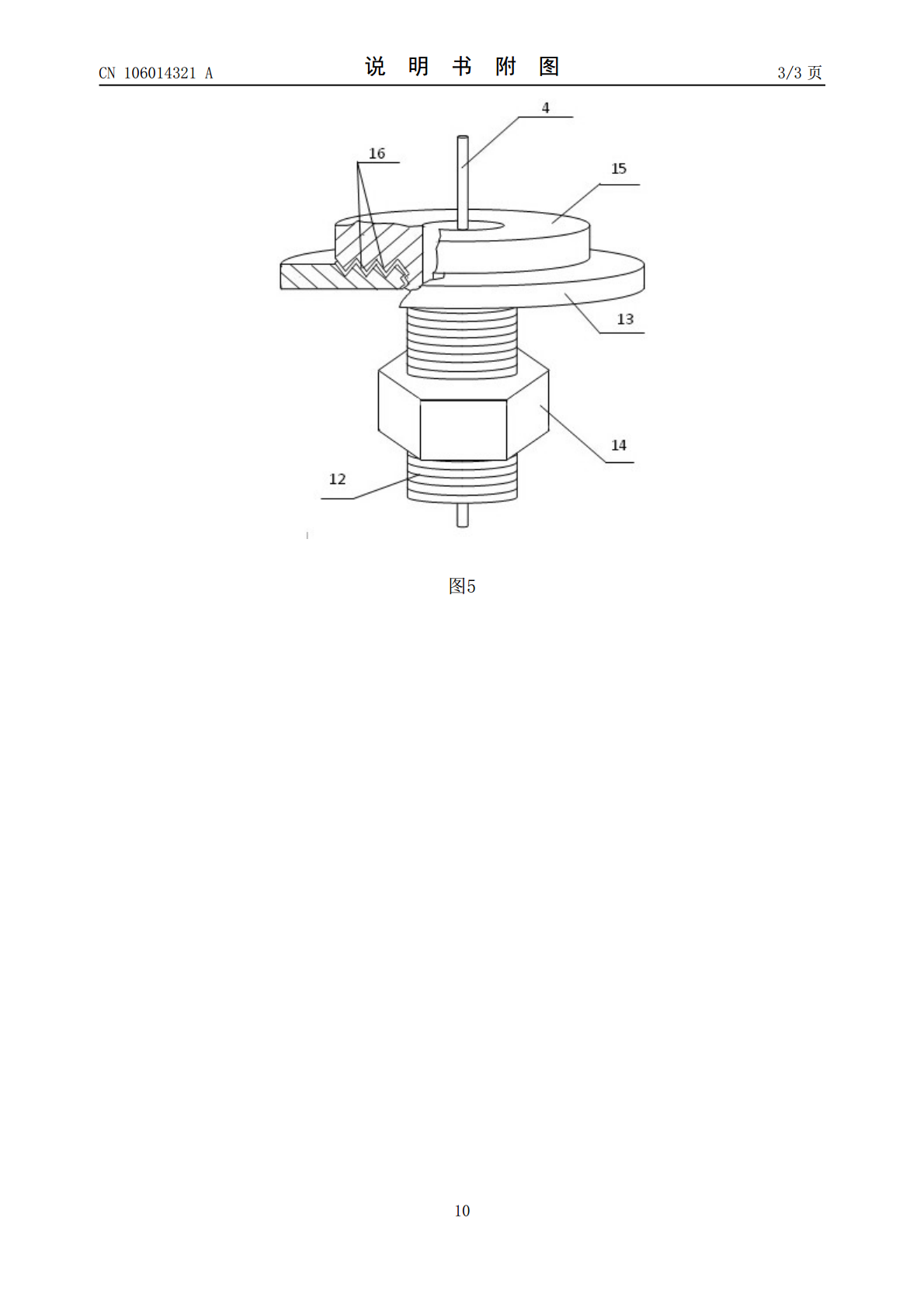
本发明涉及一种伸缩式抽油机井光杆密封装置,是由方卡子、光杆密封组件、上压接头组件、伸缩筒、下压接头组件组成,其中,伸缩筒的下端通过下压接头组件与井口装置相连,上端通过上压接头组件与光杆连接,上压接头组件顶部设有光杆密封组件和方卡子。使用该密封伸缩筒,实现了井口高效密封作用,最高可承受4MPa压力,伸缩筒与光杆之间无接触性摩擦,不发生磨损,保证了长久的工作性能。同时能够有效杜绝井口污染,达到无需人为调节与维护的目的,具有密封效果好、制备简单、使用方便、安全可靠、综合成本低等优点。

抽油机井口光杆密封技术.pptx
抽油机井口光杆密封技术目录添加章节标题抽油机井口光杆密封技术概述定义与作用技术原理密封材料与结构密封技术分类与特点机械密封技术软填料密封技术动力密封技术静力密封技术密封技术应用与效果应用场景与范围密封效果与评价经济效益与社会效益密封技术发展趋势与展望密封材料与技术的发展趋势密封技术的未来发展方向技术创新与产业升级密封技术应用案例分析应用案例一:油田采油领域应用案例二:化工生产领域应用案例三:矿山开采领域应用案例四:其他领域THANKYOU

抽油机井口光杆密封技术.docx
抽油机井口光杆密封技术摘要:油井是石油开采的重要设备,而油井井口光杆密封技术是保证油井安全运行和提高采油效率的关键措施。本文通过对油井井口光杆密封技术的研究,探讨了该技术在油井开采中的重要性和应用情况。首先,本文介绍了油井井口光杆密封技术的基本原理和分类。然后,分析了油井井口光杆密封技术在油井开采中的作用,包括减少漏气、漏油和漏水的风险,防止井内外介质的混合和污染。接着,论文对国内外油井井口光杆密封技术的研究和应用进行综述,比较了各类技术的特点和优缺点。最后,通过实际案例分析,本文总结了油井井口光杆密封技

抽油机光杆防坠落装置研究.pptx
汇报人:目录PARTONEPARTTWO抽油机光杆防坠落装置的背景抽油机光杆防坠落装置的意义PARTTHREE抽油机光杆防坠落装置的结构组成抽油机光杆防坠落装置的工作原理PARTFOUR抽油机光杆防坠落装置的应用场景抽油机光杆防坠落装置的应用优势PARTFIVE抽油机光杆防坠落装置的研发过程抽油机光杆防坠落装置的实验验证PARTSIX抽油机光杆防坠落装置的未来发展方向抽油机光杆防坠落装置的发展趋势和展望PARTSEVEN总结抽油机光杆防坠落装置的研究成果和贡献对未来研究的建议和展望THANKYOU

抽油机光杆防腐装置的设计应用.docx
抽油机光杆防腐装置的设计应用随着工业化和城市化的快速发展,对化工行业的要求也越来越高。化工生产中需要用到各种各样的化学品,而化学品多数都属于腐蚀性较强的物质,一旦设备内部腐蚀加剧,不仅会导致工作效率的下降,更会引起严重的事故。因此,保证化工设备的抗腐蚀能力是化工行业的重中之重。本文将以抽油机为例,介绍其光杆防腐装置的设计应用。抽油机是一种广泛应用于油田开发中的机械设备,主要用于将地下储层的原油、天然气和水被抽到地面。其结构主要由下泵头、中间接头、上泵头、动力源和安全保护系统组成。其中,上、中泵头之间的光杆