
一种用于汽车变速箱齿轮油过滤器组装的自动组装工艺.pdf

白真****ng

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于汽车变速箱齿轮油过滤器组装的自动组装工艺.pdf
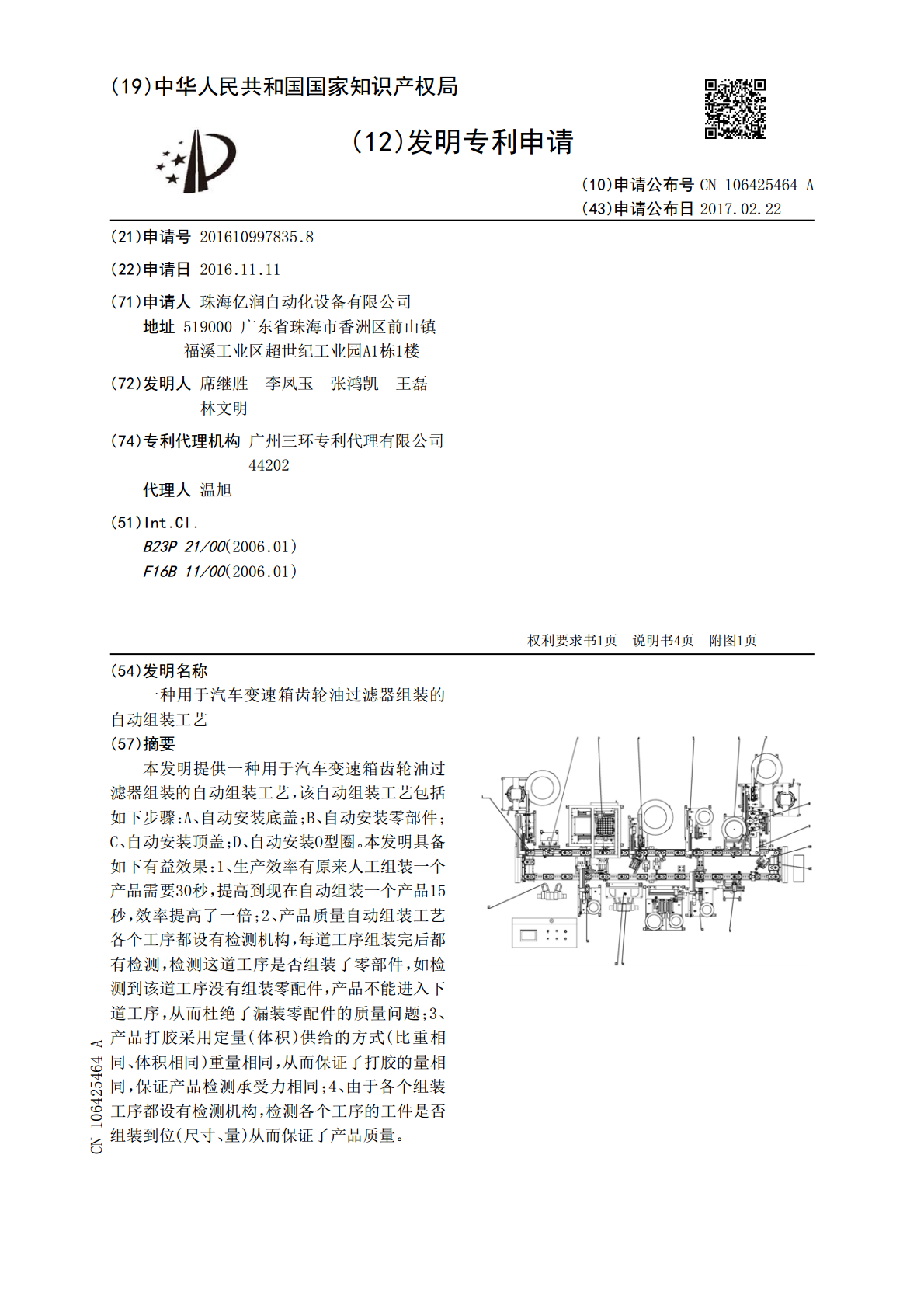
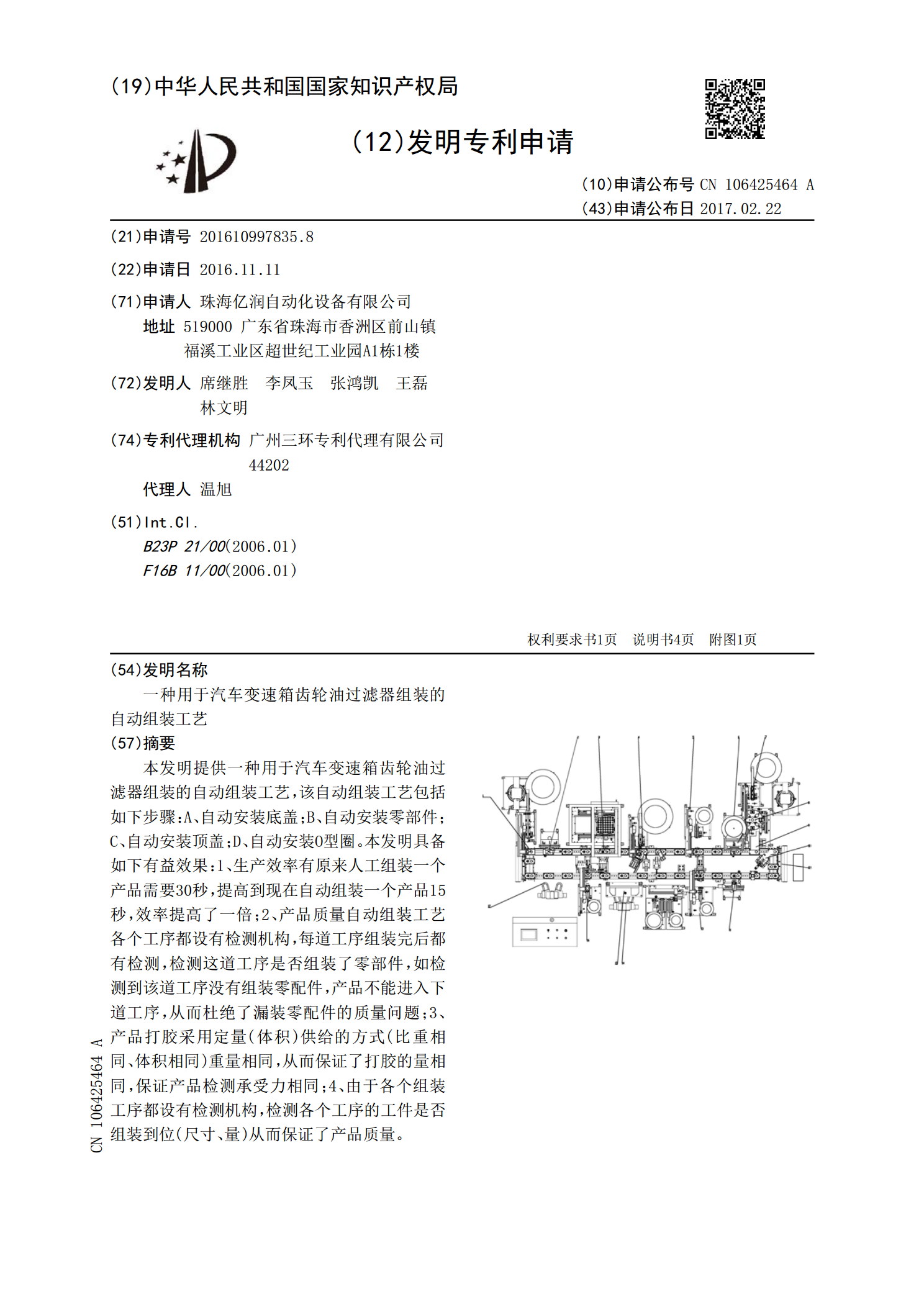
本发明提供一种用于汽车变速箱齿轮油过滤器组装的自动组装工艺,该自动组装工艺包括如下步骤:A、自动安装底盖;B、自动安装零部件;C、自动安装顶盖;D、自动安装O型圈。本发明具备如下有益效果:1、生产效率有原来人工组装一个产品需要30秒,提高到现在自动组装一个产品15秒,效率提高了一倍;2、产品质量自动组装工艺各个工序都设有检测机构,每道工序组装完后都有检测,检测这道工序是否组装了零部件,如检测到该道工序没有组装零配件,产品不能进入下道工序,从而杜绝了漏装零配件的质量问题;3、产品打胶采用定量(体积)供给的方
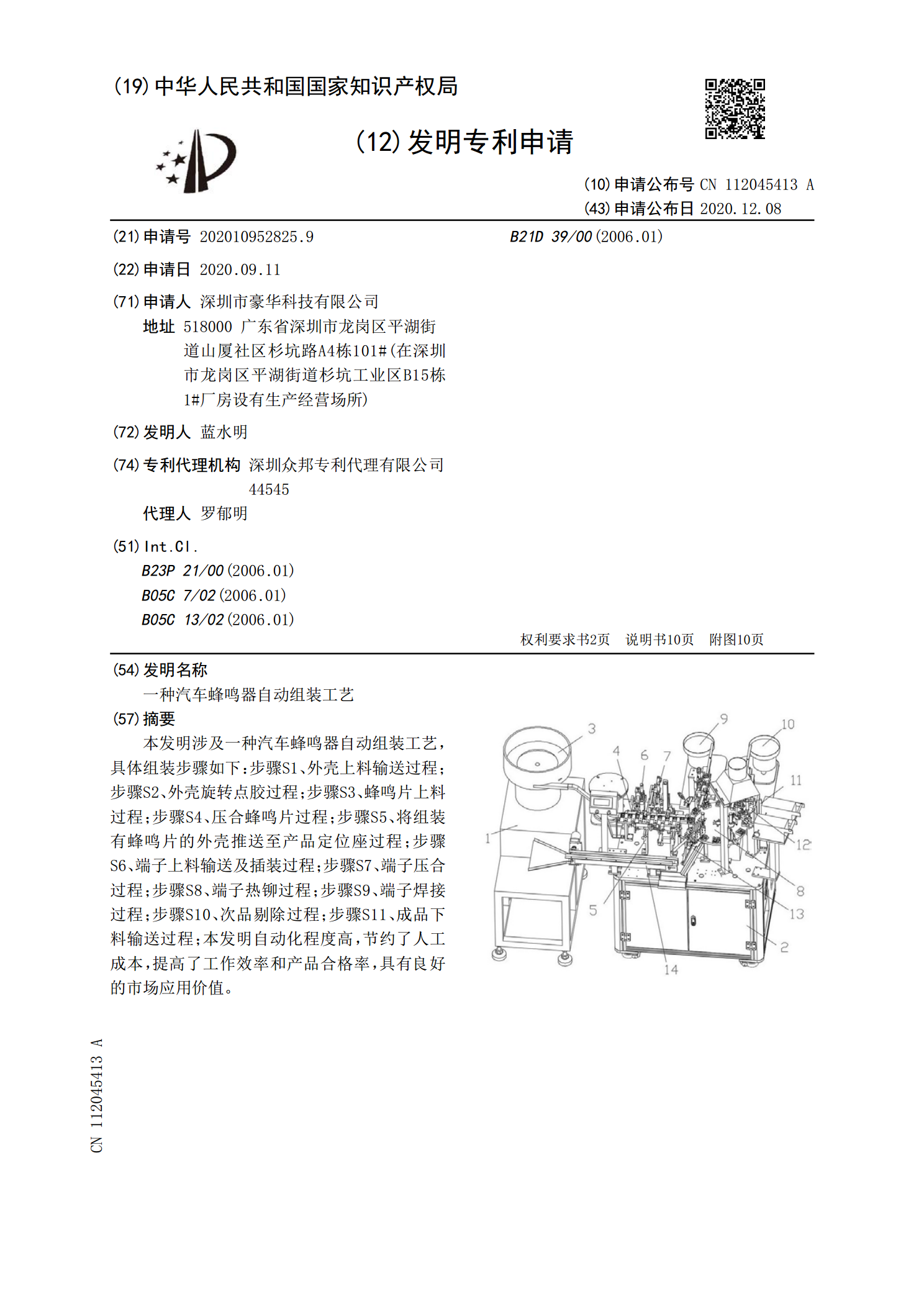
一种汽车蜂鸣器自动组装工艺.pdf
本发明涉及一种汽车蜂鸣器自动组装工艺,具体组装步骤如下:步骤S1、外壳上料输送过程;步骤S2、外壳旋转点胶过程;步骤S3、蜂鸣片上料过程;步骤S4、压合蜂鸣片过程;步骤S5、将组装有蜂鸣片的外壳推送至产品定位座过程;步骤S6、端子上料输送及插装过程;步骤S7、端子压合过程;步骤S8、端子热铆过程;步骤S9、端子焊接过程;步骤S10、次品剔除过程;步骤S11、成品下料输送过程;本发明自动化程度高,节约了人工成本,提高了工作效率和产品合格率,具有良好的市场应用价值。
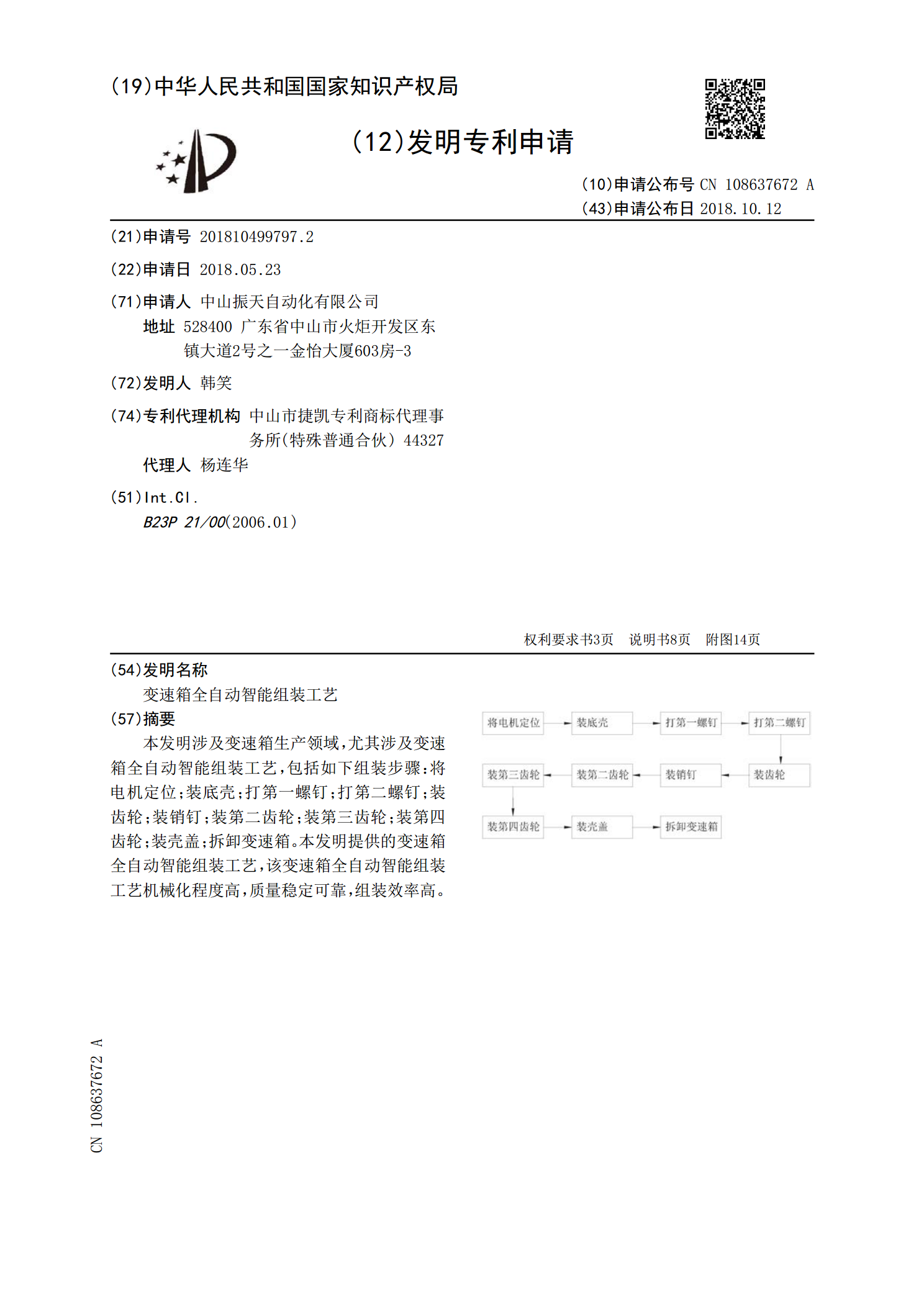
变速箱全自动智能组装工艺.pdf
本发明涉及变速箱生产领域,尤其涉及变速箱全自动智能组装工艺,包括如下组装步骤:将电机定位;装底壳;打第一螺钉;打第二螺钉;装齿轮;装销钉;装第二齿轮;装第三齿轮;装第四齿轮;装壳盖;拆卸变速箱。本发明提供的变速箱全自动智能组装工艺,该变速箱全自动智能组装工艺机械化程度高,质量稳定可靠,组装效率高。
自动变速箱的分解与组装.ppt
自动变速器的分解与组装A341E剖视图简介拆装工艺:自动变速器从车上的拆卸:自动变速器的分解卸自动变速器前后壳体、油底壳及阀板拆卸油泵总成分解行星齿轮变速器

用于组装接线端子的自动组装机.pdf
本发明提供了一种用于组装接线端子的自动组装机,包括机架、设置于机架上的引脚送料装置、外壳送料装置、螺丝送料装置、引脚组装装置和螺丝组装装置,引脚送料装置、外壳送料装置、螺丝送料装置和螺丝组装装置均安装于机架上,外壳送料装置设置有外壳移料轨道,外壳移料轨道贯穿引脚组装装置,螺丝组装装置设置于外壳送料装置上方,引脚组装装置设置于引脚送料装置和螺丝送料装置之间,螺丝送料装置和螺丝组装装置位于引脚组装装置的一侧,引脚送料装置和外壳送料装置位于引脚组装装置的另一侧。相对于现有技术,本发明利用机械装置自动组装接线端子