
一种法兰盘孔位定位检测装置.pdf

一只****生物

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种法兰盘孔位定位检测装置.pdf
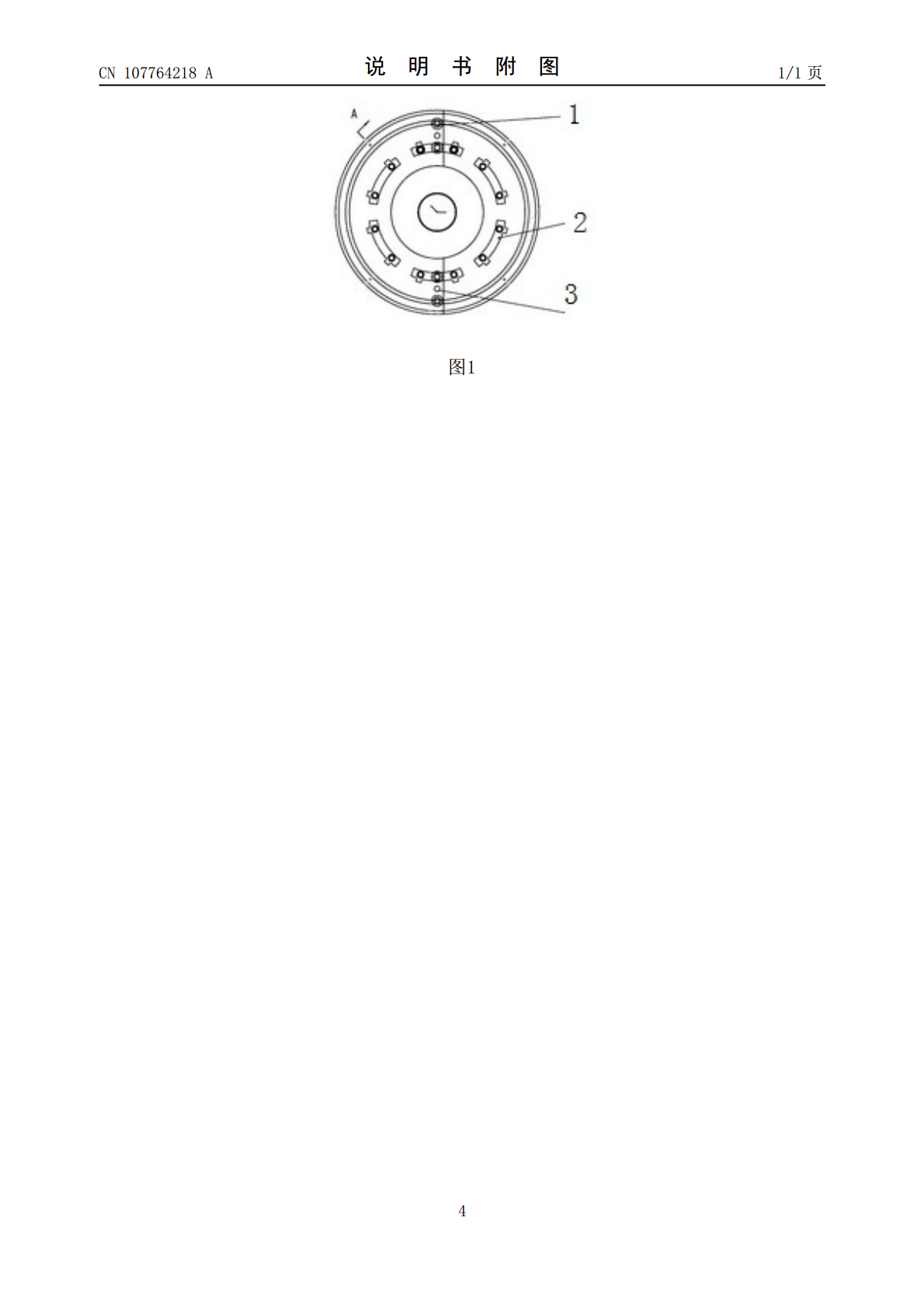
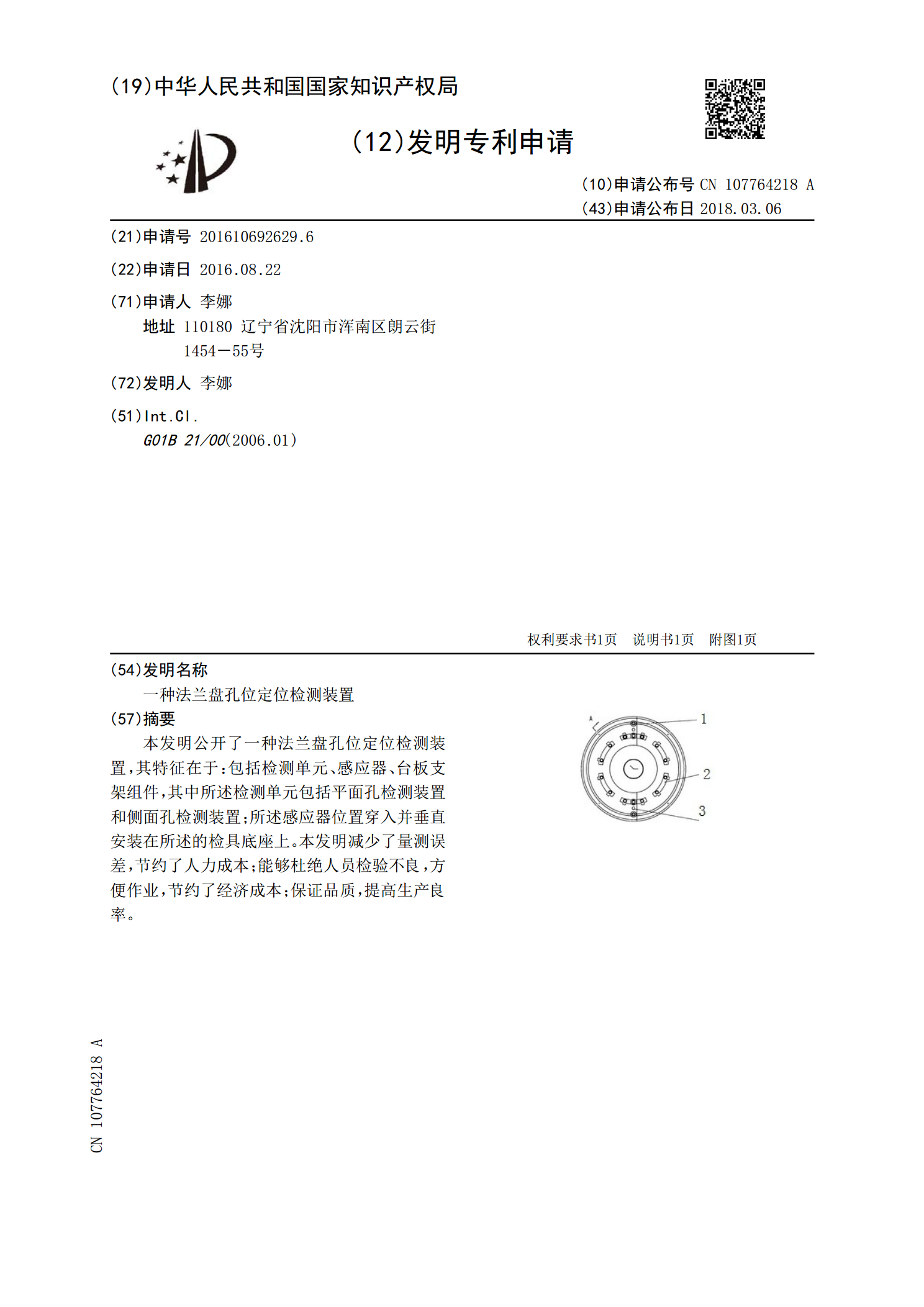
本发明公开了一种法兰盘孔位定位检测装置,其特征在于:包括检测单元、感应器、台板支架组件,其中所述检测单元包括平面孔检测装置和侧面孔检测装置;所述感应器位置穿入并垂直安装在所述的检具底座上。本发明减少了量测误差,节约了人力成本;能够杜绝人员检验不良,方便作业,节约了经济成本;保证品质,提高生产良率。
一种工件孔位成像检测装置.pdf
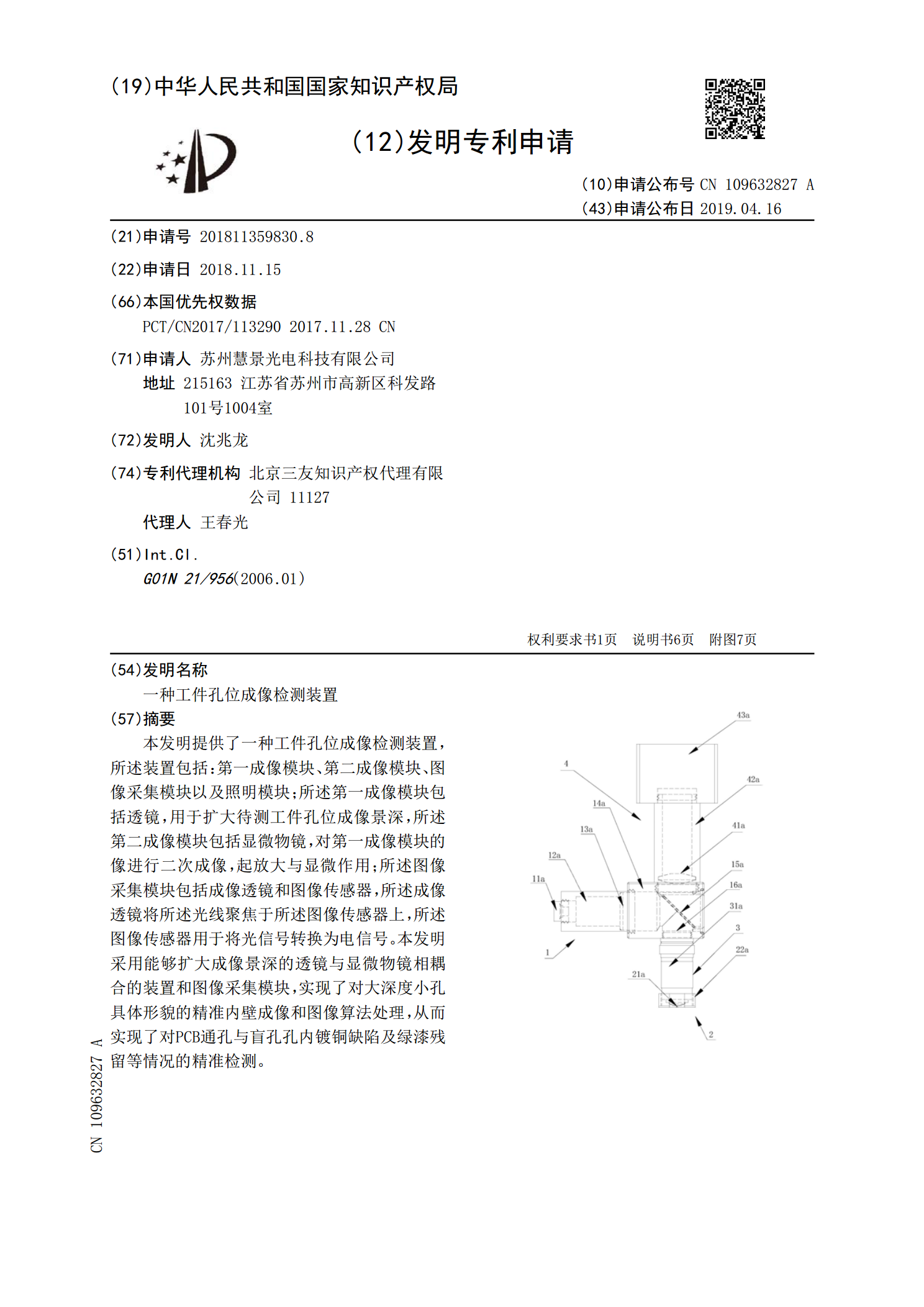
本发明提供了一种工件孔位成像检测装置,所述装置包括:第一成像模块、第二成像模块、图像采集模块以及照明模块;所述第一成像模块包括透镜,用于扩大待测工件孔位成像景深,所述第二成像模块包括显微物镜,对第一成像模块的像进行二次成像,起放大与显微作用;所述图像采集模块包括成像透镜和图像传感器,所述成像透镜将所述光线聚焦于所述图像传感器上,所述图像传感器用于将光信号转换为电信号。本发明采用能够扩大成像景深的透镜与显微物镜相耦合的装置和图像采集模块,实现了对大深度小孔具体形貌的精准内壁成像和图像算法处理,从而实现了对P
一种蒙皮零件装配定位孔孔位检测方法.pdf
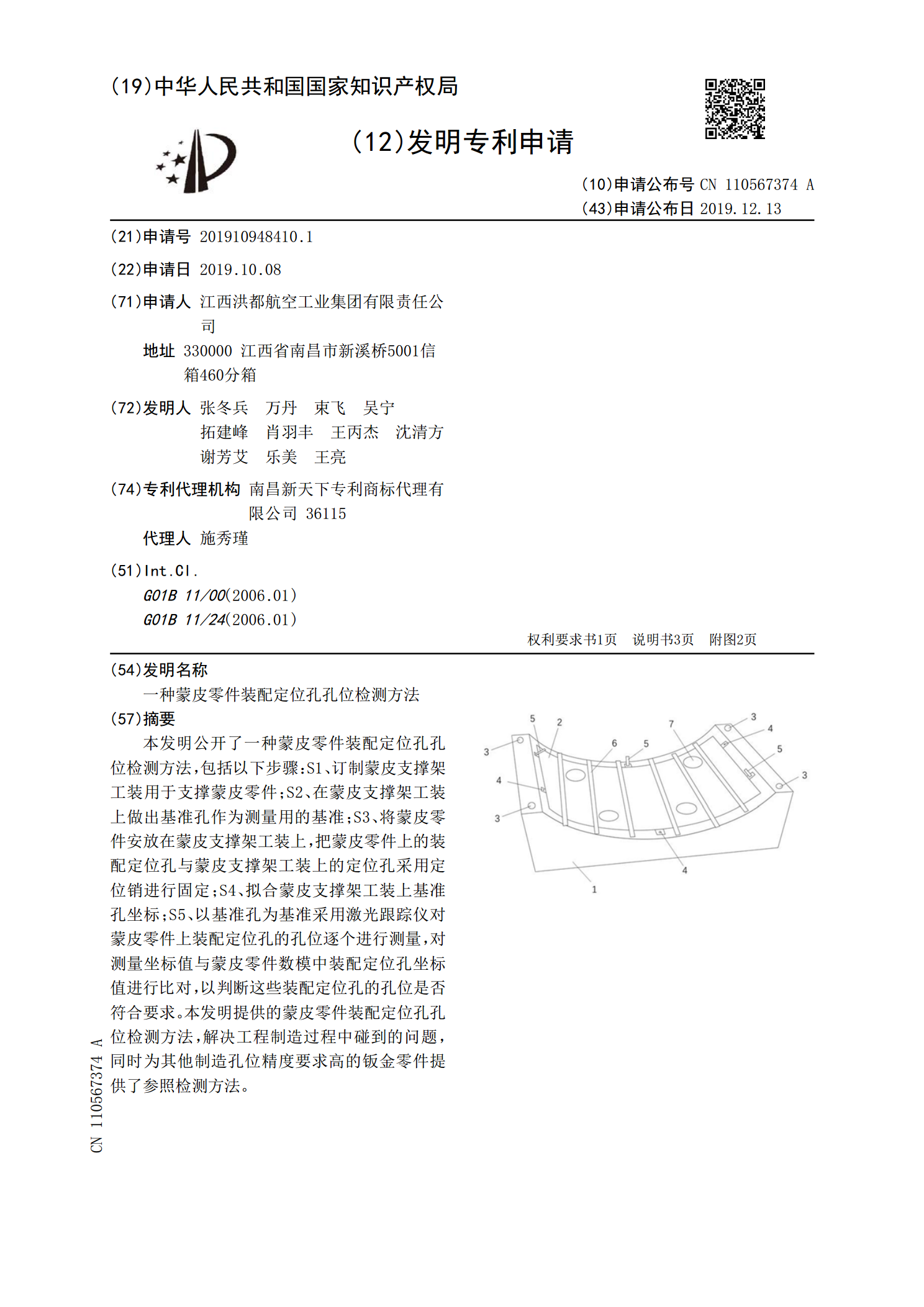
本发明公开了一种蒙皮零件装配定位孔孔位检测方法,包括以下步骤:S1、订制蒙皮支撑架工装用于支撑蒙皮零件;S2、在蒙皮支撑架工装上做出基准孔作为测量用的基准;S3、将蒙皮零件安放在蒙皮支撑架工装上,把蒙皮零件上的装配定位孔与蒙皮支撑架工装上的定位孔采用定位销进行固定;S4、拟合蒙皮支撑架工装上基准孔坐标;S5、以基准孔为基准采用激光跟踪仪对蒙皮零件上装配定位孔的孔位逐个进行测量,对测量坐标值与蒙皮零件数模中装配定位孔坐标值进行比对,以判断这些装配定位孔的孔位是否符合要求。本发明提供的蒙皮零件装配定位孔孔位检
一种高边坡锚杆孔位定位装置.pdf
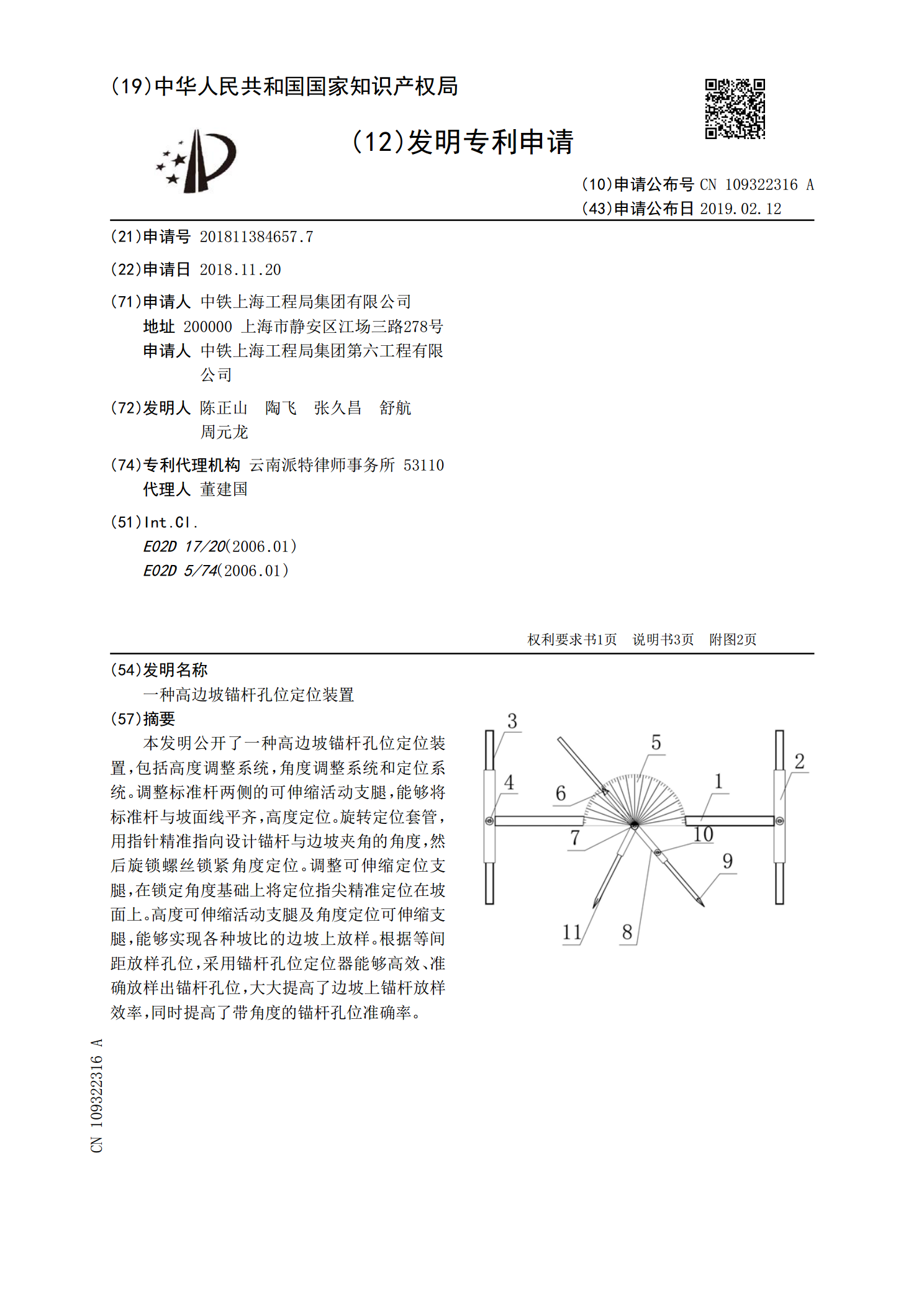
本发明公开了一种高边坡锚杆孔位定位装置,包括高度调整系统,角度调整系统和定位系统。调整标准杆两侧的可伸缩活动支腿,能够将标准杆与坡面线平齐,高度定位。旋转定位套管,用指针精准指向设计锚杆与边坡夹角的角度,然后旋锁螺丝锁紧角度定位。调整可伸缩定位支腿,在锁定角度基础上将定位指尖精准定位在坡面上。高度可伸缩活动支腿及角度定位可伸缩支腿,能够实现各种坡比的边坡上放样。根据等间距放样孔位,采用锚杆孔位定位器能够高效、准确放样出锚杆孔位,大大提高了边坡上锚杆放样效率,同时提高了带角度的锚杆孔位准确率。

一种法兰盘的夹紧定位装置.pdf
本发明公开了一种法兰盘的夹紧定位装置,涉及一种法兰盘夹具,一种法兰盘的夹紧定位装置包括:夹紧座、夹爪、压紧螺杆;夹紧座具有一夹紧座内腔,夹爪共有两个,相互对称铰接在夹紧座内腔中,夹爪的一端为夹持端,另一端为受力端,夹持端具有圆弧形的夹持面,夹持面与受力端垂直,在夹爪前端的夹持面上具有一圆弧形凸勒,在圆弧形凸勒上具有一限位缺口;压紧螺栓旋拧在夹紧座上,位于夹爪后侧,且伸入夹紧座内腔,并顶压在夹爪的受力端;在夹爪的后侧还具有一个后方限位部;本装置可减少法兰盘加工过程中的加工工序,且能够快速实现法兰盘的定位夹紧