
模内高速精密全自动攻丝模具结构及其攻丝方法.pdf

小忆****ng

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
模内高速精密全自动攻丝模具结构及其攻丝方法.pdf
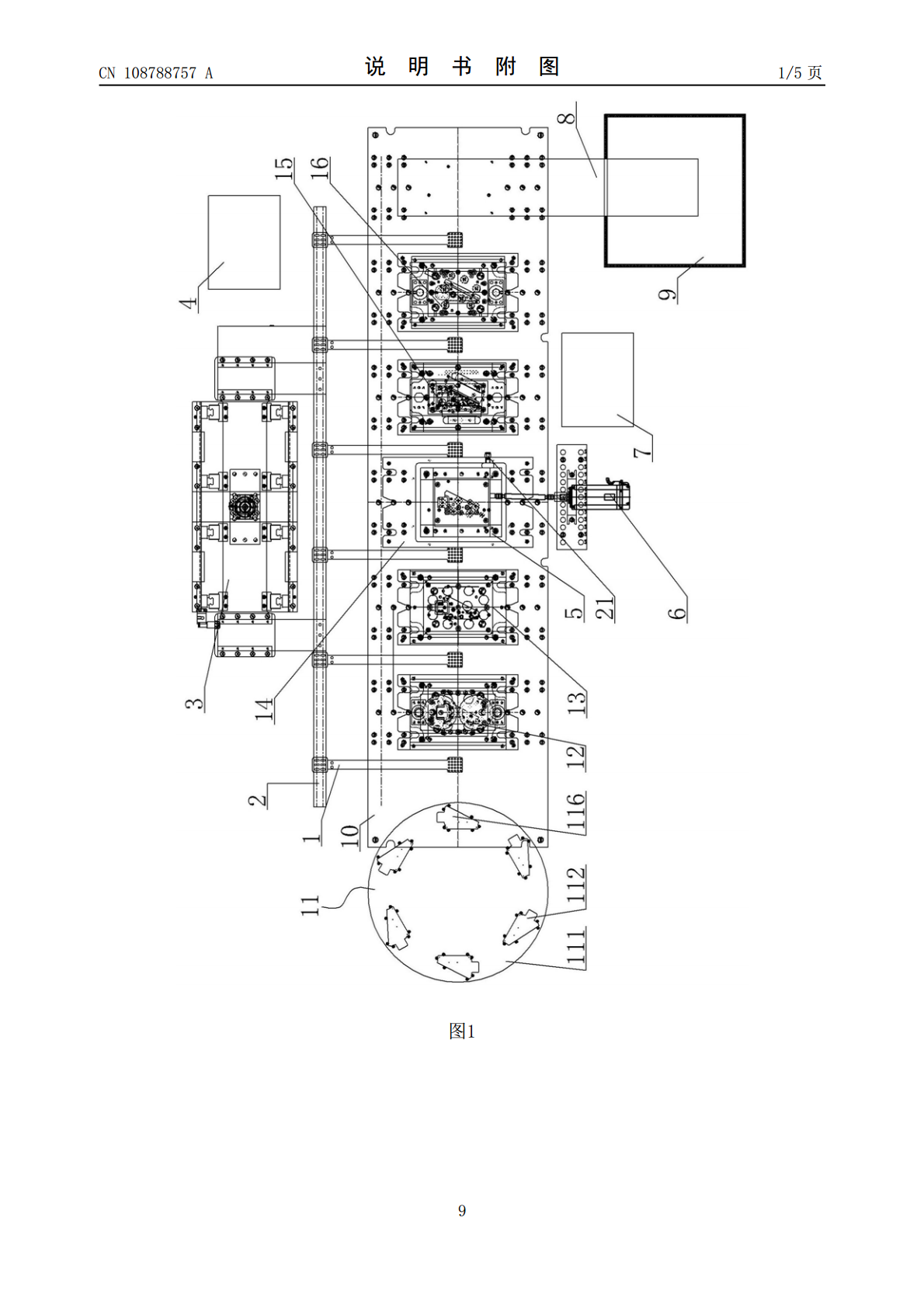
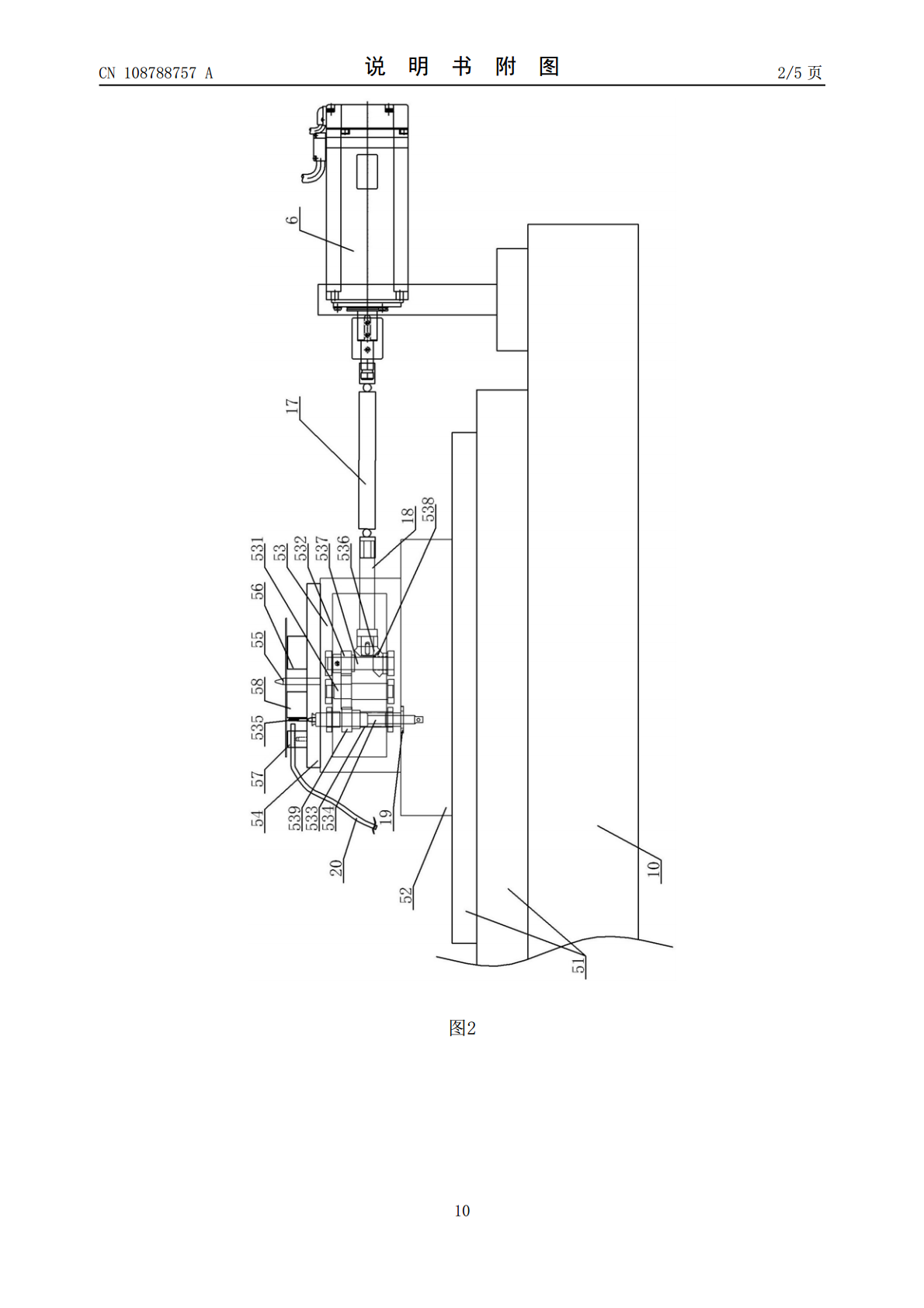
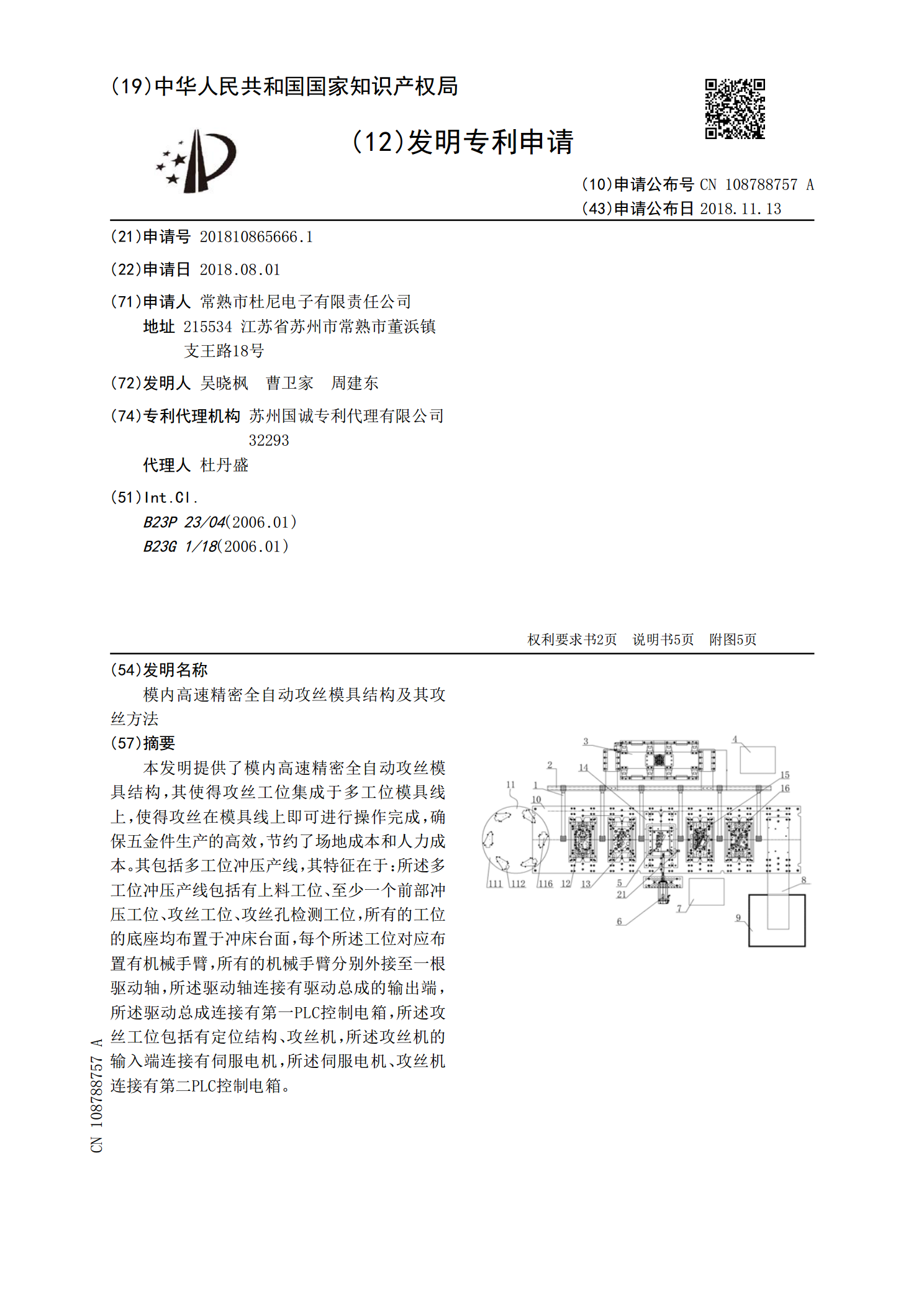
本发明提供了模内高速精密全自动攻丝模具结构,其使得攻丝工位集成于多工位模具线上,使得攻丝在模具线上即可进行操作完成,确保五金件生产的高效,节约了场地成本和人力成本。其包括多工位冲压产线,其特征在于:所述多工位冲压产线包括有上料工位、至少一个前部冲压工位、攻丝工位、攻丝孔检测工位,所有的工位的底座均布置于冲床台面,每个所述工位对应布置有机械手臂,所有的机械手臂分别外接至一根驱动轴,所述驱动轴连接有驱动总成的输出端,所述驱动总成连接有第一PLC控制电箱,所述攻丝工位包括有定位结构、攻丝机,所述攻丝机的输入端连
一种具有模内攻丝结构的电子模具.pdf
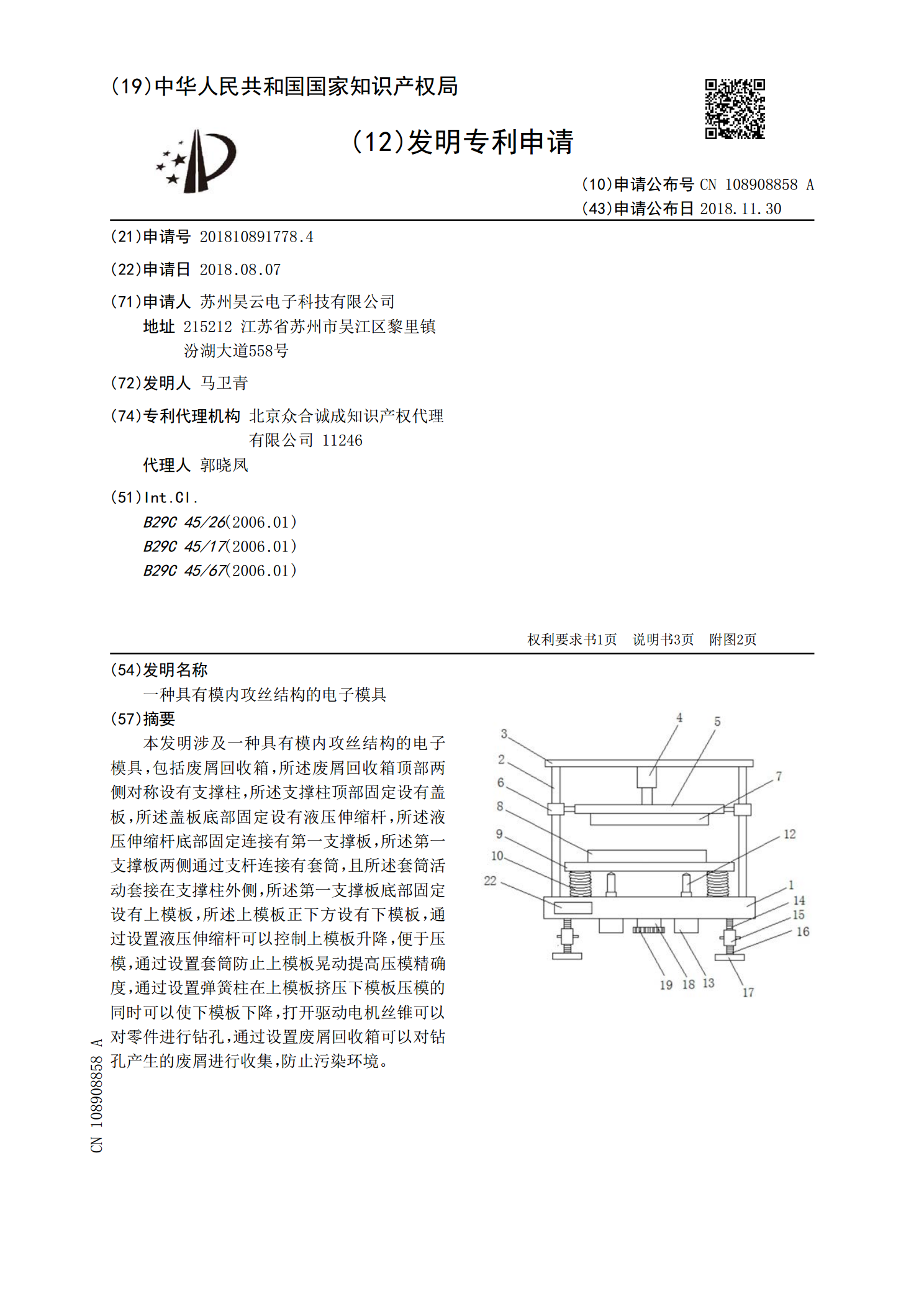
本发明涉及一种具有模内攻丝结构的电子模具,包括废屑回收箱,所述废屑回收箱顶部两侧对称设有支撑柱,所述支撑柱顶部固定设有盖板,所述盖板底部固定设有液压伸缩杆,所述液压伸缩杆底部固定连接有第一支撑板,所述第一支撑板两侧通过支杆连接有套筒,且所述套筒活动套接在支撑柱外侧,所述第一支撑板底部固定设有上模板,所述上模板正下方设有下模板,通过设置液压伸缩杆可以控制上模板升降,便于压模,通过设置套筒防止上模板晃动提高压模精确度,通过设置弹簧柱在上模板挤压下模板压模的同时可以使下模板下降,打开驱动电机丝锥可以对零件进行钻
高速同步攻丝调整方法.pdf
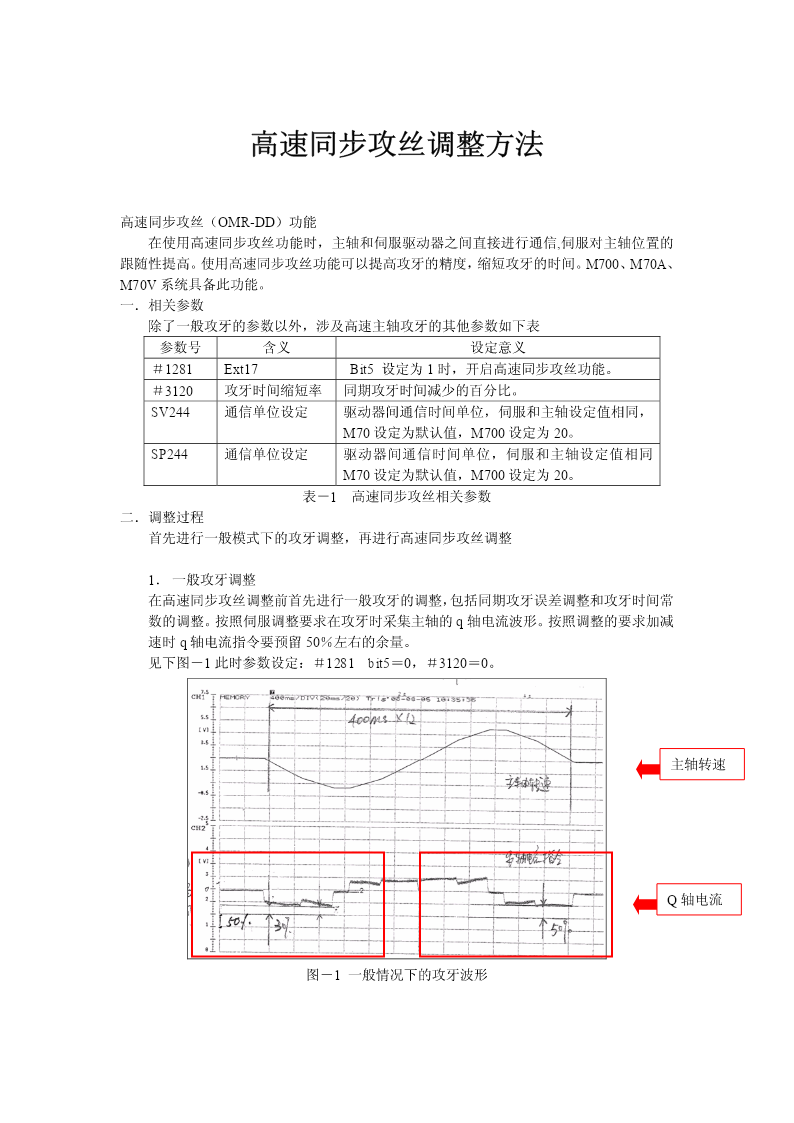
高速同步攻丝调整方法高速同步攻丝(OMR-DD)功能在使用高速同步攻丝功能时,主轴和伺服驱动器之间直接进行通信,伺服对主轴位置的跟随性提高。使用高速同步攻丝功能可以提高攻牙的精度,缩短攻牙的时间。M700、M70A、M70V系统具备此功能。一.相关参数除了一般攻牙的参数以外,涉及高速主轴攻牙的其他参数如下表参数号含义设定意义#1281Ext17Bit5设定为1时,开启高速同步攻丝功能。#3120攻牙时间缩短率同期攻牙时间减少的百分比。SV244通信单位设定驱动器间通信时间单位,伺服和主轴设定值相同,M70

多机位攻丝装置及其方法.pdf
本发明公开了一种多机位攻丝装置及其方法。本发明包括电机主动轮、从动轮、主动齿轮、固定夹具、丝锥夹具和三爪卡盘等。本发明适用于多零件同时进行攻丝加工。将工件固定于三爪卡盘上,将丝锥装于丝锥夹具中,开启电机开关,进行攻丝,攻丝完毕后,启动气缸,将固定夹具升起,将已加工完毕的工件从三爪卡盘上卸下,将待加工的工件固定于三爪卡盘上,将丝锥装夹于丝锥夹具中,关闭气缸,丝锥下降,进行攻丝,攻丝完毕后重复上述操作。本发明所示的多机位攻丝装置可同时加工多个零件,各个机位的气缸为单独控制,生产效率高,且使用方法简单,不要求操
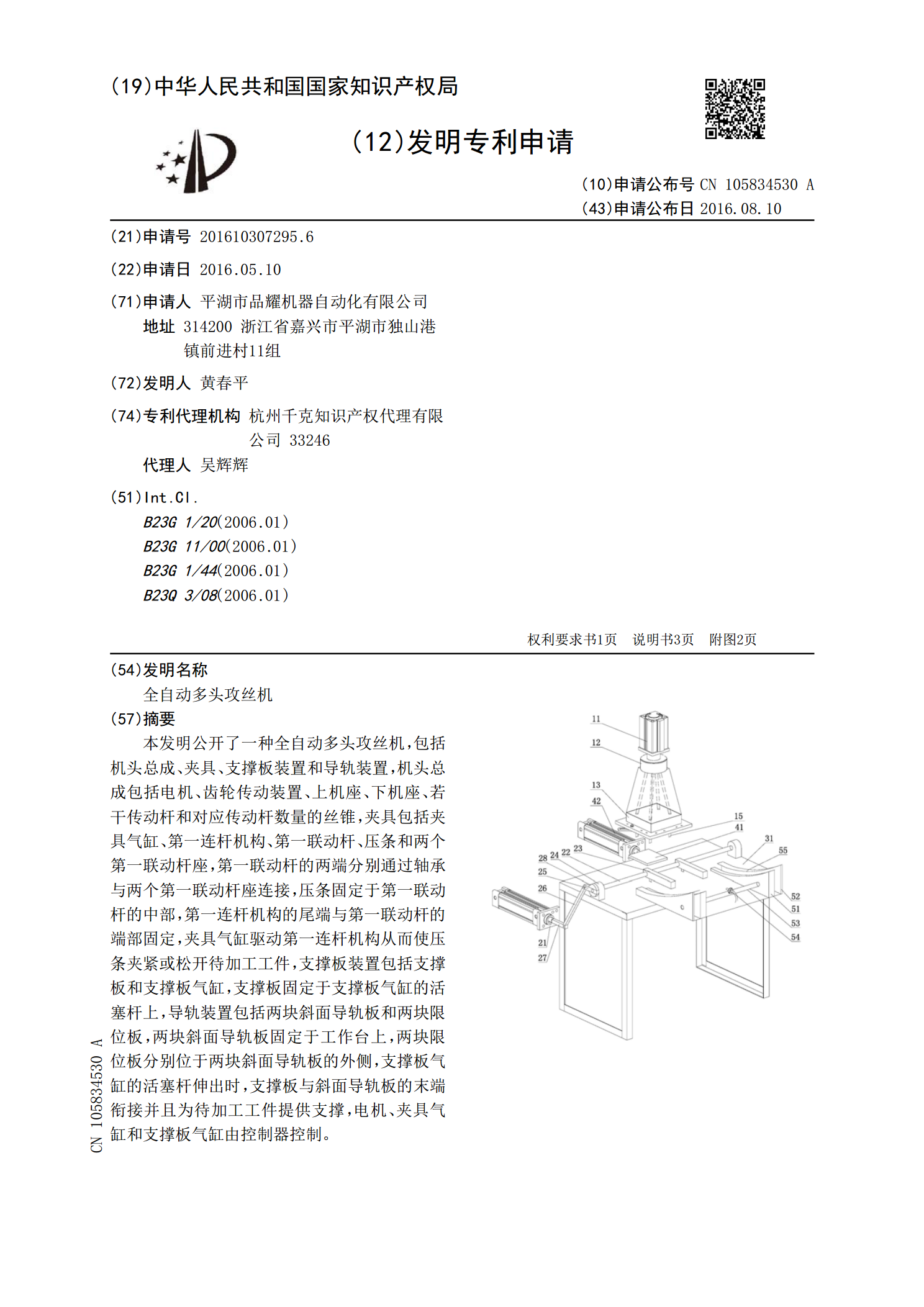
全自动多头攻丝机.pdf
本发明公开了一种全自动多头攻丝机,包括机头总成、夹具、支撑板装置和导轨装置,机头总成包括电机、齿轮传动装置、上机座、下机座、若干传动杆和对应传动杆数量的丝锥,夹具包括夹具气缸、第一连杆机构、第一联动杆、压条和两个第一联动杆座,第一联动杆的两端分别通过轴承与两个第一联动杆座连接,压条固定于第一联动杆的中部,第一连杆机构的尾端与第一联动杆的端部固定,夹具气缸驱动第一连杆机构从而使压条夹紧或松开待加工工件,支撑板装置包括支撑板和支撑板气缸,支撑板固定于支撑板气缸的活塞杆上,导轨装置包括两块斜面导轨板和两块限位板