
一种钎焊方法、换热器结构、板式换热器以及空调.pdf

猫巷****松臣

1/8

2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钎焊方法、换热器结构、板式换热器以及空调.pdf
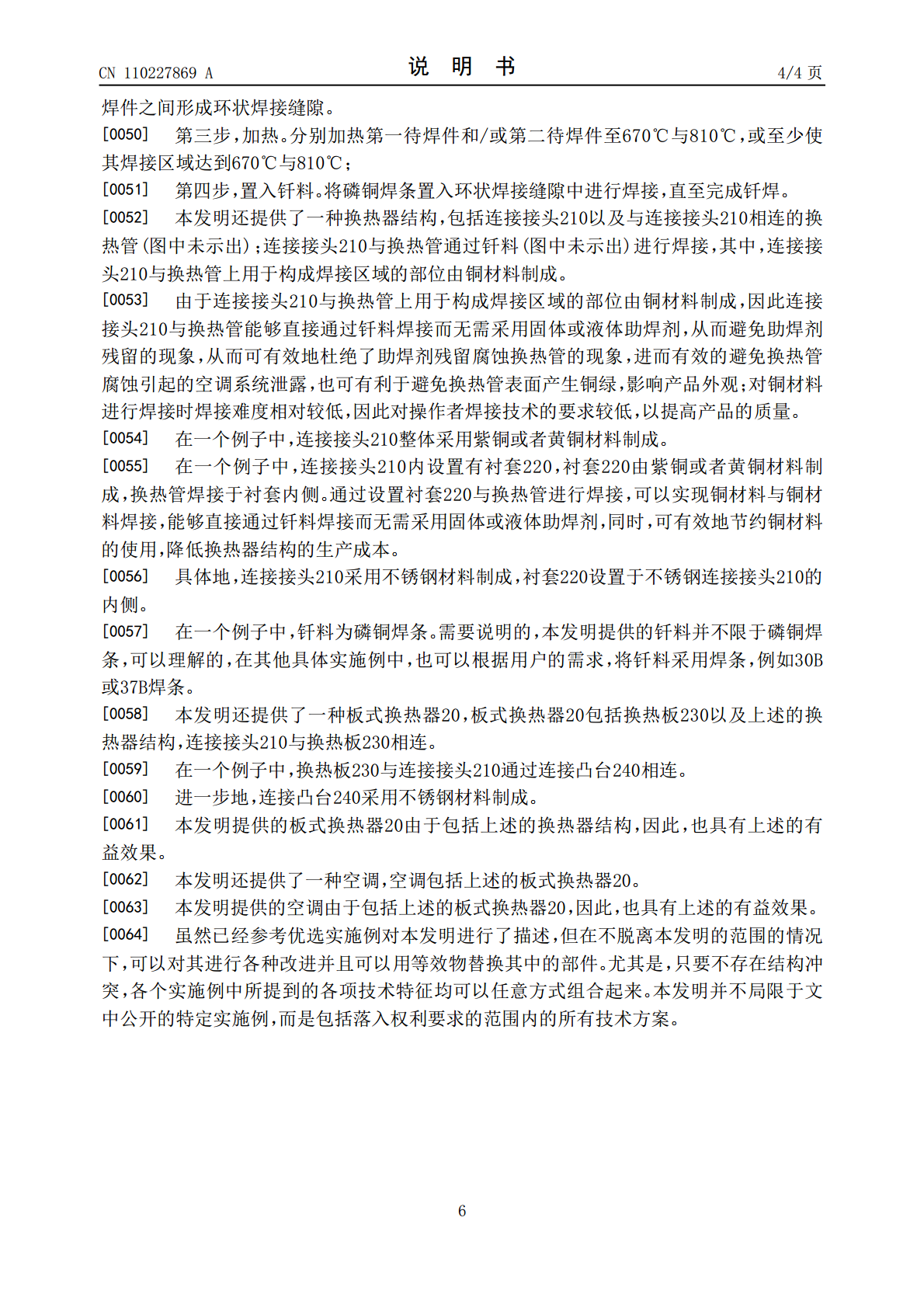
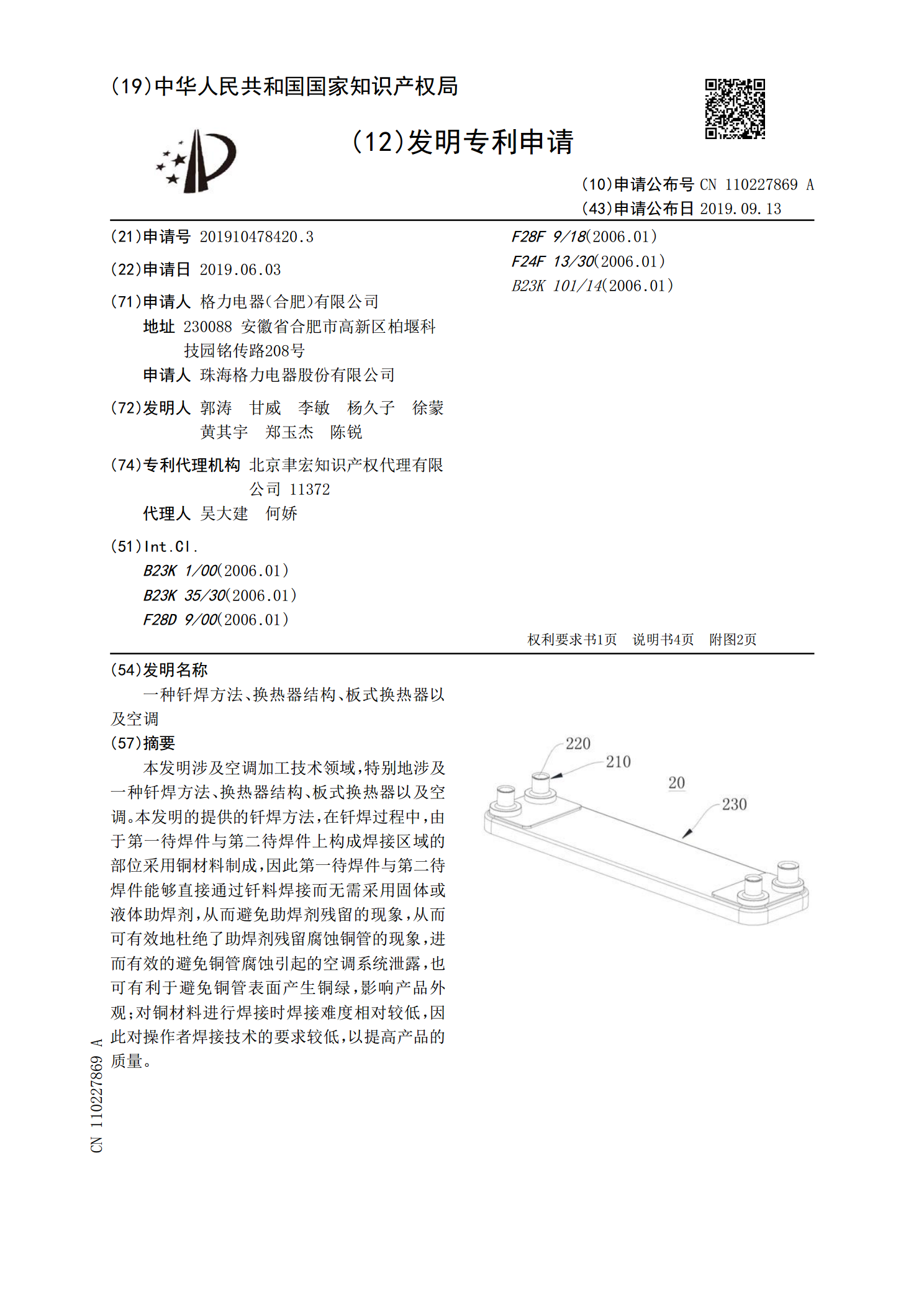
本发明涉及空调加工技术领域,特别地涉及一种钎焊方法、换热器结构、板式换热器以及空调。本发明的提供的钎焊方法,在钎焊过程中,由于第一待焊件与第二待焊件上构成焊接区域的部位采用铜材料制成,因此第一待焊件与第二待焊件能够直接通过钎料焊接而无需采用固体或液体助焊剂,从而避免助焊剂残留的现象,从而可有效地杜绝了助焊剂残留腐蚀铜管的现象,进而有效的避免铜管腐蚀引起的空调系统泄露,也可有利于避免铜管表面产生铜绿,影响产品外观;对铜材料进行焊接时焊接难度相对较低,因此对操作者焊接技术的要求较低,以提高产品的质量。

钎焊板式换热器.docx
钎焊板式换热器产品简介钎焊板式换热器:(家用小型过水热)不用气不用电,热水时时刻刻来相伴。利用暖气的热量把自来水加热成30℃—65℃的生活用水。本设备串连到暖气管道上,不影响供暖的情况下,暖气的高温热水与自来水(绝对不混合)在本设备内部进行热量交换,自来水吸收热量,水温迅速提高变成热水。换句话说是利用暖气高温热水的热量将自来水加热,即开即热,不用等待。产热水多,水温高,与暖气热水温度的温差在5°C左右,暖气热水快速循环,提供源源不断的热量,故可实现全天候连续供应干净的热水。用于洗澡、洗菜、做饭、洗衣等,热
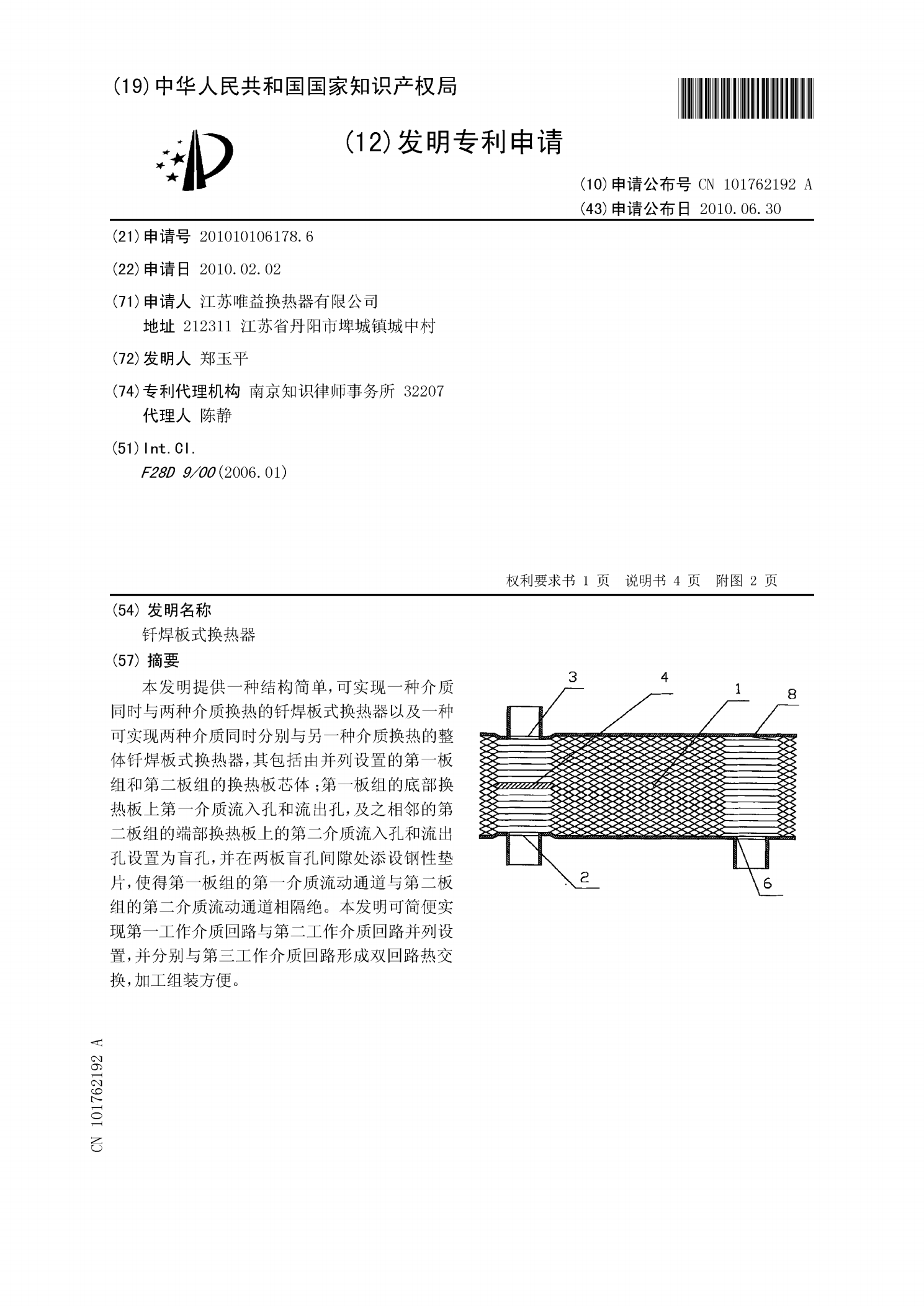
钎焊板式换热器.pdf
本发明提供一种结构简单,可实现一种介质同时与两种介质换热的钎焊板式换热器以及一种可实现两种介质同时分别与另一种介质换热的整体钎焊板式换热器,其包括由并列设置的第一板组和第二板组的换热板芯体;第一板组的底部换热板上第一介质流入孔和流出孔,及之相邻的第二板组的端部换热板上的第二介质流入孔和流出孔设置为盲孔,并在两板盲孔间隙处添设钢性垫片,使得第一板组的第一介质流动通道与第二板组的第二介质流动通道相隔绝。本发明可简便实现第一工作介质回路与第二工作介质回路并列设置,并分别与第三工作介质回路形成双回路热交换,加工组
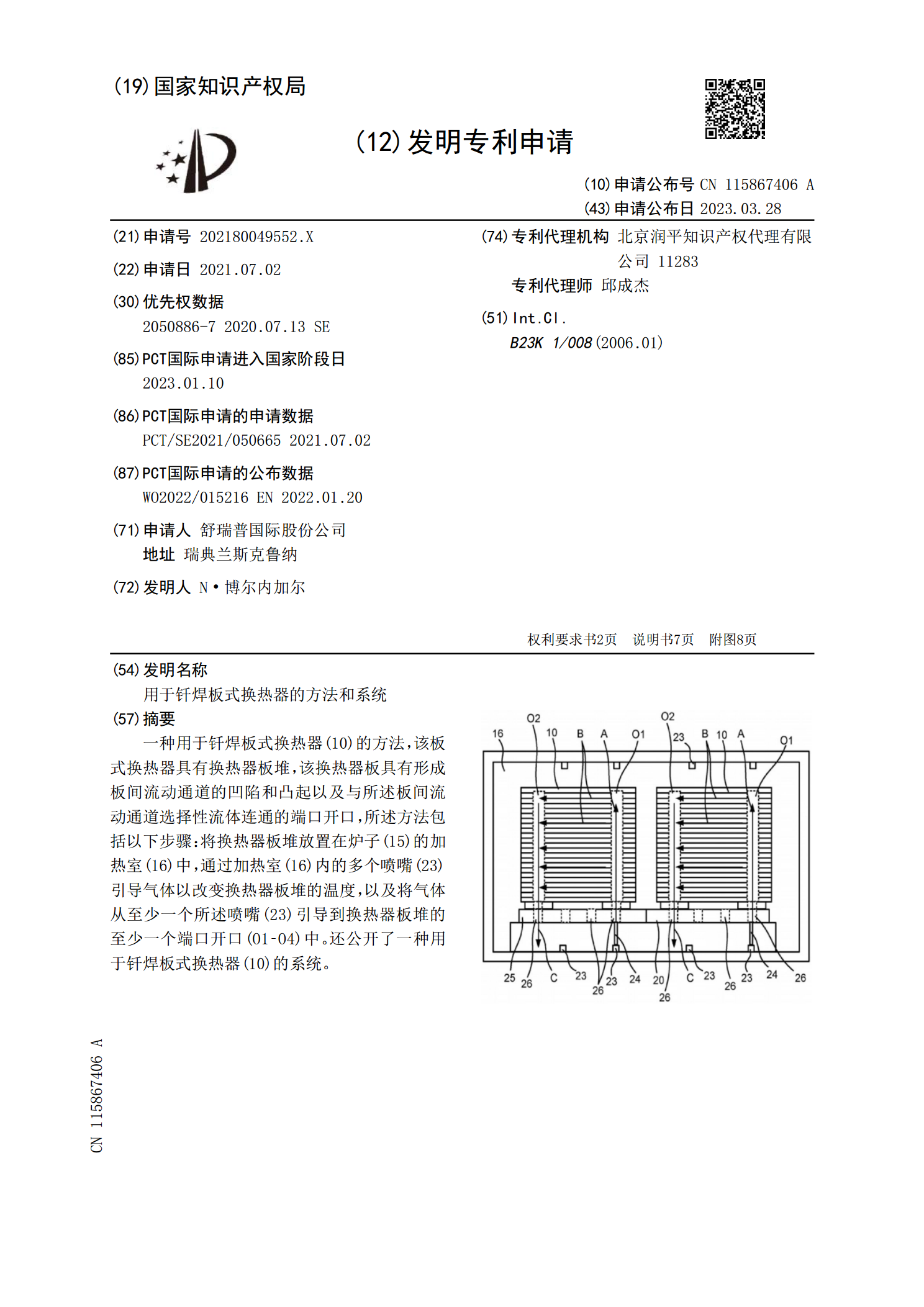
用于钎焊板式换热器的方法和系统.pdf
一种用于钎焊板式换热器(10)的方法,该板式换热器具有换热器板堆,该换热器板具有形成板间流动通道的凹陷和凸起以及与所述板间流动通道选择性流体连通的端口开口,所述方法包括以下步骤:将换热器板堆放置在炉子(15)的加热室(16)中,通过加热室(16)内的多个喷嘴(23)引导气体以改变换热器板堆的温度,以及将气体从至少一个所述喷嘴(23)引导到换热器板堆的至少一个端口开口(O1‑O4)中。还公开了一种用于钎焊板式换热器(10)的系统。
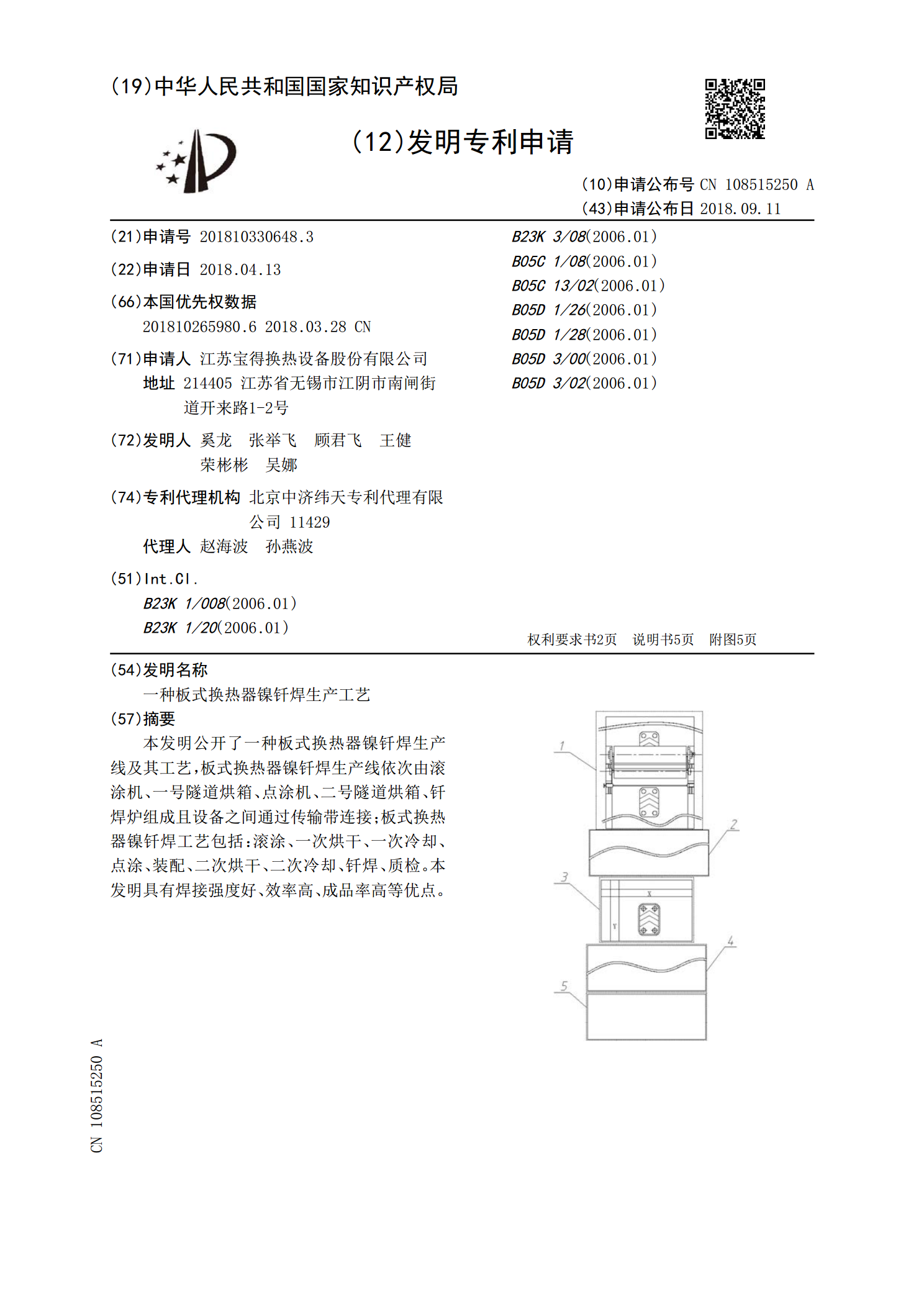
一种板式换热器镍钎焊生产工艺.pdf
本发明公开了一种板式换热器镍钎焊生产线及其工艺,板式换热器镍钎焊生产线依次由滚涂机、一号隧道烘箱、点涂机、二号隧道烘箱、钎焊炉组成且设备之间通过传输带连接;板式换热器镍钎焊工艺包括:滚涂、一次烘干、一次冷却、点涂、装配、二次烘干、二次冷却、钎焊、质检。本发明具有焊接强度好、效率高、成品率高等优点。