
重卡锂离子电池模组激光焊接装置.pdf

努力****振宇


1/10

2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
重卡锂离子电池模组激光焊接装置.pdf
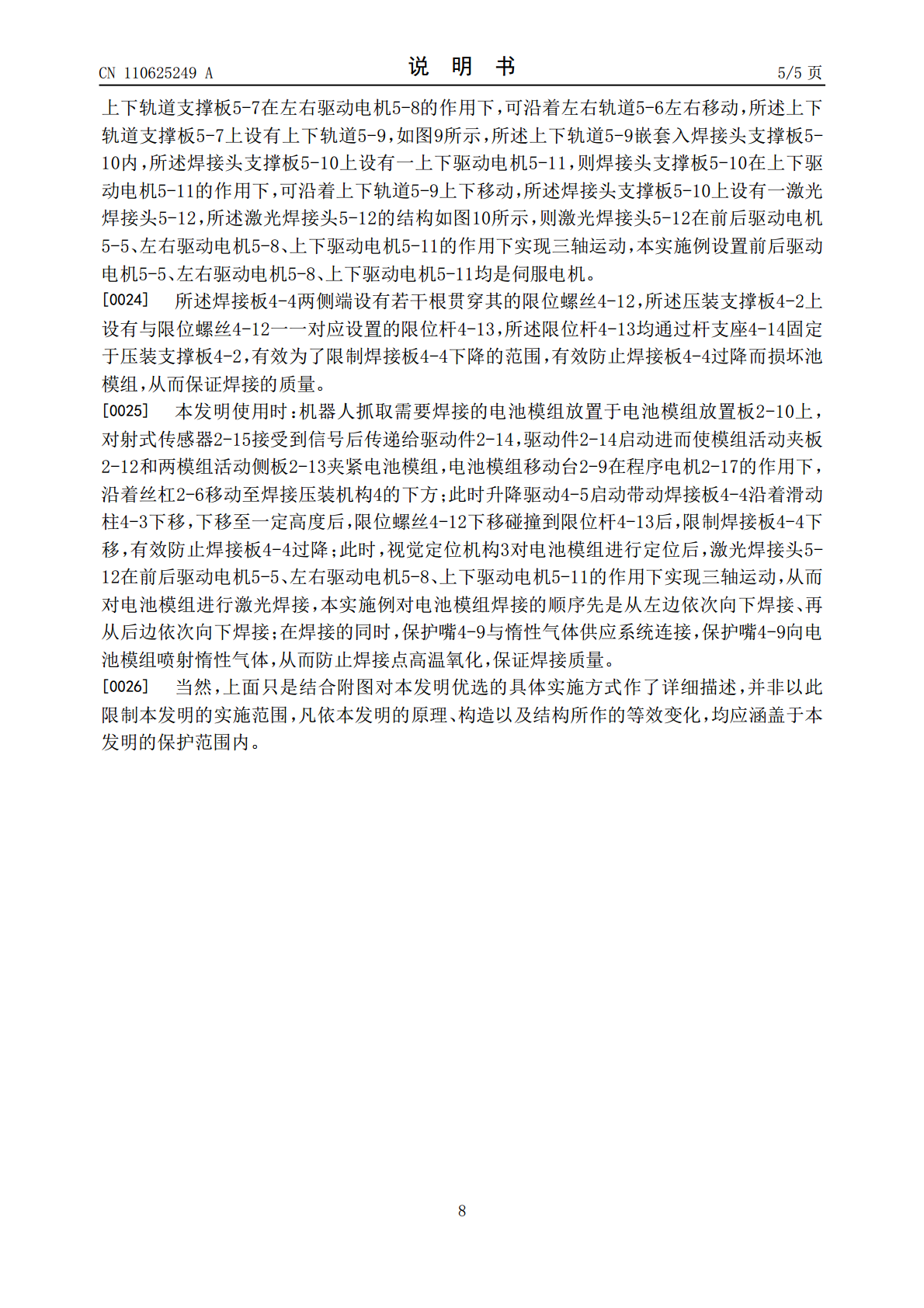
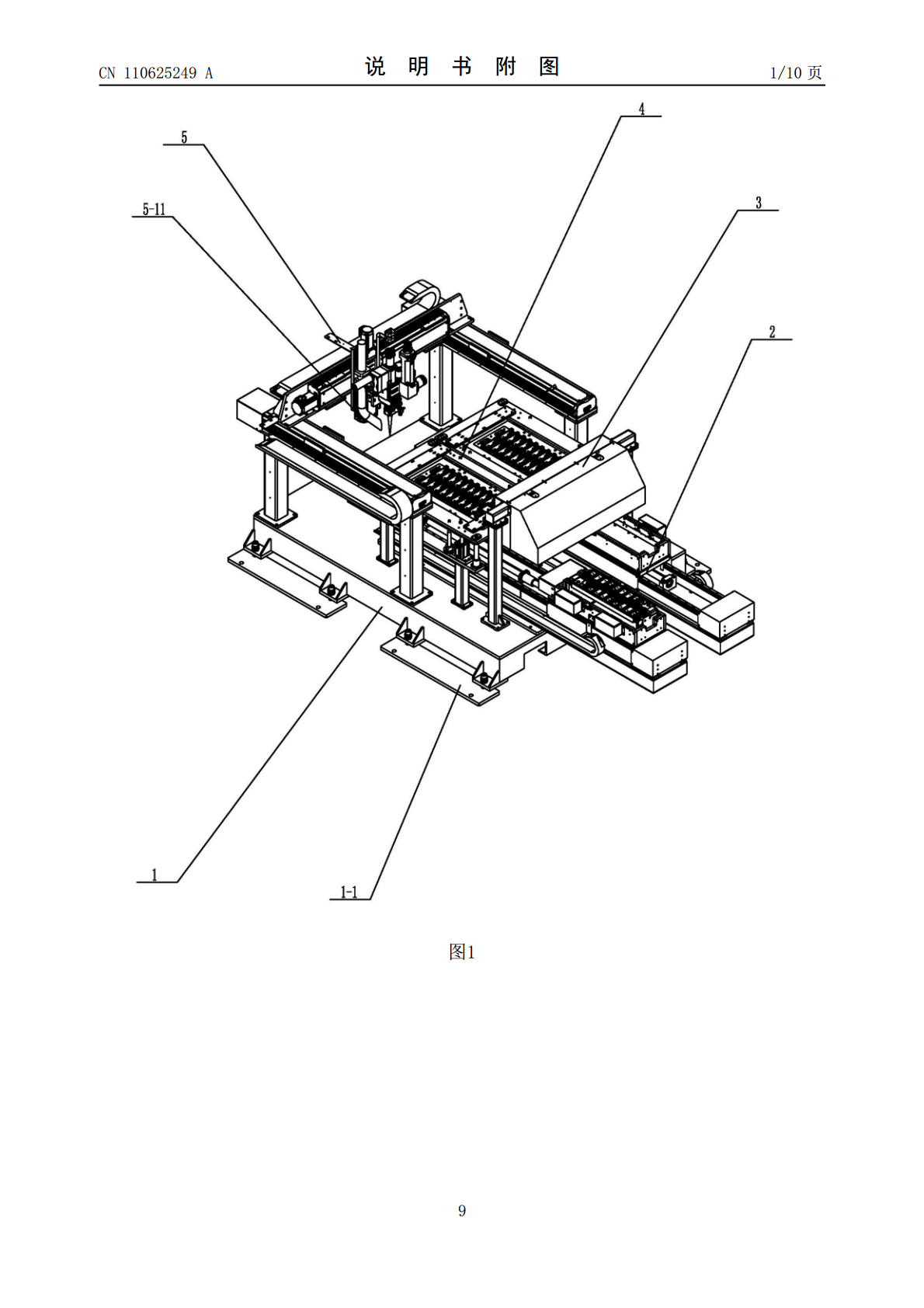
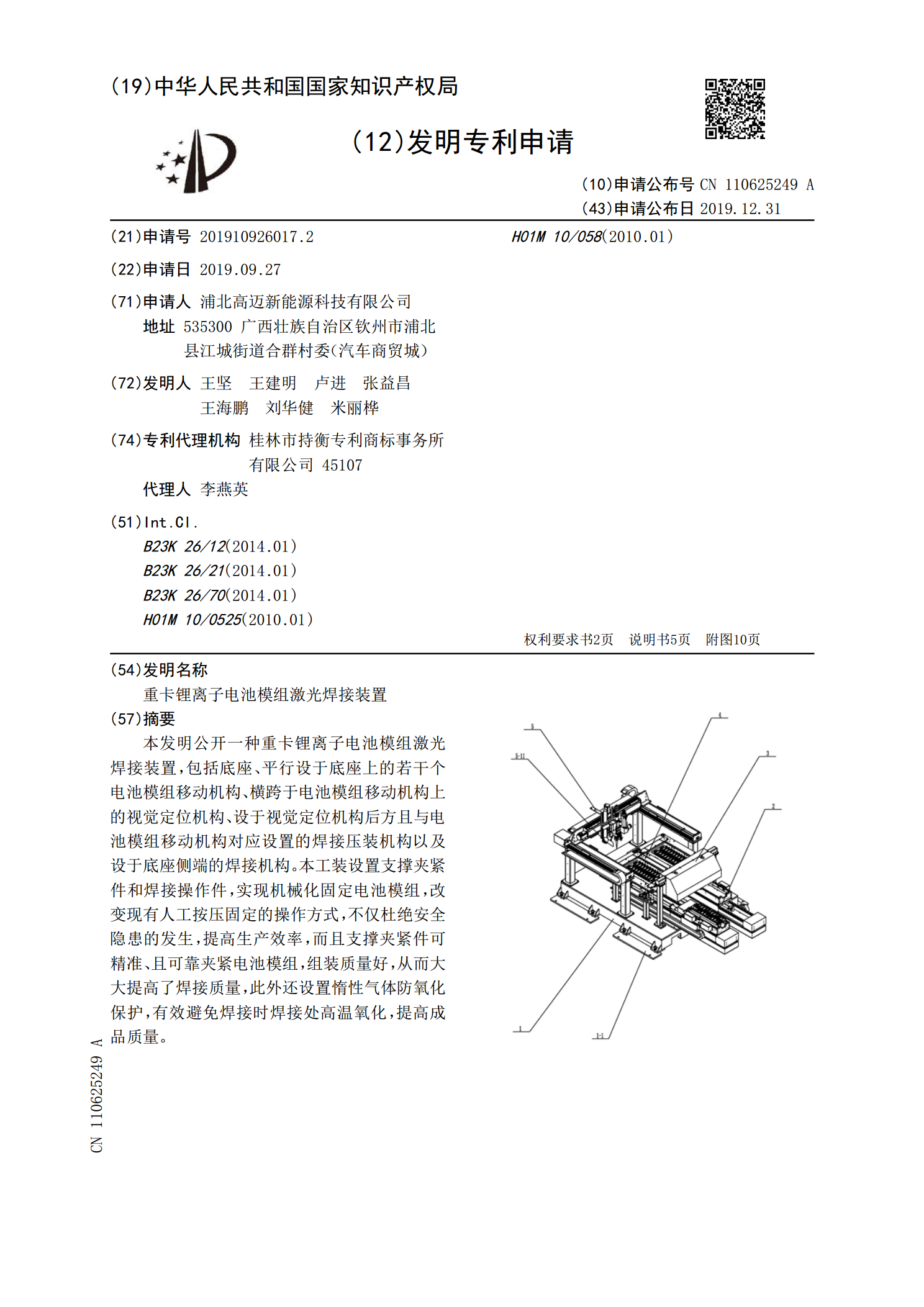
本发明公开一种重卡锂离子电池模组激光焊接装置,包括底座、平行设于底座上的若干个电池模组移动机构、横跨于电池模组移动机构上的视觉定位机构、设于视觉定位机构后方且与电池模组移动机构对应设置的焊接压装机构以及设于底座侧端的焊接机构。本工装设置支撑夹紧件和焊接操作件,实现机械化固定电池模组,改变现有人工按压固定的操作方式,不仅杜绝安全隐患的发生,提高生产效率,而且支撑夹紧件可精准、且可靠夹紧电池模组,组装质量好,从而大大提高了焊接质量,此外还设置惰性气体防氧化保护,有效避免焊接时焊接处高温氧化,提高成品质量。

36V锂离子电池模组激光焊接工装.pdf
本发明公开36V锂离子电池模组激光焊接工装,包括支撑夹紧件和焊接操作件;所述支撑夹紧件包括夹紧底板、两转轴支撑柱、两转轴安装块、两转轴、两焊接操作板支撑柱、基板吸嘴、快速夹具支撑柱、快速夹具、端部定位块、固定支撑杆、调整杆基座、调整杆、操作杆;所述焊接操作件包括焊接操作板、夹具槽、电池焊接槽行、保护嘴、操作手柄;还包括辅助安装板。本工装设置实现机械化固定电池模组,不仅杜绝安全隐患的发生,提高生产效率,而且支撑夹紧件可精准、且可靠夹紧电池模组,组装质量好,从而大大提高了焊接质量,此外还设置惰性气体防氧化保护

24V锂离子电池模组激光焊接工装.pdf
本发明公开24V锂离子电池模组激光焊接工装,包括支撑夹紧件和焊接操作件;所述支撑夹紧件包括夹紧底板、两转轴支撑柱、两转轴安装块、两转轴、两焊接基板支撑柱、基板吸嘴、快速夹具支撑柱、快速夹具、端部定位块、固定支撑杆、调整杆基座、调整杆、操作杆;所述焊接操作件包括焊接基、夹具槽、氮气冷却部、焊接支撑板、电池焊接槽、保护嘴、操作手柄;还包括连接板支撑板。本工装设置实现机械化固定电池模组,不仅杜绝安全隐患的发生,提高生产效率,而且支撑夹紧件可精准、且可靠夹紧电池模组,组装质量好,从而大大提高了焊接质量,此外还设置
激光切割模组及装置.pdf
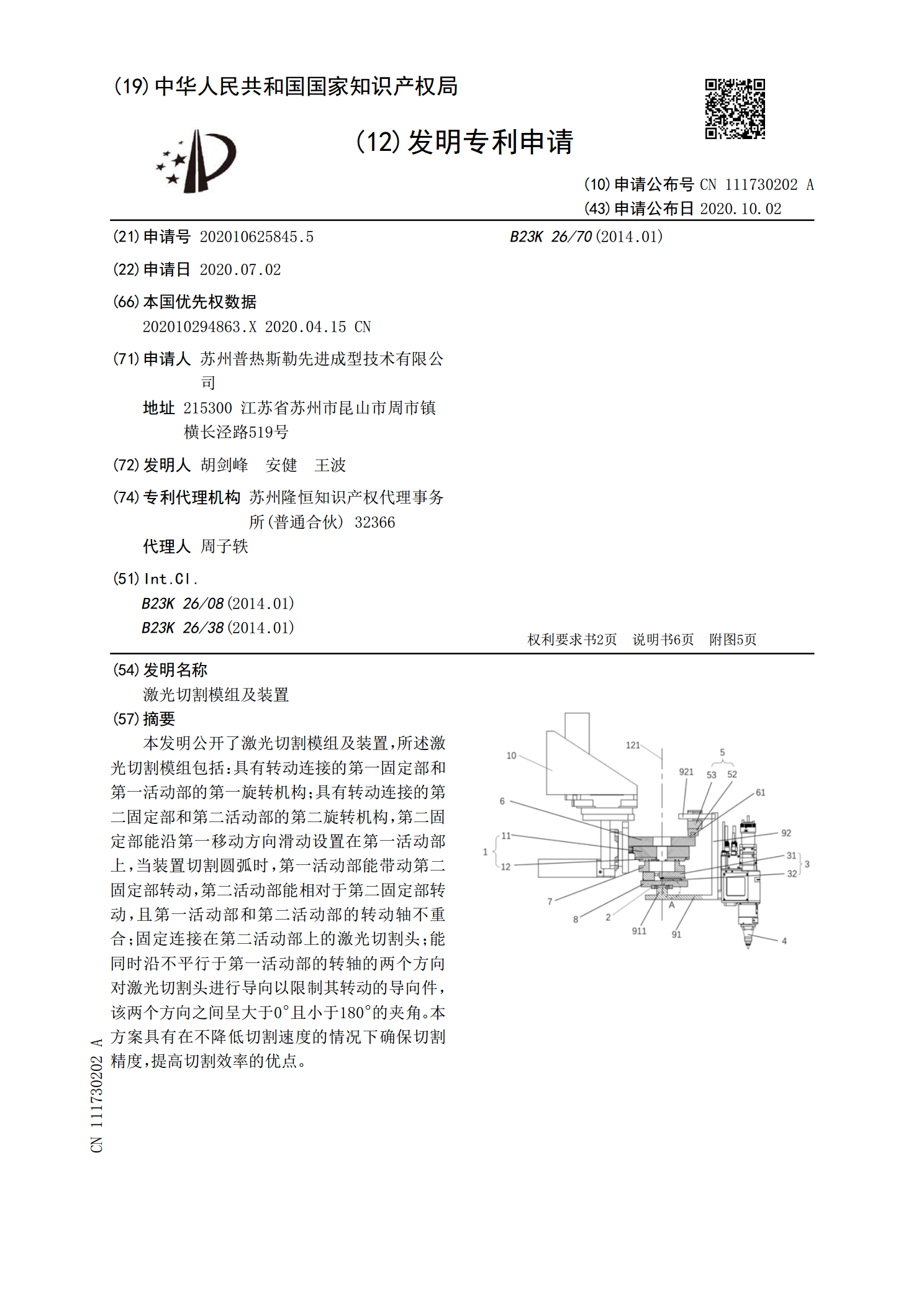
本发明公开了激光切割模组及装置,所述激光切割模组包括:具有转动连接的第一固定部和第一活动部的第一旋转机构;具有转动连接的第二固定部和第二活动部的第二旋转机构,第二固定部能沿第一移动方向滑动设置在第一活动部上,当装置切割圆弧时,第一活动部能带动第二固定部转动,第二活动部能相对于第二固定部转动,且第一活动部和第二活动部的转动轴不重合;固定连接在第二活动部上的激光切割头;能同时沿不平行于第一活动部的转轴的两个方向对激光切割头进行导向以限制其转动的导向件,该两个方向之间呈大于0°且小于180°的夹角。本方案具有在
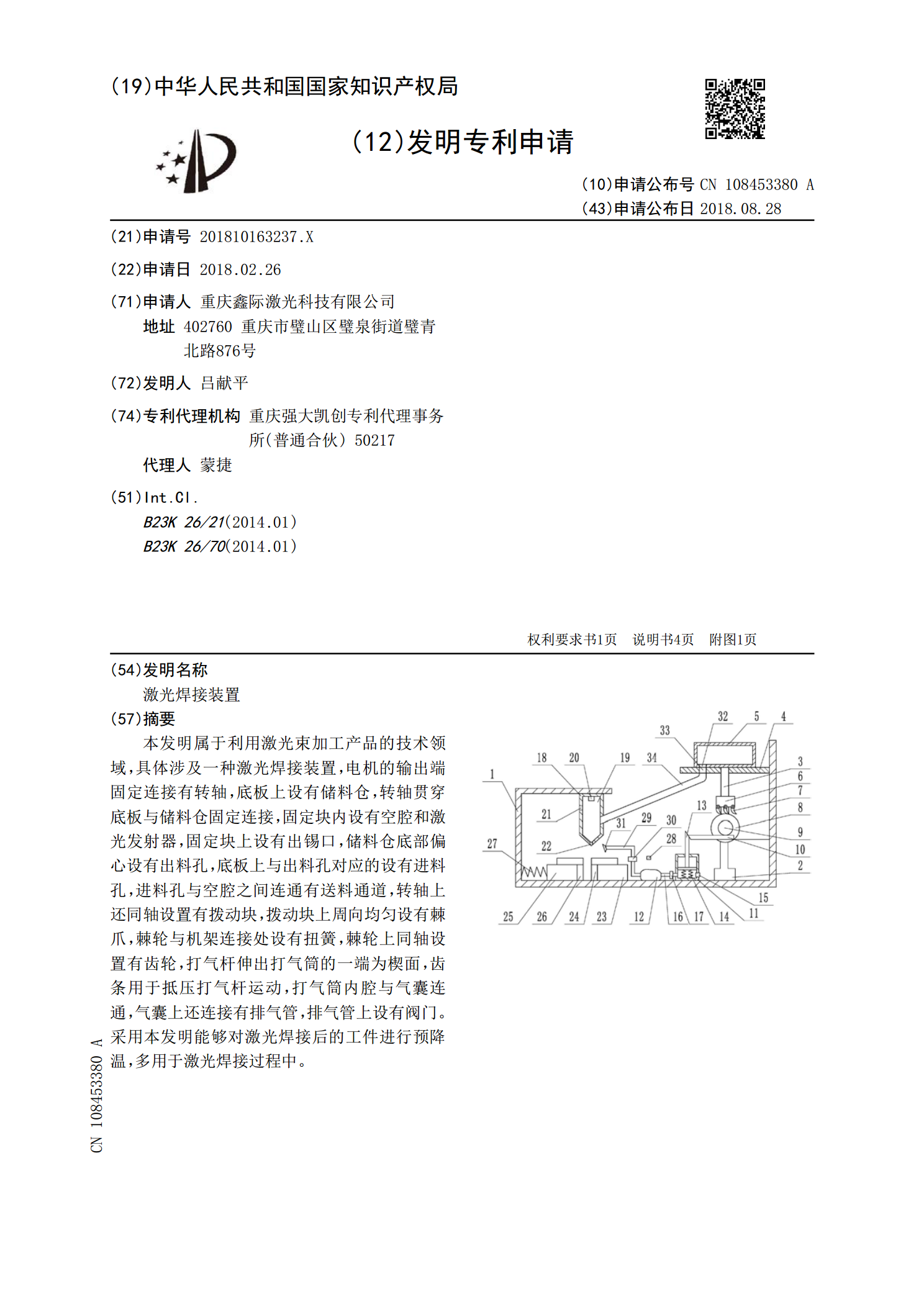
激光焊接装置.pdf
本发明属于利用激光束加工产品的技术领域,具体涉及一种激光焊接装置,电机的输出端固定连接有转轴,底板上设有储料仓,转轴贯穿底板与储料仓固定连接,固定块内设有空腔和激光发射器,固定块上设有出锡口,储料仓底部偏心设有出料孔,底板上与出料孔对应的设有进料孔,进料孔与空腔之间连通有送料通道,转轴上还同轴设置有拨动块,拨动块上周向均匀设有棘爪,棘轮与机架连接处设有扭簧,棘轮上同轴设置有齿轮,打气杆伸出打气筒的一端为楔面,齿条用于抵压打气杆运动,打气筒内腔与气囊连通,气囊上还连接有排气管,排气管上设有阀门。采用本发明能