
一种快速更换抛头的方法.pdf

书生****66

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种快速更换抛头的方法.pdf
本发明公开了一种快速更换抛头的方法,通过制作离线抛头装配平台,利用日常时间对抛头进行离线装配,方便抛头损坏后随时能更换抛头。本发明可以保证抛头电机的完好性,尺寸的完好性,加快抛头电机的更换速度,节省作业时间,杜绝因抛头电机与内部消耗件尺寸不匹配导致重复作业。
一种可快速更换的模具头.pdf
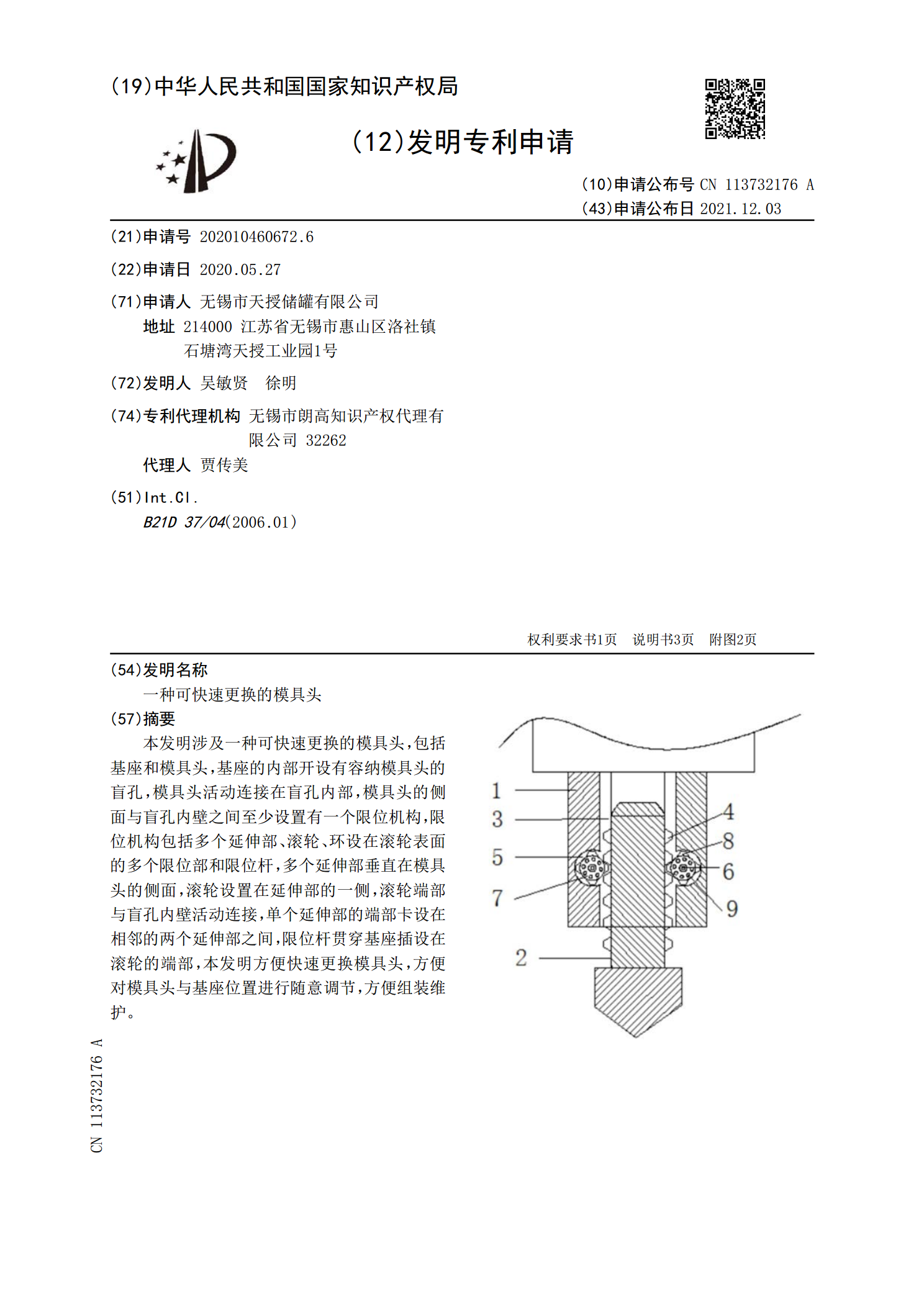
本发明涉及一种可快速更换的模具头,包括基座和模具头,基座的内部开设有容纳模具头的盲孔,模具头活动连接在盲孔内部,模具头的侧面与盲孔内壁之间至少设置有一个限位机构,限位机构包括多个延伸部、滚轮、环设在滚轮表面的多个限位部和限位杆,多个延伸部垂直在模具头的侧面,滚轮设置在延伸部的一侧,滚轮端部与盲孔内壁活动连接,单个延伸部的端部卡设在相邻的两个延伸部之间,限位杆贯穿基座插设在滚轮的端部,本发明方便快速更换模具头,方便对模具头与基座位置进行随意调节,方便组装维护。

一种快速更换工作头的连接装置.pdf
本发明公开了一种快速更换工作头的连接装置,用于与带有内孔凸肋(8)的工作头(4)连接,其特征在于:包括能够插入到工作头(4)中的固定转套(2),以及用于套装在固定转套(2)中的驱动轴(1);固定转套(2)的外壁开设有至少一个能够与内孔凸肋(8)相配合的槽,槽的槽面(2.1)上加工有径向的通孔(2.5),通孔(2.5)中活动装配有一锁止件;驱动轴(1)上加工有锁紧工作面(1.2)和释放工作面(1.1)。本发明的有益效果是:锁紧装置与机器运行存在着运动关联,工作头只有处于锁止状态,工作头才能被驱动而工作,所以

一种可以快速更换铲头的省力铁锹.pdf
本发明涉及一种铁锹,尤其涉及一种可以快速更换铲头的省力铁锹。技术问题是如何设计一种能够方便铲头的更换,且能使得不同身高的人能省力使用的可以快速更换铲头的省力铁锹。一种可以快速更换铲头的省力铁锹,包括有:支撑杆,所述支撑杆一端放置有可拆卸铲头;防滑握套,所述防滑握套固定套装于远离所述可拆卸铲头的所述支撑杆外一侧周向。本发明通过使得可拆卸铲头与土接触,踩动杠杆施力机构向下移动,杠杆施力机构向下移动带动支撑杆向下移动,支撑杆向下移动带动可拆卸铲头向下移动插入土内,再拉动支撑杆摆动使得可拆卸铲头将土铲出,且通过夹
一种快速更换钳头的妇产科止血装置.pdf
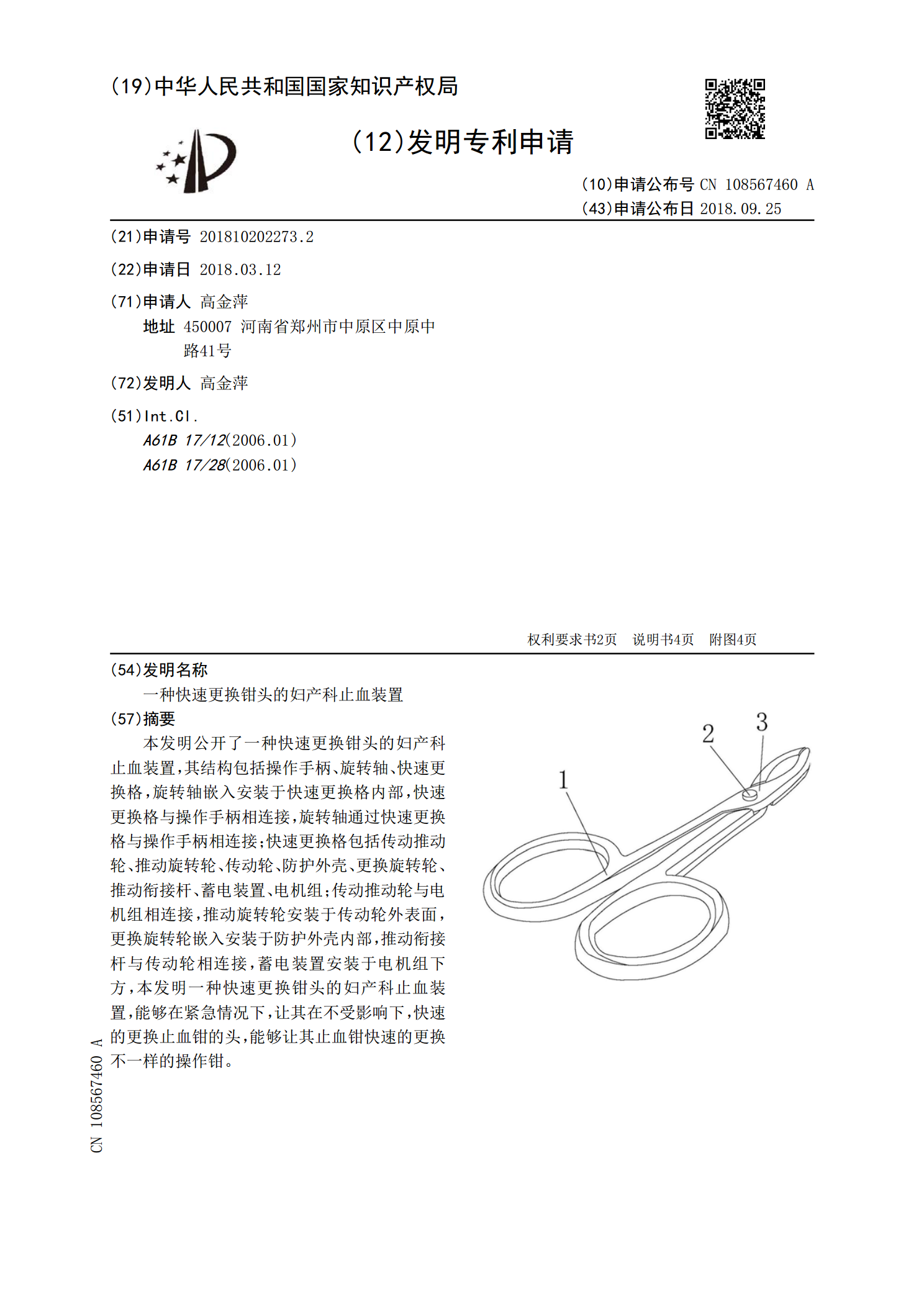
本发明公开了一种快速更换钳头的妇产科止血装置,其结构包括操作手柄、旋转轴、快速更换格,旋转轴嵌入安装于快速更换格内部,快速更换格与操作手柄相连接,旋转轴通过快速更换格与操作手柄相连接;快速更换格包括传动推动轮、推动旋转轮、传动轮、防护外壳、更换旋转轮、推动衔接杆、蓄电装置、电机组;传动推动轮与电机组相连接,推动旋转轮安装于传动轮外表面,更换旋转轮嵌入安装于防护外壳内部,推动衔接杆与传动轮相连接,蓄电装置安装于电机组下方,本发明一种快速更换钳头的妇产科止血装置,能够在紧急情况下,让其在不受影响下,快速的更换