
涂胶方法、电池模组的制造方法及电池模组.pdf

一条****88

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
涂胶方法、电池模组的制造方法及电池模组.pdf
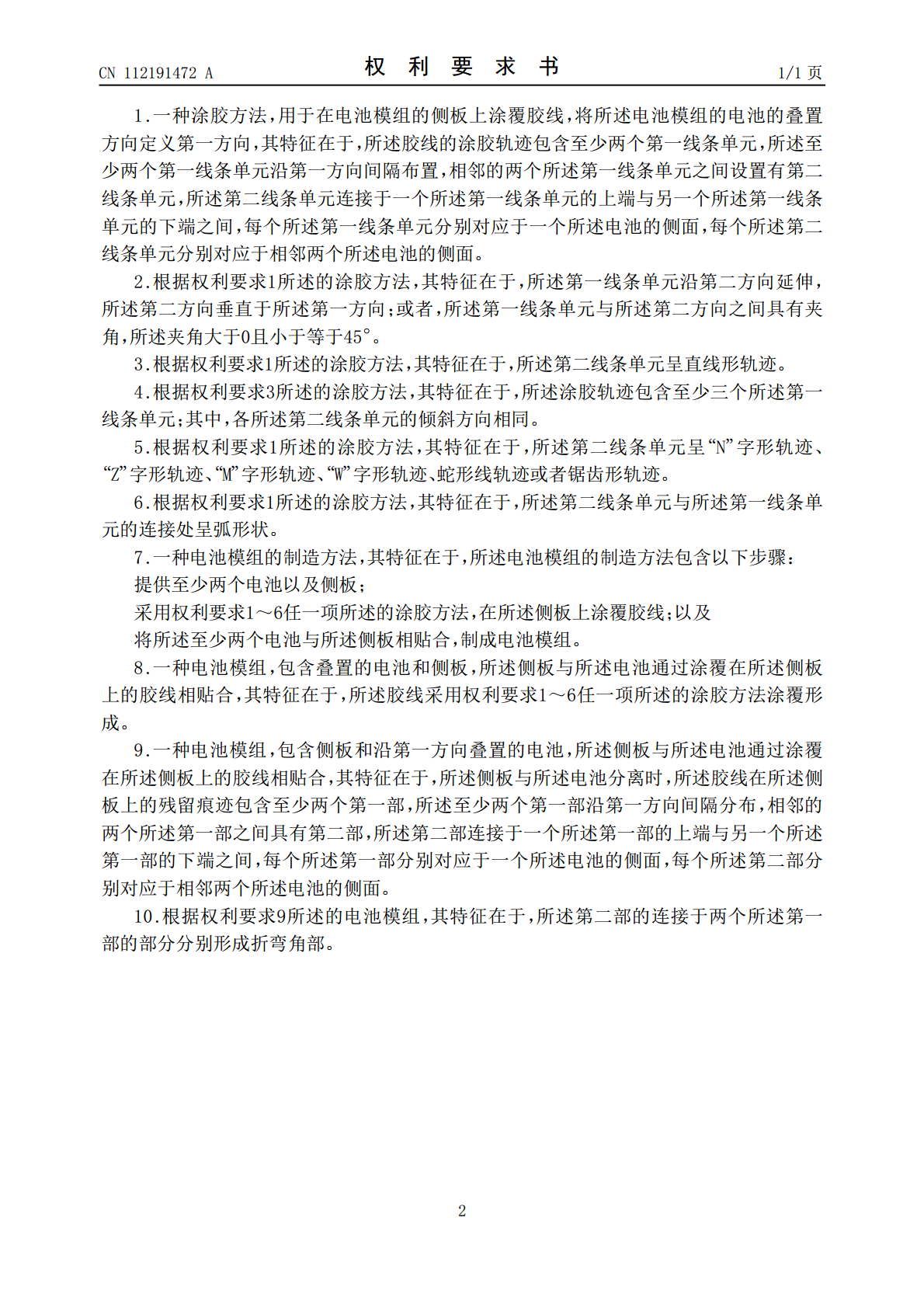
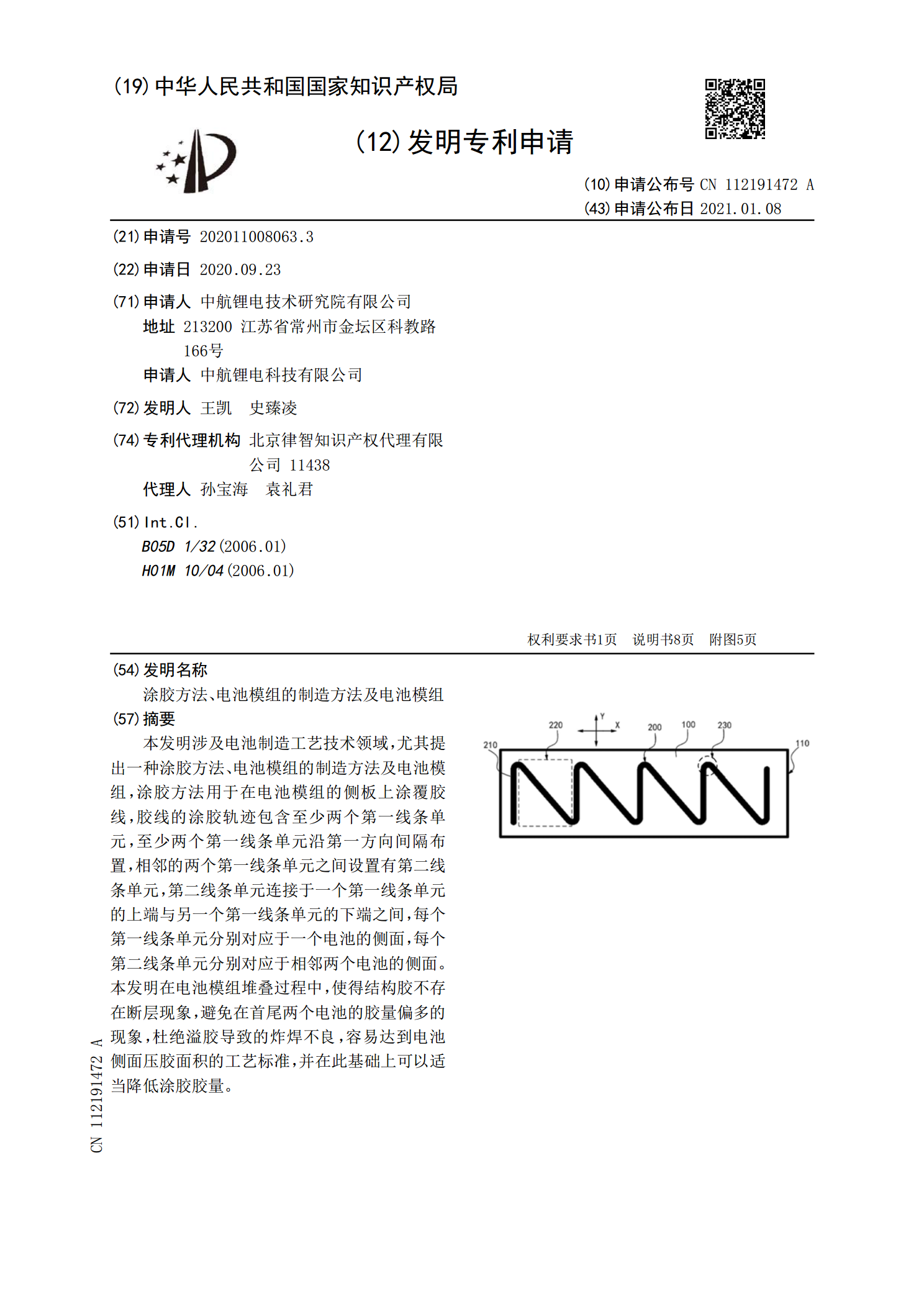
本发明涉及电池制造工艺技术领域,尤其提出一种涂胶方法、电池模组的制造方法及电池模组,涂胶方法用于在电池模组的侧板上涂覆胶线,胶线的涂胶轨迹包含至少两个第一线条单元,至少两个第一线条单元沿第一方向间隔布置,相邻的两个第一线条单元之间设置有第二线条单元,第二线条单元连接于一个第一线条单元的上端与另一个第一线条单元的下端之间,每个第一线条单元分别对应于一个电池的侧面,每个第二线条单元分别对应于相邻两个电池的侧面。本发明在电池模组堆叠过程中,使得结构胶不存在断层现象,避免在首尾两个电池的胶量偏多的现象,杜绝溢胶导
涂胶方法及电池模组的制造方法.pdf
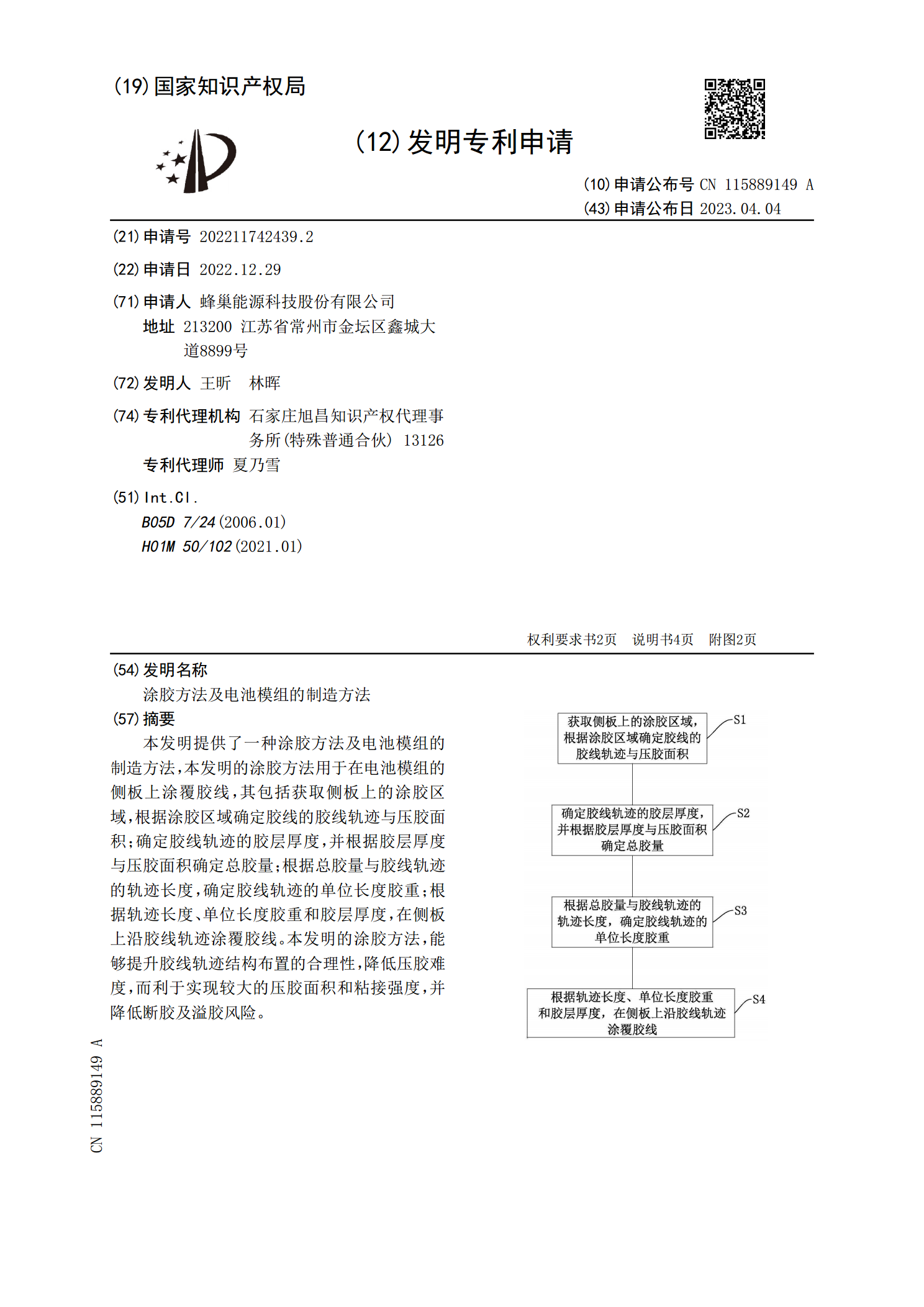
本发明提供了一种涂胶方法及电池模组的制造方法,本发明的涂胶方法用于在电池模组的侧板上涂覆胶线,其包括获取侧板上的涂胶区域,根据涂胶区域确定胶线的胶线轨迹与压胶面积;确定胶线轨迹的胶层厚度,并根据胶层厚度与压胶面积确定总胶量;根据总胶量与胶线轨迹的轨迹长度,确定胶线轨迹的单位长度胶重;根据轨迹长度、单位长度胶重和胶层厚度,在侧板上沿胶线轨迹涂覆胶线。本发明的涂胶方法,能够提升胶线轨迹结构布置的合理性,降低压胶难度,而利于实现较大的压胶面积和粘接强度,并降低断胶及溢胶风险。
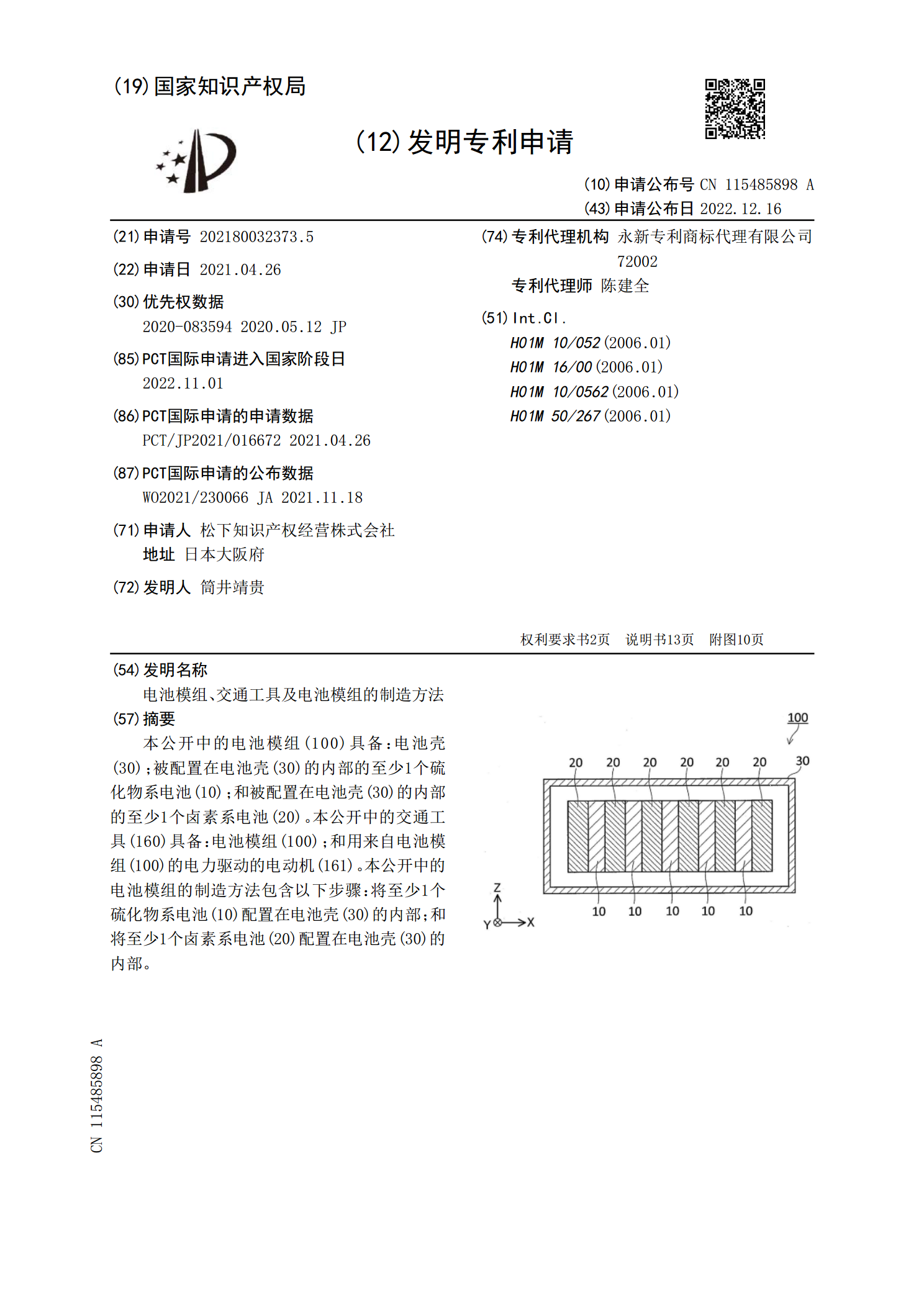
电池模组、交通工具及电池模组的制造方法.pdf
本公开中的电池模组(100)具备:电池壳(30);被配置在电池壳(30)的内部的至少1个硫化物系电池(10);和被配置在电池壳(30)的内部的至少1个卤素系电池(20)。本公开中的交通工具(160)具备:电池模组(100);和用来自电池模组(100)的电力驱动的电动机(161)。本公开中的电池模组的制造方法包含以下步骤:将至少1个硫化物系电池(10)配置在电池壳(30)的内部;和将至少1个卤素系电池(20)配置在电池壳(30)的内部。
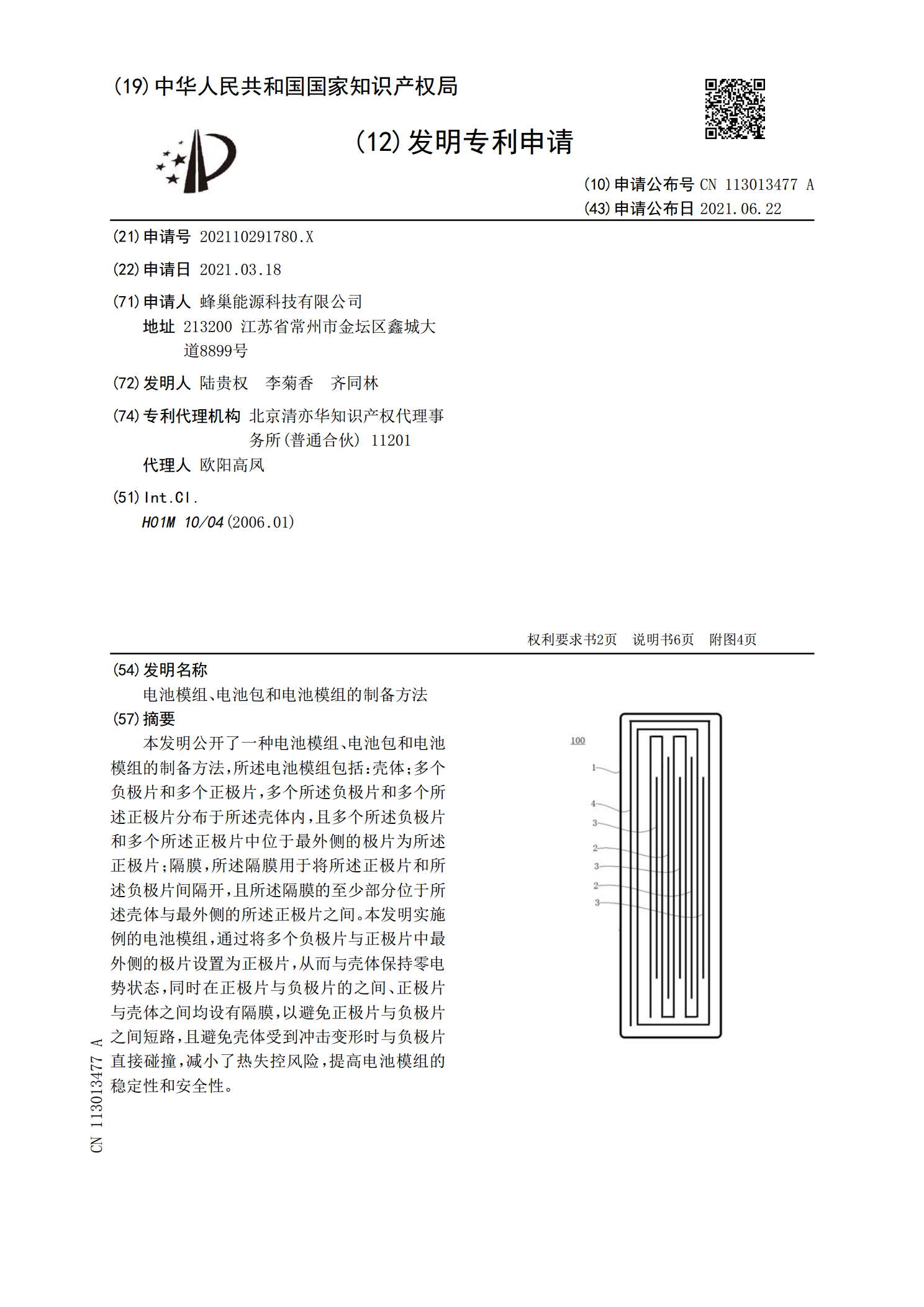
电池模组、电池包和电池模组的制备方法.pdf
本发明公开了一种电池模组、电池包和电池模组的制备方法,所述电池模组包括:壳体;多个负极片和多个正极片,多个所述负极片和多个所述正极片分布于所述壳体内,且多个所述负极片和多个所述正极片中位于最外侧的极片为所述正极片;隔膜,所述隔膜用于将所述正极片和所述负极片间隔开,且所述隔膜的至少部分位于所述壳体与最外侧的所述正极片之间。本发明实施例的电池模组,通过将多个负极片与正极片中最外侧的极片设置为正极片,从而与壳体保持零电势状态,同时在正极片与负极片的之间、正极片与壳体之间均设有隔膜,以避免正极片与负极片之间短路,
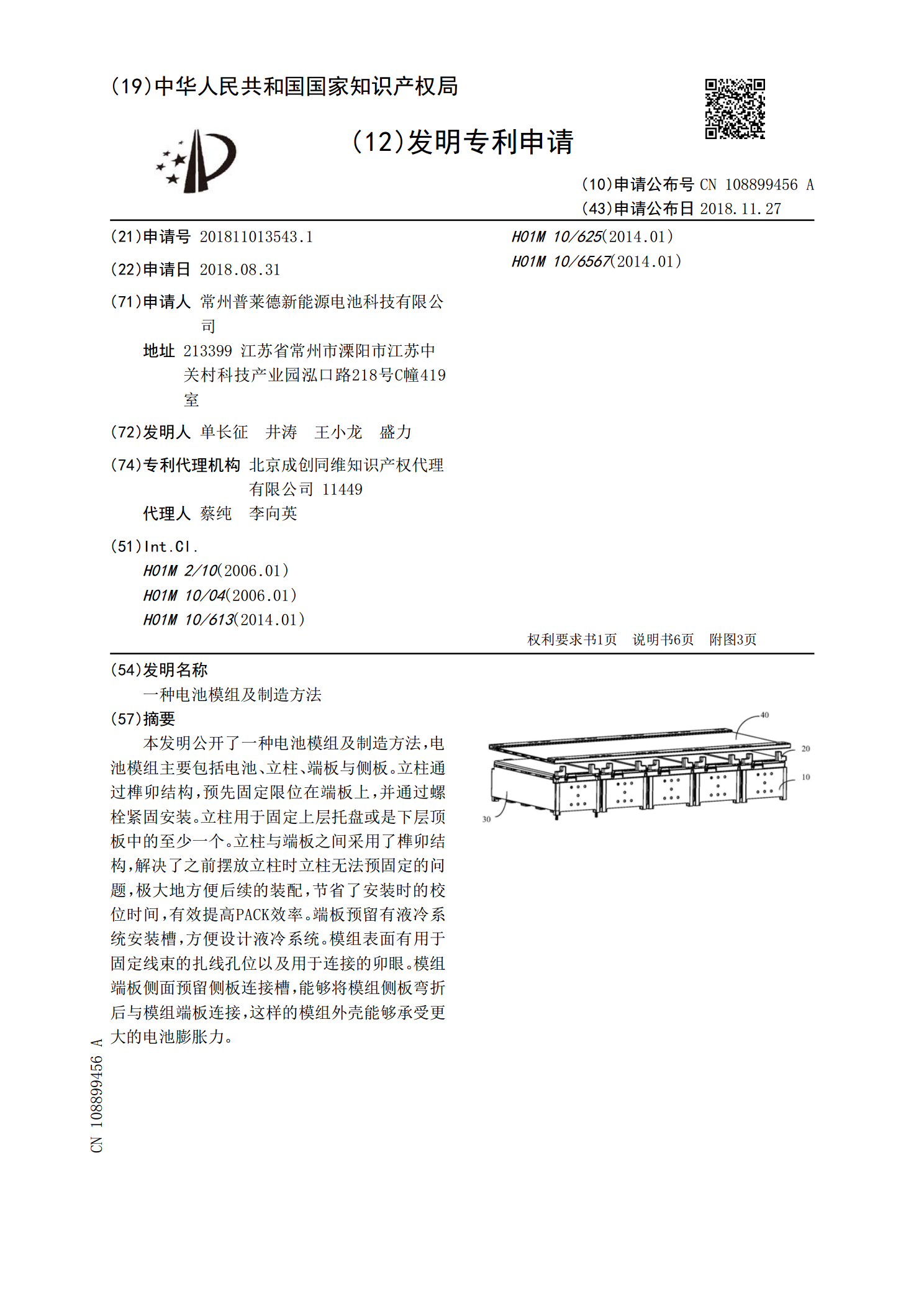
一种电池模组及制造方法.pdf
本发明公开了一种电池模组及制造方法,电池模组主要包括电池、立柱、端板与侧板。立柱通过榫卯结构,预先固定限位在端板上,并通过螺栓紧固安装。立柱用于固定上层托盘或是下层顶板中的至少一个。立柱与端板之间采用了榫卯结构,解决了之前摆放立柱时立柱无法预固定的问题,极大地方便后续的装配,节省了安装时的校位时间,有效提高PACK效率。端板预留有液冷系统安装槽,方便设计液冷系统。模组表面有用于固定线束的扎线孔位以及用于连接的卯眼。模组端板侧面预留侧板连接槽,能够将模组侧板弯折后与模组端板连接,这样的模组外壳能够承受更大的