
一种阀体定位夹具、加工装置、加工方法和生产设备.pdf

书錦****by


1/10

2/10
3/10
4/10

5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种阀体定位夹具、加工装置、加工方法和生产设备.pdf
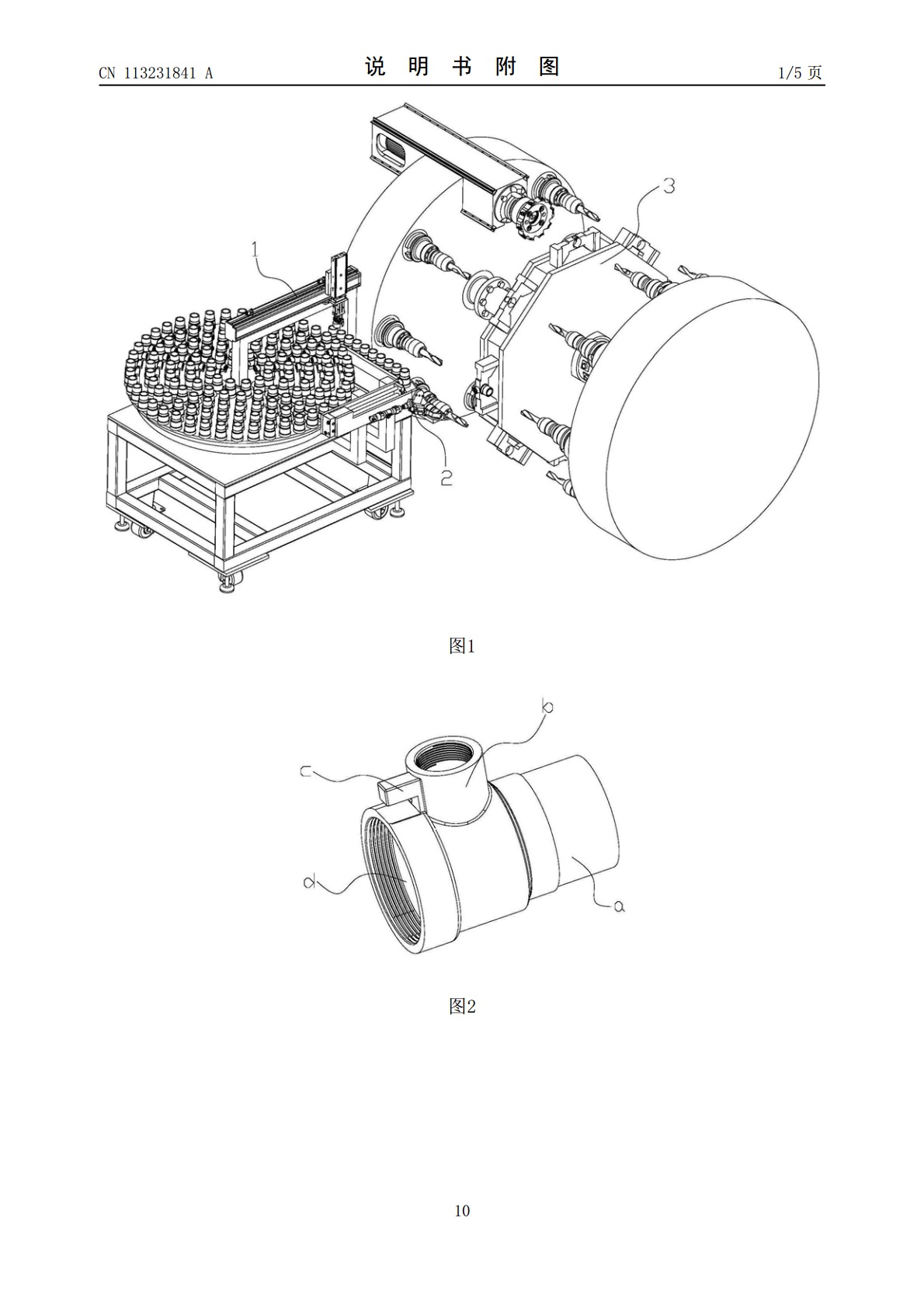
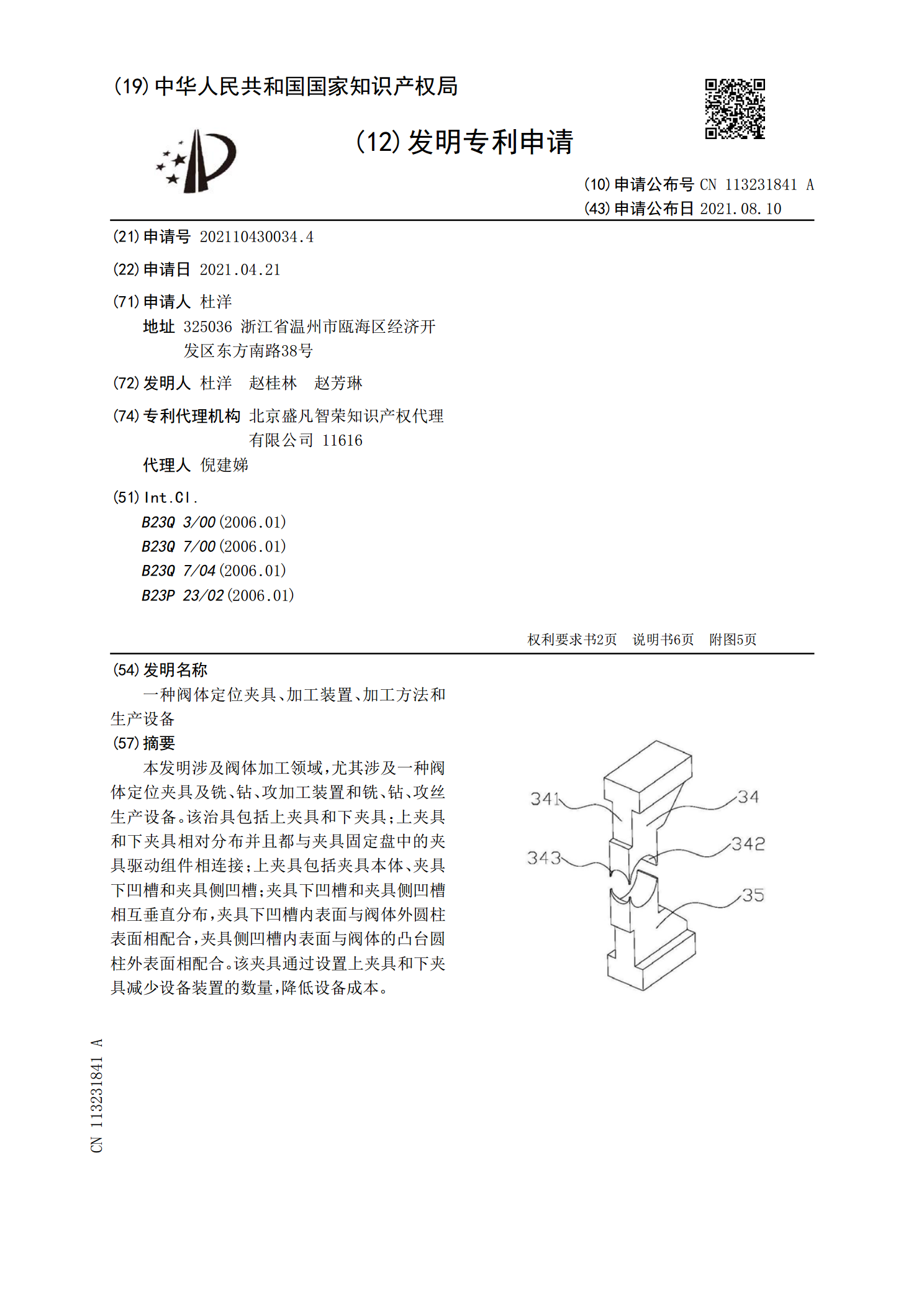
本发明涉及阀体加工领域,尤其涉及一种阀体定位夹具及铣、钻、攻加工装置和铣、钻、攻丝生产设备。该治具包括上夹具和下夹具;上夹具和下夹具相对分布并且都与夹具固定盘中的夹具驱动组件相连接;上夹具包括夹具本体、夹具下凹槽和夹具侧凹槽;夹具下凹槽和夹具侧凹槽相互垂直分布,夹具下凹槽内表面与阀体外圆柱表面相配合,夹具侧凹槽内表面与阀体的凸台圆柱外表面相配合。该夹具通过设置上夹具和下夹具减少设备装置的数量,降低设备成本。
阀体加工中心用夹具装置.pdf
本发明公开了一种阀体加工中心用夹具装置,包括底板,底板两侧分别设有左夹具板、右夹具板,左夹具板外侧固定设有并列排布的液压缸,液压缸的活塞杆前端固定连接有顶尖,左夹具板上开有与顶尖相配合的穿孔,右夹具板上转动设置有与顶尖相对应的分度定位芯轴,分度定位芯轴的一端与顶尖之间夹置有待加工的工件,另一端固定套装有轴端齿轮,轴端齿轮的下方啮合有分度齿条,右夹具板外侧固定设有横向排布的三个相互串接的气缸,本发明稳定性好,保证工件的加工质量,生产效率高,成本低,排屑方便,操作简单安全省时省力,维护容易。

一种阀体铣加工夹具.pdf
本发明一种阀体铣加工夹具,夹具本体(1)由钢材制成,用螺钉连为一体,支承板(5)焊接在夹具本体(1)的下部,双作出油缸(3)用用螺钉固定在夹具本体(1)的上部,连接销(4)将双作用油缸(3)的活塞杆和压头(2)连接,夹具本体(1)立柱左右两侧有两条T形槽,待加工阀体装到支承板(5)上,定位装置上的T形键插入立柱的T形槽后,待加工阀体靠紧定位支承(7‑2)定位,双作用油缸上进油口进油,双作用油缸活塞杆下移,通过连接销(4)带动压头(2)下移压紧待加工阀体,卸下定位装置(7)进行加工,加工完成后,双作用油缸(
一种阀体通用加工夹具.pdf
本发明涉及一种阀体通用加工夹具,主要包括工作台、定位销,工作台四周分布有滑槽,滑槽中滑动安装有压板、铰接座;压板、铰接座之间连接有平面四杆机构;最左侧的压板下端铰接有长连杆,长连杆左部具有控制架,控制架前端设有圆形槽,圆形槽内螺纹安装有螺杆,圆形槽内旋转安装有转接轮,转接轮在任意一圆周边缘端与长连杆铰接相连;转接轮中心位置设有环槽,转接轮的圆弧端设有卡槽,螺杆上固装有环插块,圆形槽前端连通有方槽,方槽内滑动安装有插销,控制架中心位置连接有支承架。本发明能够通过转接轮与控制架的连接方式,进而能够控制两个压板

一种阀体的加工工艺分析和夹具设计.docx
一种阀体的加工工艺分析和夹具设计一种阀体的加工工艺分析和夹具设计摘要:阀体是一种重要的机械零件,其加工工艺和夹具设计对于产品质量和生产效率具有重要影响。本文通过对一种阀体的加工工艺进行分析,并设计了相应的夹具,以提高加工效率和质量。关键词:阀体、加工工艺、夹具设计1.引言阀体作为一种常见的机械零件,广泛应用于各个工业领域。其加工工艺的合理性和夹具设计的合理性对于保证产品质量和提高生产效率具有重要作用。因此,本文选择一种阀体为研究对象,进行加工工艺分析和夹具设计的研究。2.阀体加工工艺分析2.1加工工艺流程