
一种新型瓷砖及其加工方法.pdf

光誉****君哥

1/10
2/10
3/10

4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种新型瓷砖及其加工方法.pdf
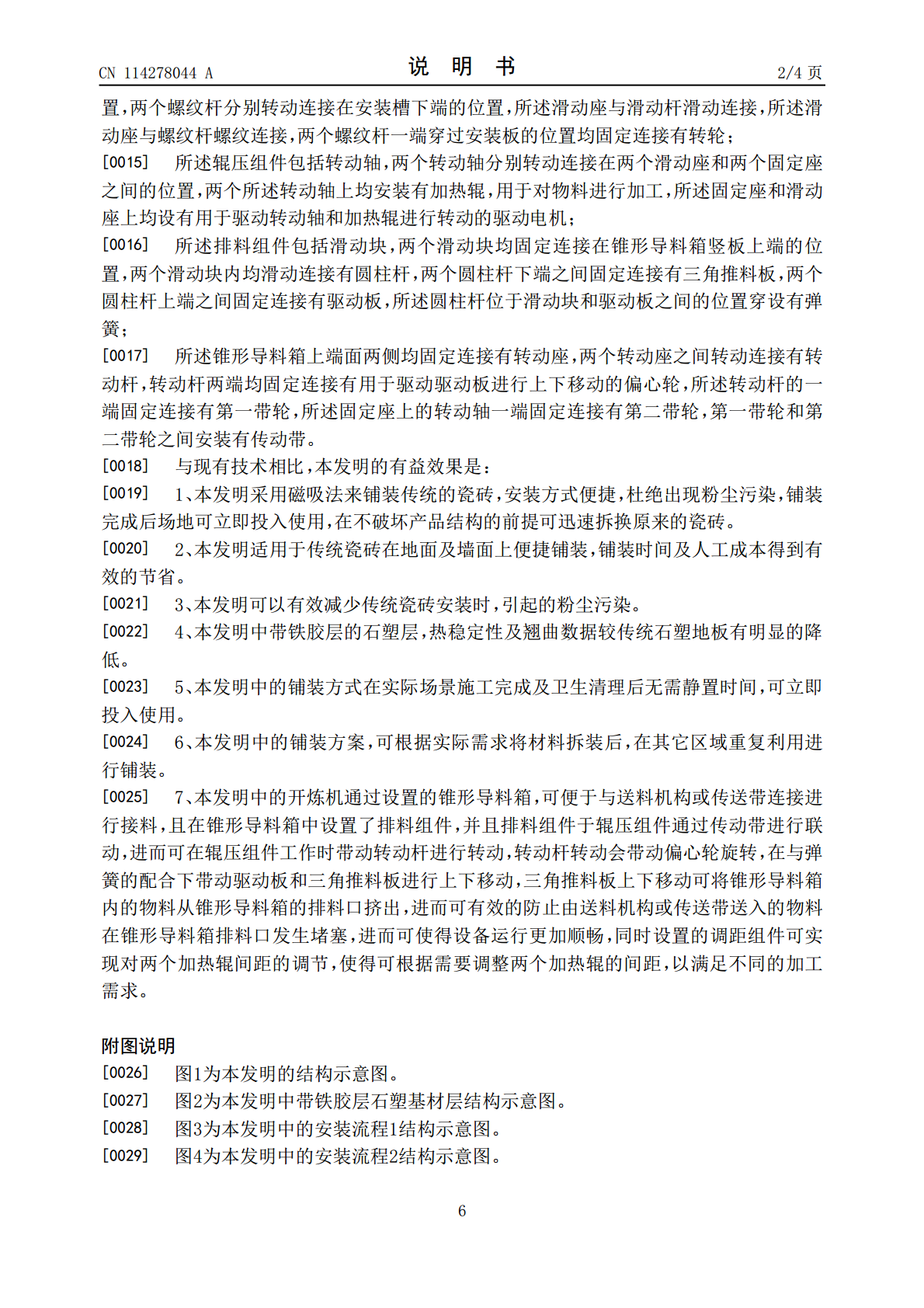
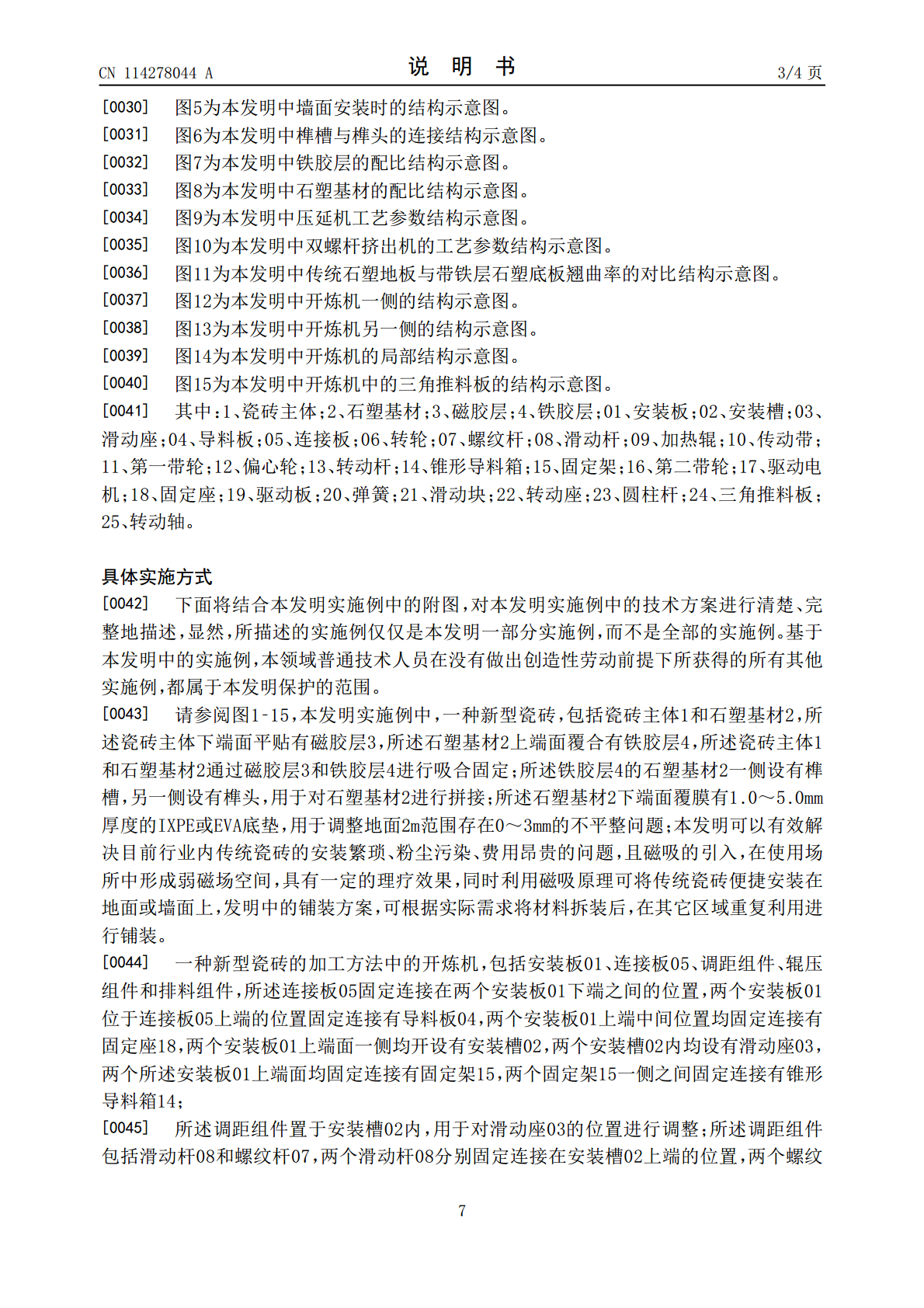
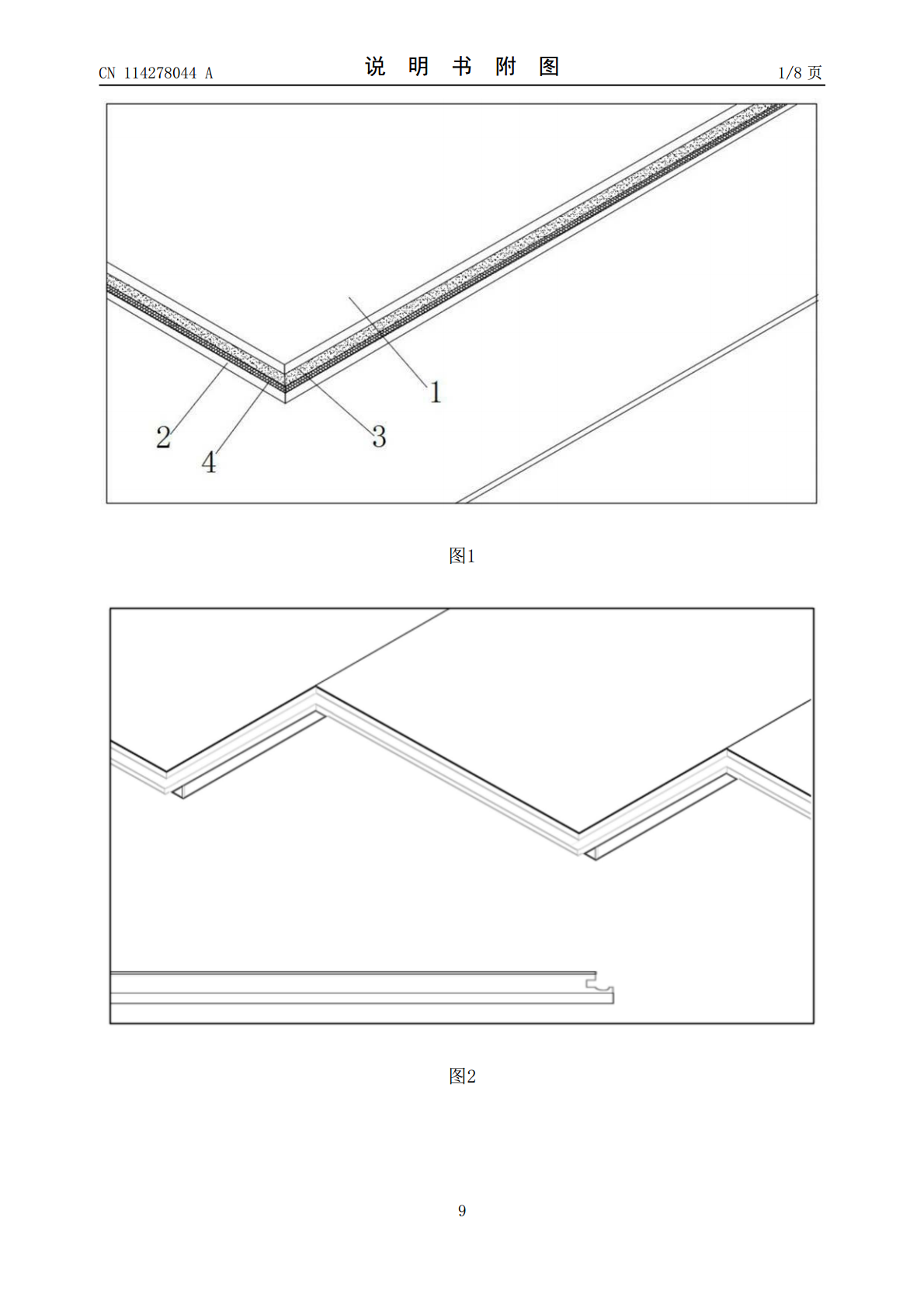
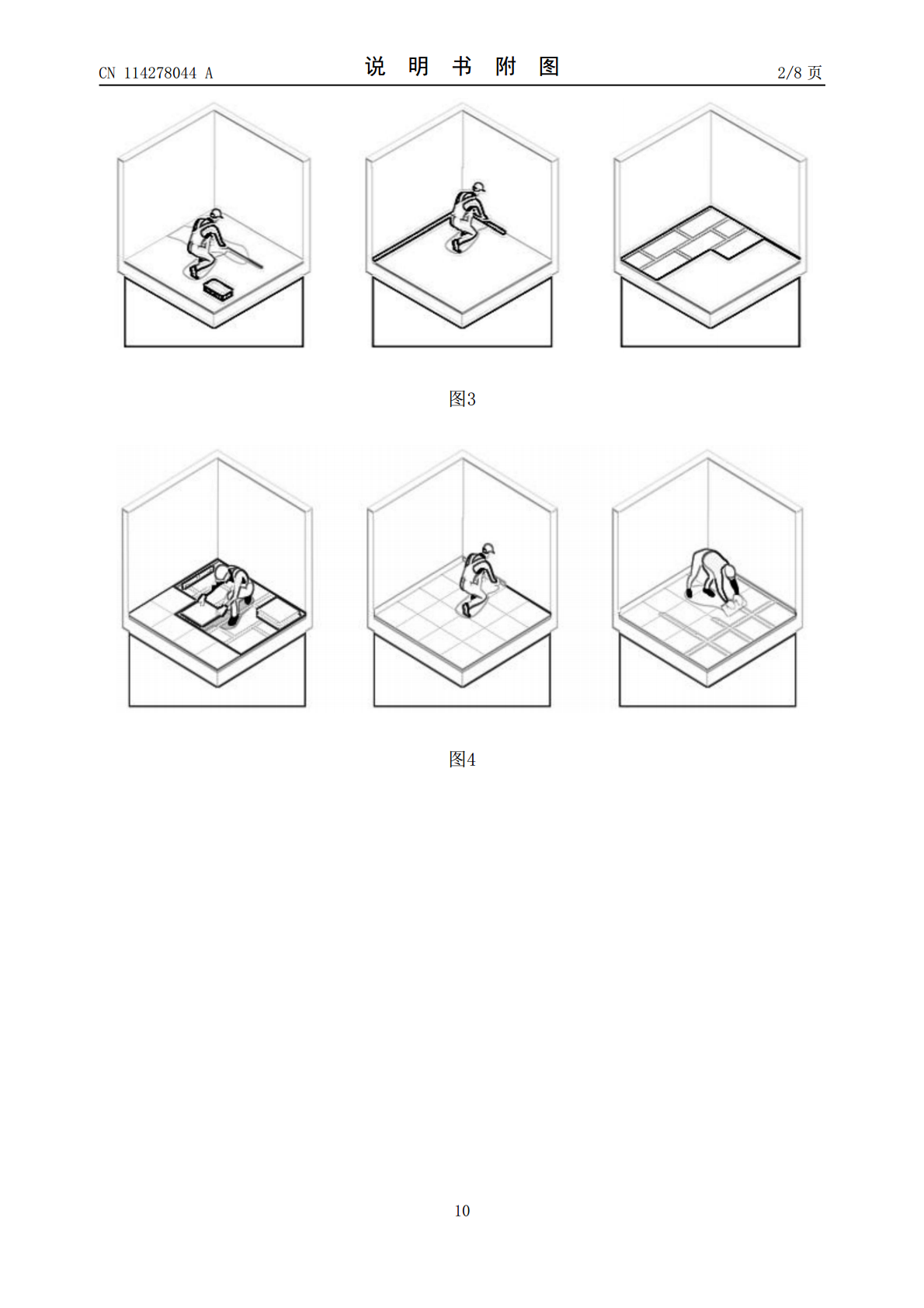
本发明公开了一种新型瓷砖及其加工方法,包括瓷砖主体和石塑基材,所述瓷砖主体下端面平贴有磁胶层,所述石塑基材上端面覆合有铁胶层,所述瓷砖主体和石塑基材通过磁胶层和铁胶层进行吸合固定;本发明采用磁吸法来铺装传统的瓷砖,安装方式便捷,杜绝出现粉尘污染,铺装完成后场地可立即投入使用,在不破坏产品结构的前提可迅速拆换原来的瓷砖;适用于传统瓷砖在地面及墙面上便捷铺装,铺装时间及人工成本得到有效的节省;可以有效减少传统瓷砖安装时,引起的粉尘污染;且该铺装方式在实际场景施工完成及卫生清理后无需静置时间,可立即投入使用。
一种新型螺栓及其加工方法.pdf
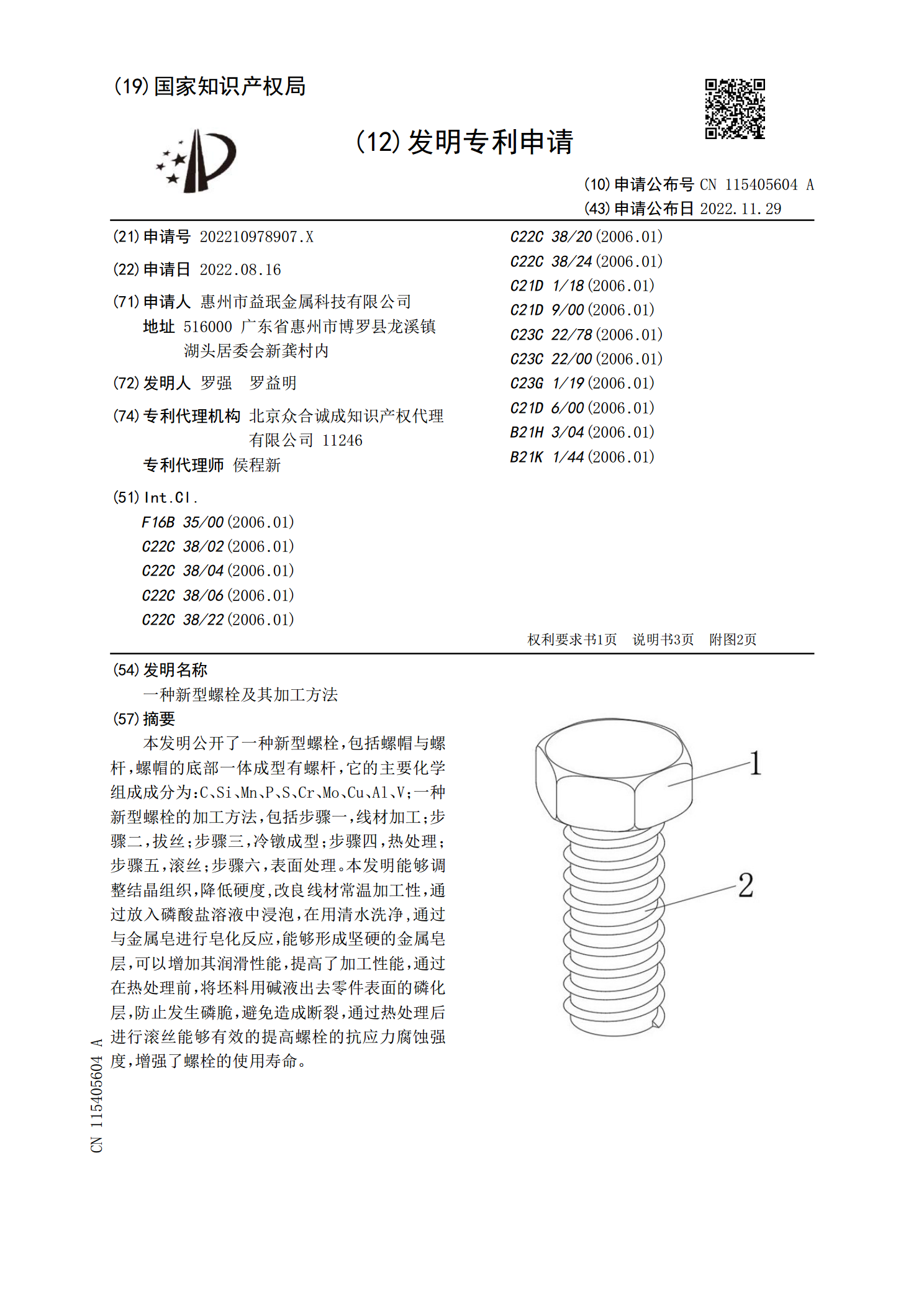
本发明公开了一种新型螺栓,包括螺帽与螺杆,螺帽的底部一体成型有螺杆,它的主要化学组成成分为:C、Si、Mn、P、S、Cr、Mo、Cu、Al、V;一种新型螺栓的加工方法,包括步骤一,线材加工;步骤二,拔丝;步骤三,冷镦成型;步骤四,热处理;步骤五,滚丝;步骤六,表面处理。本发明能够调整结晶组织,降低硬度,改良线材常温加工性,通过放入磷酸盐溶液中浸泡,在用清水洗净,通过与金属皂进行皂化反应,能够形成坚硬的金属皂层,可以增加其润滑性能,提高了加工性能,通过在热处理前,将坯料用碱液出去零件表面的磷化层,防止发生磷
一种新型纺纱及其加工方法.pdf
本发明公开一种新型纺纱及其加工方法,具有保暖、舒适、环保、抗静电的特点,加工可靠、安全、实用,其成品手感好、触感细腻,其特征在于,原材料包括棉及粘纤,其中,棉含量为57.4%、粘纤含量为42.6%;其加工方法如下:首先,取绒线21支彩棉、芯线30支全棉、捻度760捻、支数4.5公支;然后,通过雪尼尔机加工合成纱线,即先将绒、棉附着余杆,再将两者并层合成为一款纱线;最后,分别通过络筒机及摇绞机导向限位而汇集为筒纱即可。本发明加工方法简单,加工过程无毒害气体挥发,无须经过染色工序,有效防止了环境污染,具有环保
一种新型井盖及其加工制备方法.pdf
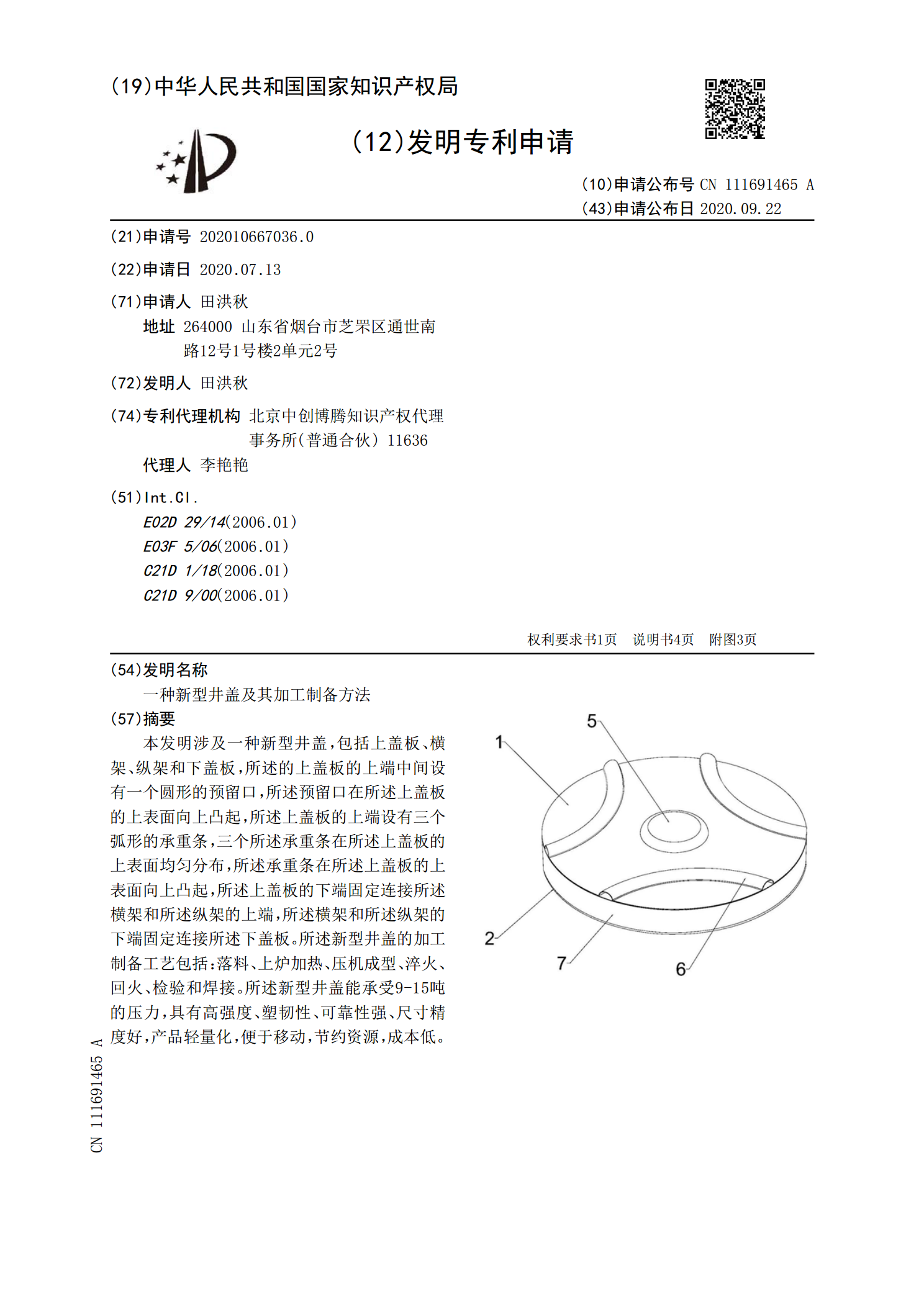
本发明涉及一种新型井盖,包括上盖板、横架、纵架和下盖板,所述的上盖板的上端中间设有一个圆形的预留口,所述预留口在所述上盖板的上表面向上凸起,所述上盖板的上端设有三个弧形的承重条,三个所述承重条在所述上盖板的上表面均匀分布,所述承重条在所述上盖板的上表面向上凸起,所述上盖板的下端固定连接所述横架和所述纵架的上端,所述横架和所述纵架的下端固定连接所述下盖板。所述新型井盖的加工制备工艺包括:落料、上炉加热、压机成型、淬火、回火、检验和焊接。所述新型井盖能承受9‑15吨的压力,具有高强度、塑韧性、可靠性强、尺寸精
一种新型凹印机及其加工方法.pdf
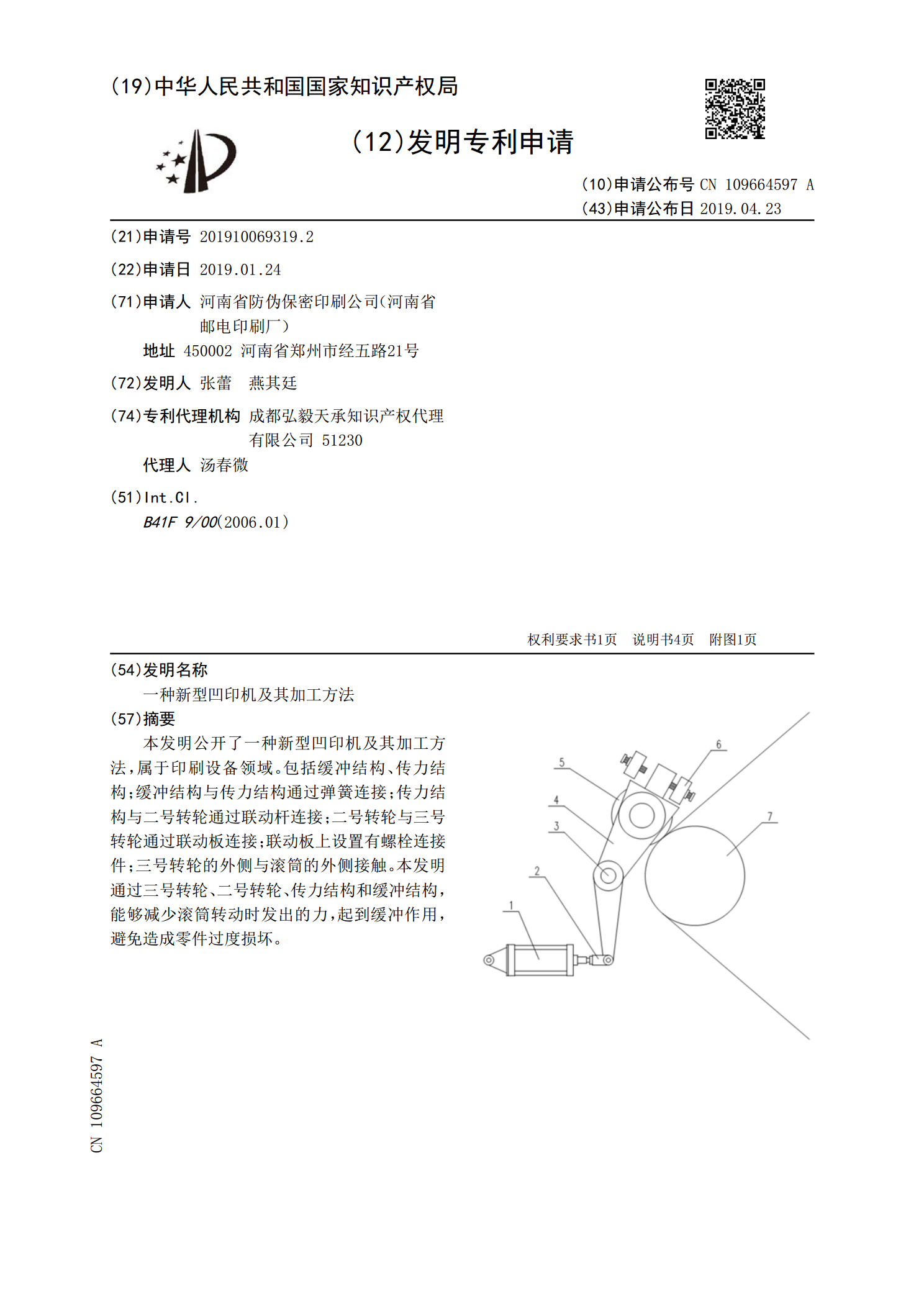
本发明公开了一种新型凹印机及其加工方法,属于印刷设备领域。包括缓冲结构、传力结构;缓冲结构与传力结构通过弹簧连接;传力结构与二号转轮通过联动杆连接;二号转轮与三号转轮通过联动板连接;联动板上设置有螺栓连接件;三号转轮的外侧与滚筒的外侧接触。本发明通过三号转轮、二号转轮、传力结构和缓冲结构,能够减少滚筒转动时发出的力,起到缓冲作用,避免造成零件过度损坏。