
一种精密电池顶盖极柱孔成型工艺.pdf

论文****可爱


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种精密电池顶盖极柱孔成型工艺.pdf
本发明公开一种精密电池顶盖极柱孔成型工艺,包括以下步骤:步骤一:将待加工件放置在冲压模具内并位于下模板的上方,并使得待加工顶盖片上的待加工孔位对应在下模冲头的正上方,并对待加工顶盖片进行固定,该精密电池顶盖极柱孔成型工艺从产品起始端杜绝了顶盖片极柱孔毛刺对电芯顶盖造成的安全隐患,极大的提高了终端用户使用的安全性,同时,精密电池顶盖极柱孔成型工艺提高了电芯顶盖电阻测试的直通率,又因减少了一步成型工序,降低了电池顶盖的生产成本。

锂电池顶盖极柱成型工艺.pdf
1.引言1.1研究背景目前,随着节能环保要求的不断提高,对于锂电池的性能和安全性要求也越来越高。对于锂电池顶盖极柱成型工艺的优化和改进迫在眉睫。只有通过深入研究锂电池顶盖极柱成型工艺,在生产过程中解决各种问题,并不断引入新技术和方法,才能提高锂电池的性能和安全性,推动锂电池产业的发展。本文旨在探讨锂电池顶盖极柱成型工艺的相关问题,为锂电池产业的发展做出贡献。1.2研究意义锂电池作为现代电子产品和电动汽车的主要动力来源,其性能直接受到锂电池组件质量的影响。而锂电池的顶盖极柱成型工艺是决定电池组件结构和性能的
一种电池顶盖极柱铆压治具.pdf
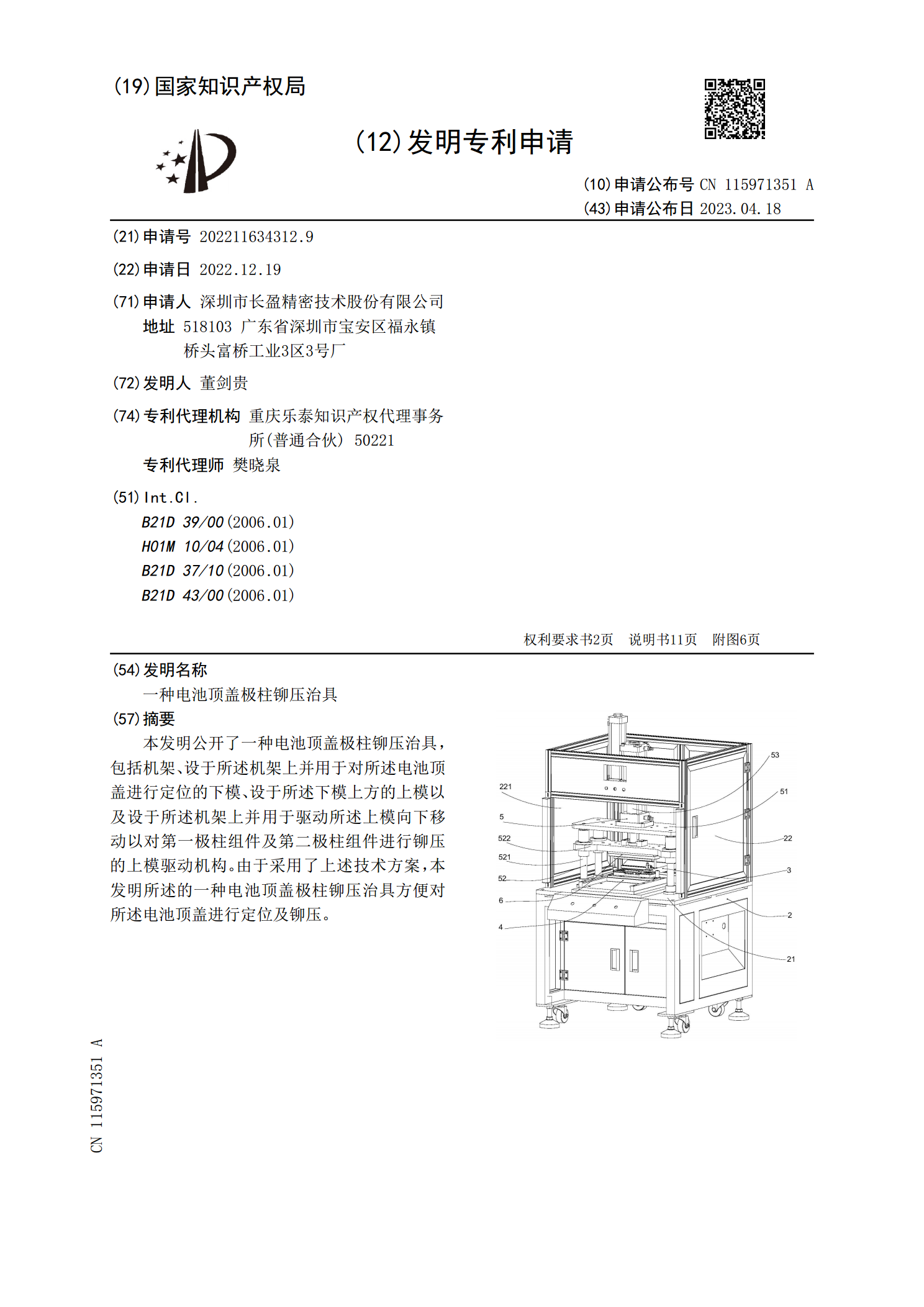
本发明公开了一种电池顶盖极柱铆压治具,包括机架、设于所述机架上并用于对所述电池顶盖进行定位的下模、设于所述下模上方的上模以及设于所述机架上并用于驱动所述上模向下移动以对第一极柱组件及第二极柱组件进行铆压的上模驱动机构。由于采用了上述技术方案,本发明所述的一种电池顶盖极柱铆压治具方便对所述电池顶盖进行定位及铆压。

极柱的铆接连接方法、极柱连接结构和电池顶盖.pdf
本发明公开了极柱的铆接连接方法、极柱连接结构和电池顶盖,该方法包括先于顶盖片、密封件及铆接件分别设置贯通部,再将极柱的第一铆接件依次穿过相应贯通部后经冲压处理以形成为铆接帽,铆接帽配合于铆接孔以形成铆接连接结构,从而将极柱和其他部件铆接至顶盖片上。本发明的铆接连接的极柱连接结构可以提升极柱的结构强度和抗扭力强度。

一种基于块状极柱的电池顶盖及其制备方法.pdf
本发明公开了一种基于块状极柱的电池顶盖及其制备方法,电池顶盖包括盖板、塑胶件和块状极柱;块状极柱和盖板通过塑胶件固定连接;块状极柱朝向盖板的各个面上均开设有一块状极柱槽;塑胶件设于盖板和块状极柱之间;塑胶件填充块状极柱槽,包裹盖板朝向块状极柱的部分,并固定连接块状极柱朝向盖板的各个面。本发明通过塑胶件使块状极柱和盖板固定连接,在块状极柱朝向盖板的各个面上均开设块状极柱槽且塑胶件填充块状极柱槽,使得块状极柱和塑胶件之间结合更加紧密。通过块状极柱槽可保障电池顶盖的气密性好,并且本发明还在块状极柱和盖板上通过化