
SMT关键工序的工艺控制(印刷、贴装).pptx

玄静****写意

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共133页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
SMT关键工序的工艺控制(印刷、贴装).ppt
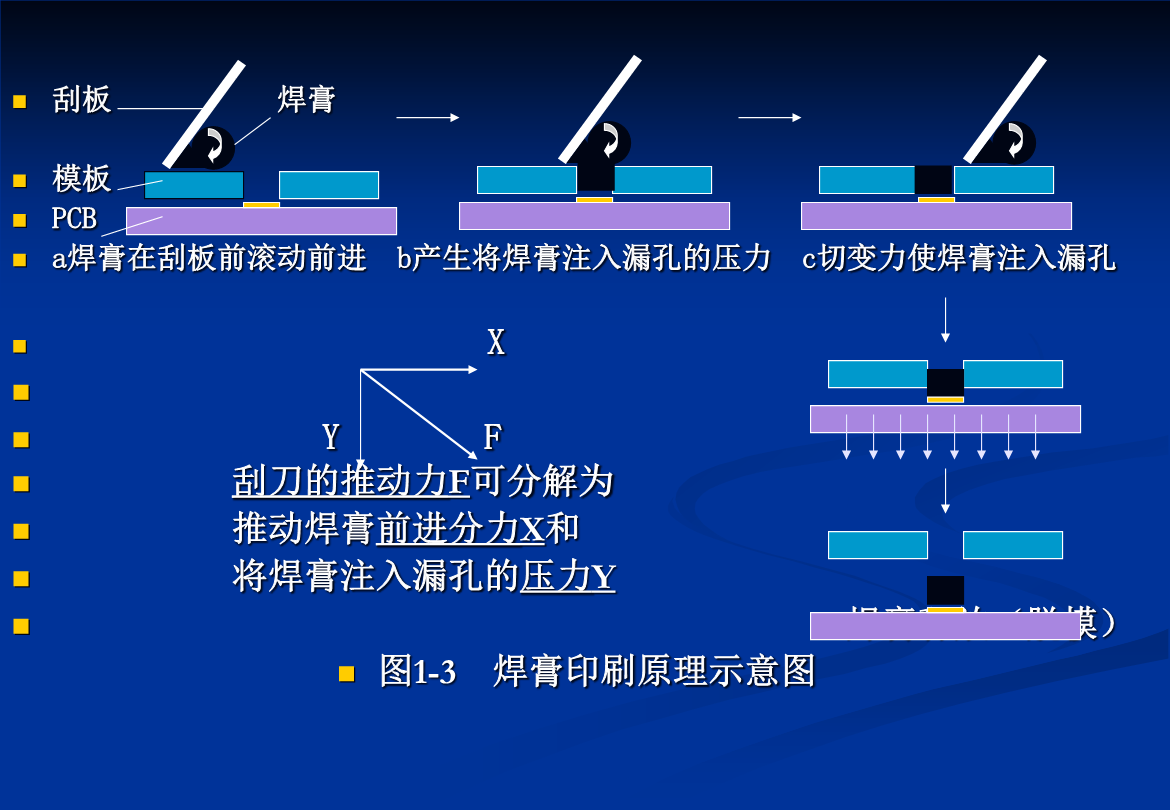
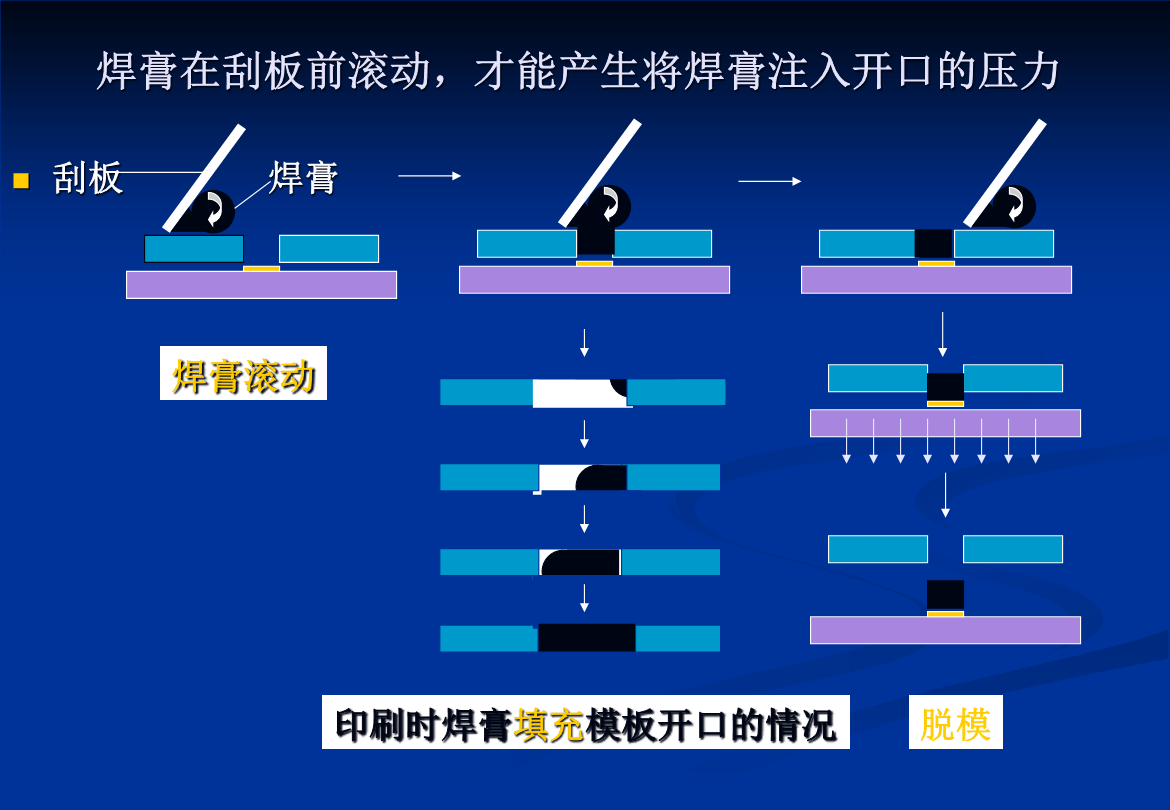
SMT关键工序的工艺控制SMT关键工序的工艺控制一.施加焊膏工艺施加焊膏是SMT的关键工序了解印刷原理提高印刷质量1.印刷焊膏的原理刮板焊膏模板PCBa焊膏在刮板前滚动前进b产生将焊膏注入漏孔的压力c切变力使焊膏注入漏孔XYF刮刀的推动力F可分解为推动焊膏前进分力X和将焊膏注入
SMT关键工序的工艺控制(印刷、贴装).pptx
SMT关键工序的工艺控制SMT关键工序的工艺控制一.施加焊膏工艺施加焊膏是SMT的关键工序了解印刷原理提高印刷质量1.印刷焊膏的原理刮板焊膏模板PCBa焊膏在刮板前滚动前进b产生将焊膏注入漏孔的压力c切变力使焊膏注入漏孔XYF刮刀的推动力F可分解为推动焊膏前进分力X和将焊膏注入
SMT关键工序的工艺控制(印刷、贴装).pptx
SMT关键工序的工艺控制SMT关键工序的工艺控制一.施加焊膏工艺施加焊膏是SMT的关键工序了解印刷原理提高印刷质量1.印刷焊膏的原理刮板焊膏模板PCBa焊膏在刮板前滚动前进b产生将焊膏注入漏孔的压力c切变力使焊膏注入漏孔XYF刮刀的推动力F可分解为推动焊膏前进分力X和将焊膏注入
SMT关键工序的工艺控制(印刷、贴装).ppt
SMT关键工序的工艺控制SMT关键工序的工艺控制一.施加焊膏工艺施加焊膏是SMT的关键工序了解印刷原理提高印刷质量1.印刷焊膏的原理刮板焊膏模板PCBa焊膏在刮板前滚动前进b产生将焊膏注入漏孔的压力c切变力使焊膏注入漏孔XYF刮刀的推动力F可分解为推动焊膏前进分力X和将焊膏注入
SMT关键工序的工艺控制(印刷、贴装).pptx
SMT关键工序的工艺控制SMT关键工序的工艺控制一.施加焊膏工艺施加焊膏是SMT的关键工序了解印刷原理提高印刷质量1.印刷焊膏的原理刮板焊膏模板PCBa焊膏在刮板前滚动前进b产生将焊膏注入漏孔的压力c切变力使焊膏注入漏孔XYF刮刀的推动力F可分解为推动焊膏前进分力X和将焊膏注入