
电池金属壳的制造方法及其制造设备.pdf

小忆****ng

1/10

2/10

3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共35页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
电池金属壳的制造方法及其制造设备.pdf
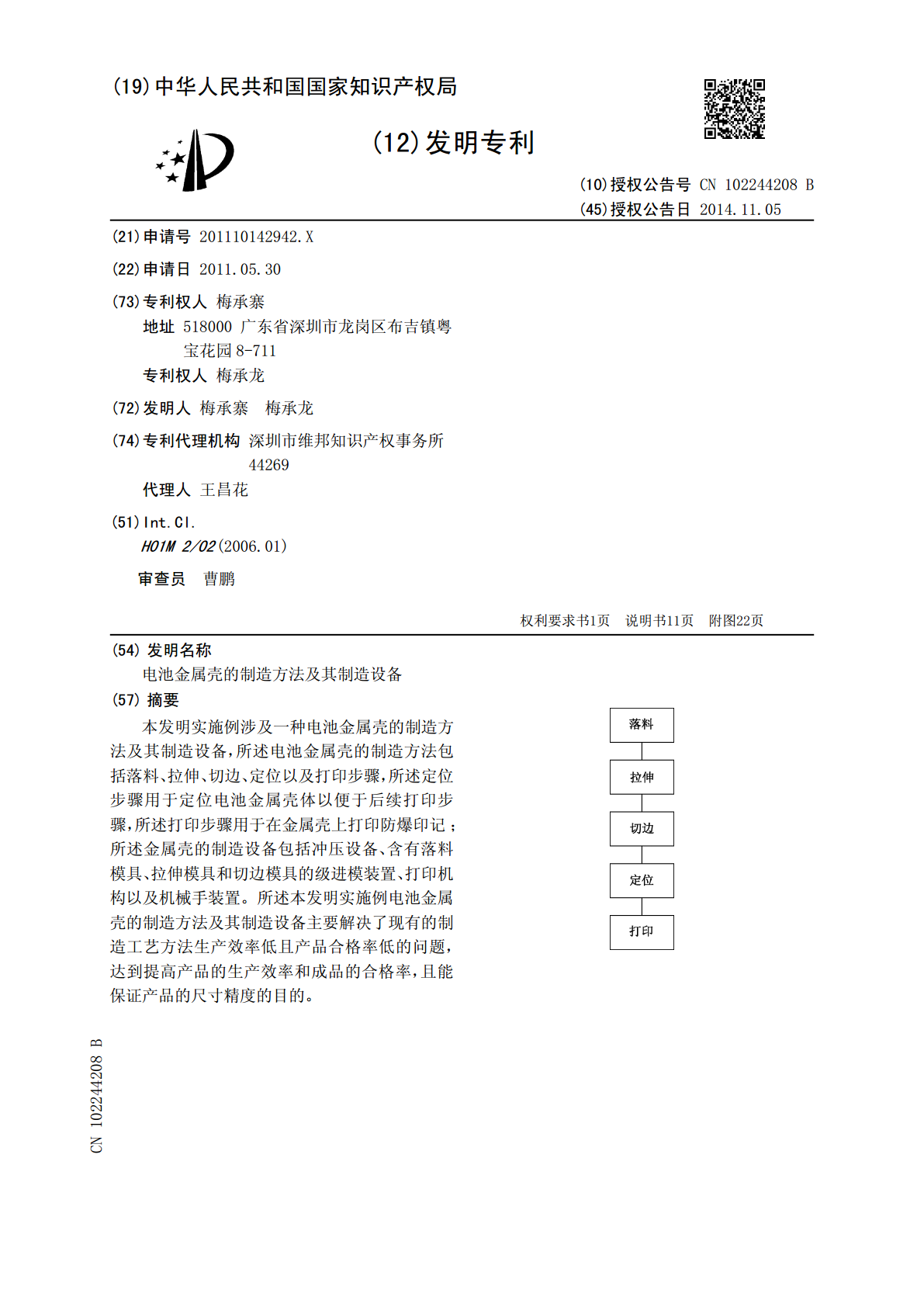
本发明实施例涉及一种电池金属壳的制造方法及其制造设备,所述电池金属壳的制造方法包括落料、拉伸、切边、定位以及打印步骤,所述定位步骤用于定位电池金属壳体以便于后续打印步骤,所述打印步骤用于在金属壳上打印防爆印记;所述金属壳的制造设备包括冲压设备、含有落料模具、拉伸模具和切边模具的级进模装置、打印机构以及机械手装置。所述本发明实施例电池金属壳的制造方法及其制造设备主要解决了现有的制造工艺方法生产效率低且产品合格率低的问题,达到提高产品的生产效率和成品的合格率,且能保证产品的尺寸精度的目的。
电池金属盖板的制造方法及其制造设备.pdf
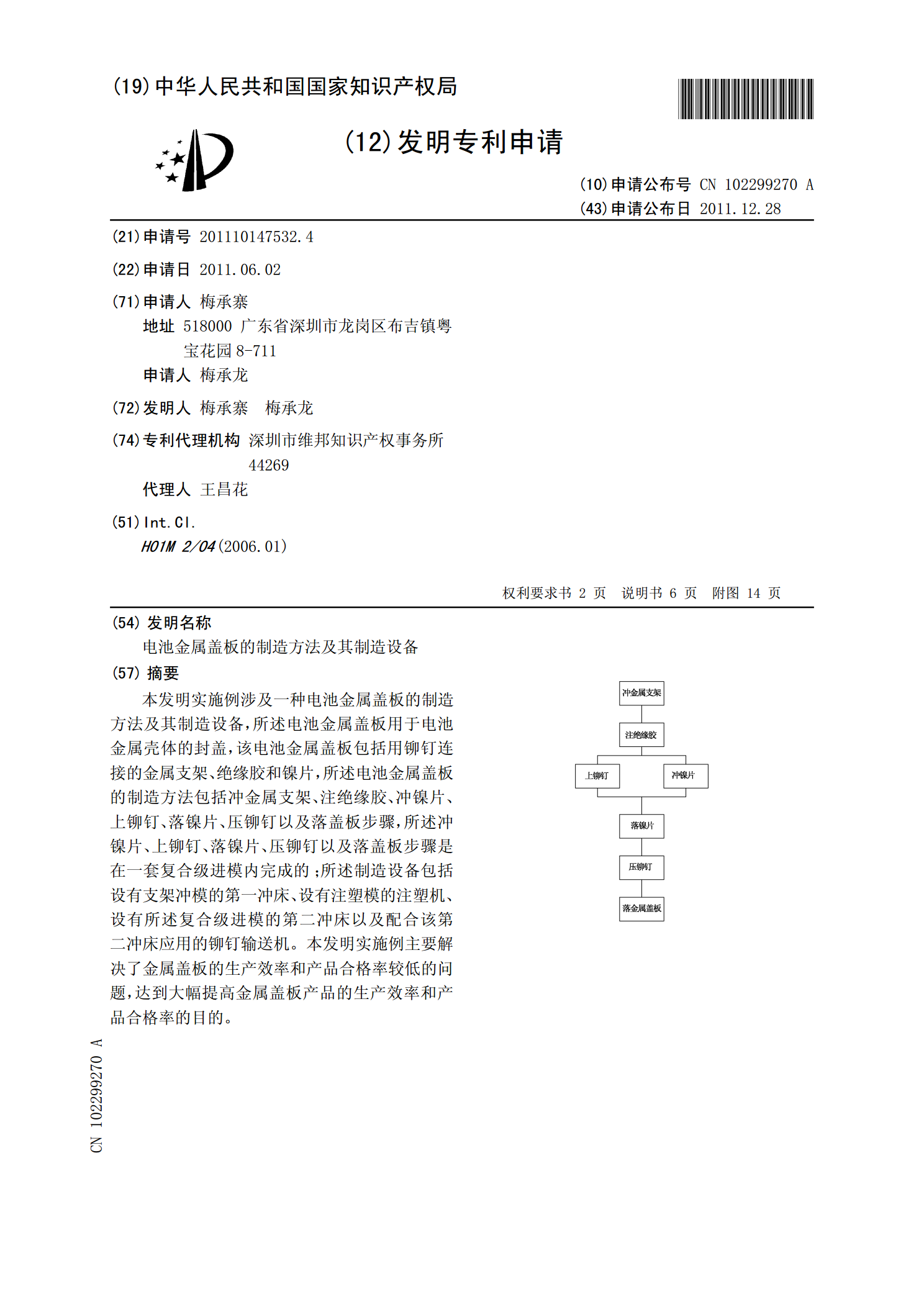
本发明实施例涉及一种电池金属盖板的制造方法及其制造设备,所述电池金属盖板用于电池金属壳体的封盖,该电池金属盖板包括用铆钉连接的金属支架、绝缘胶和镍片,所述电池金属盖板的制造方法包括冲金属支架、注绝缘胶、冲镍片、上铆钉、落镍片、压铆钉以及落盖板步骤,所述冲镍片、上铆钉、落镍片、压铆钉以及落盖板步骤是在一套复合级进模内完成的;所述制造设备包括设有支架冲模的第一冲床、设有注塑模的注塑机、设有所述复合级进模的第二冲床以及配合该第二冲床应用的铆钉输送机。本发明实施例主要解决了金属盖板的生产效率和产品合格率较低的问题

一种新型方形金属壳电池及其制造安装方法.pdf
本发明涉及电池行业技术领域,尤其涉及一种新型方形金属壳电池及其制造安装方法,包括金属外壳与安装于金属外壳内的卷芯,所述金属外壳包括壳体与盖帽,所述壳体与盖帽均为方形或类方形结构,盖帽盖合于壳体上,所述卷芯为方形卷绕结构,并与壳体及盖帽结构相适配,卷芯密封安装于壳体与盖帽内;本发明通过设置方形卷绕结构的卷芯,并将壳体与盖帽设计成与卷芯适配的方形结构,减小了电池的厚度与体积,便于在小型电子设备中使用。
保护壳及其制造方法.pdf
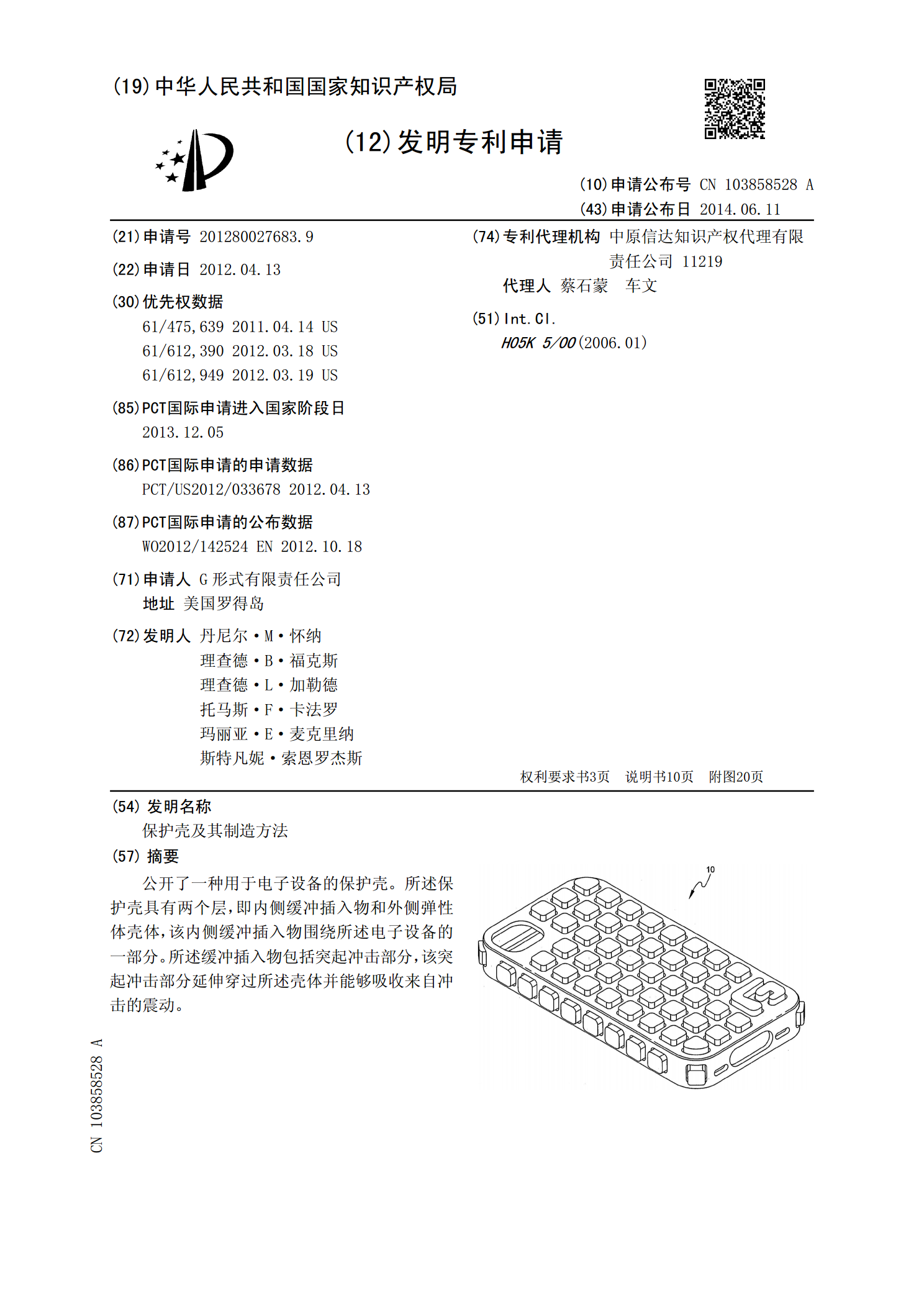
公开了一种用于电子设备的保护壳。所述保护壳具有两个层,即内侧缓冲插入物和外侧弹性体壳体,该内侧缓冲插入物围绕所述电子设备的一部分。所述缓冲插入物包括突起冲击部分,该突起冲击部分延伸穿过所述壳体并能够吸收来自冲击的震动。
电池及其制造方法.pdf
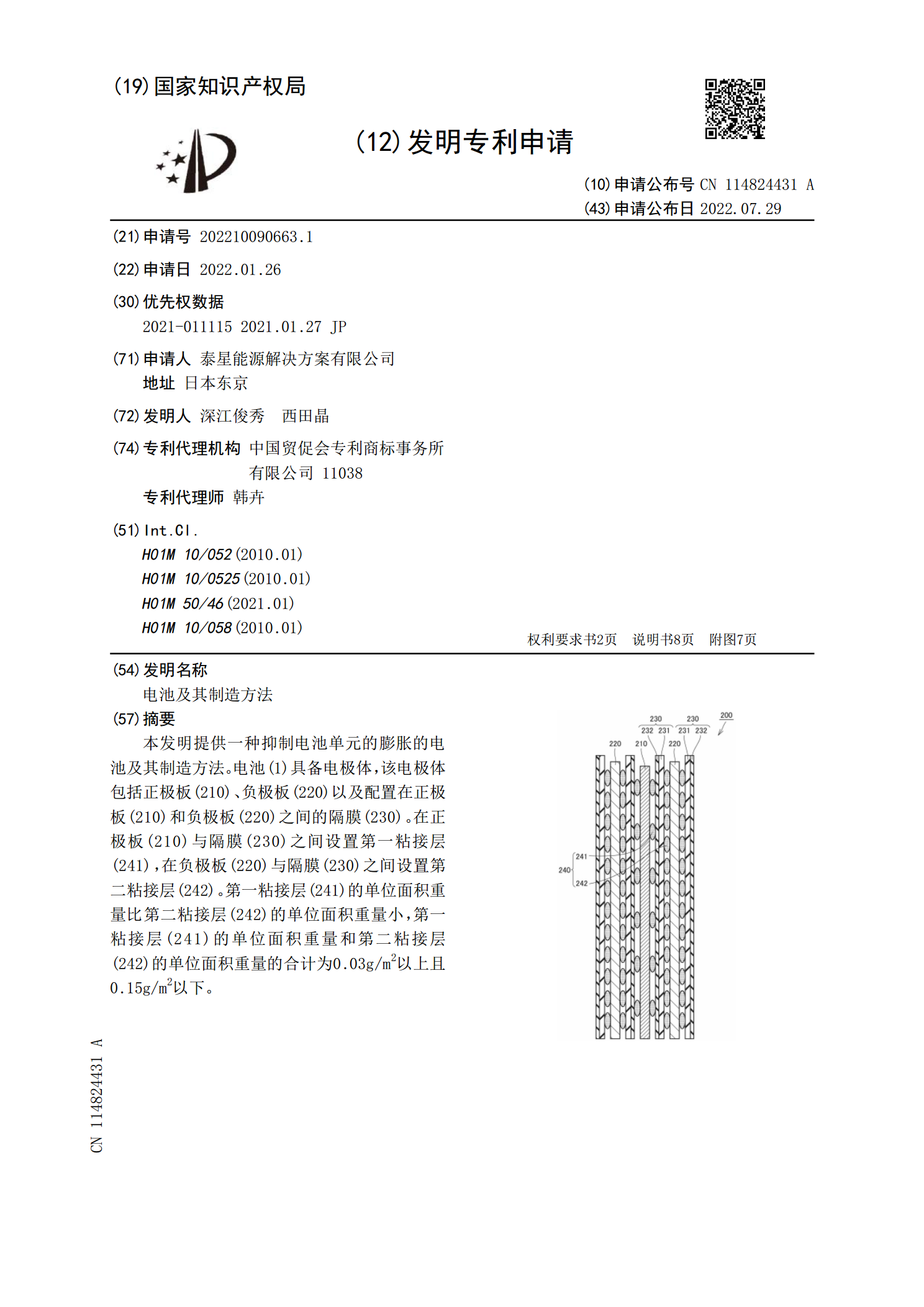
本发明提供一种抑制电池单元的膨胀的电池及其制造方法。电池(1)具备电极体,该电极体包括正极板(210)、负极板(220)以及配置在正极板(210)和负极板(220)之间的隔膜(230)。在正极板(210)与隔膜(230)之间设置第一粘接层(241),在负极板(220)与隔膜(230)之间设置第二粘接层(242)。第一粘接层(241)的单位面积重量比第二粘接层(242)的单位面积重量小,第一粘接层(241)的单位面积重量和第二粘接层(242)的单位面积重量的合计为0.03g/m<base:Sup>2</ba