
一种大型薄壁锥形套的装夹及加工方法.pdf

Do****76


1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种大型薄壁锥形套的装夹及加工方法.pdf
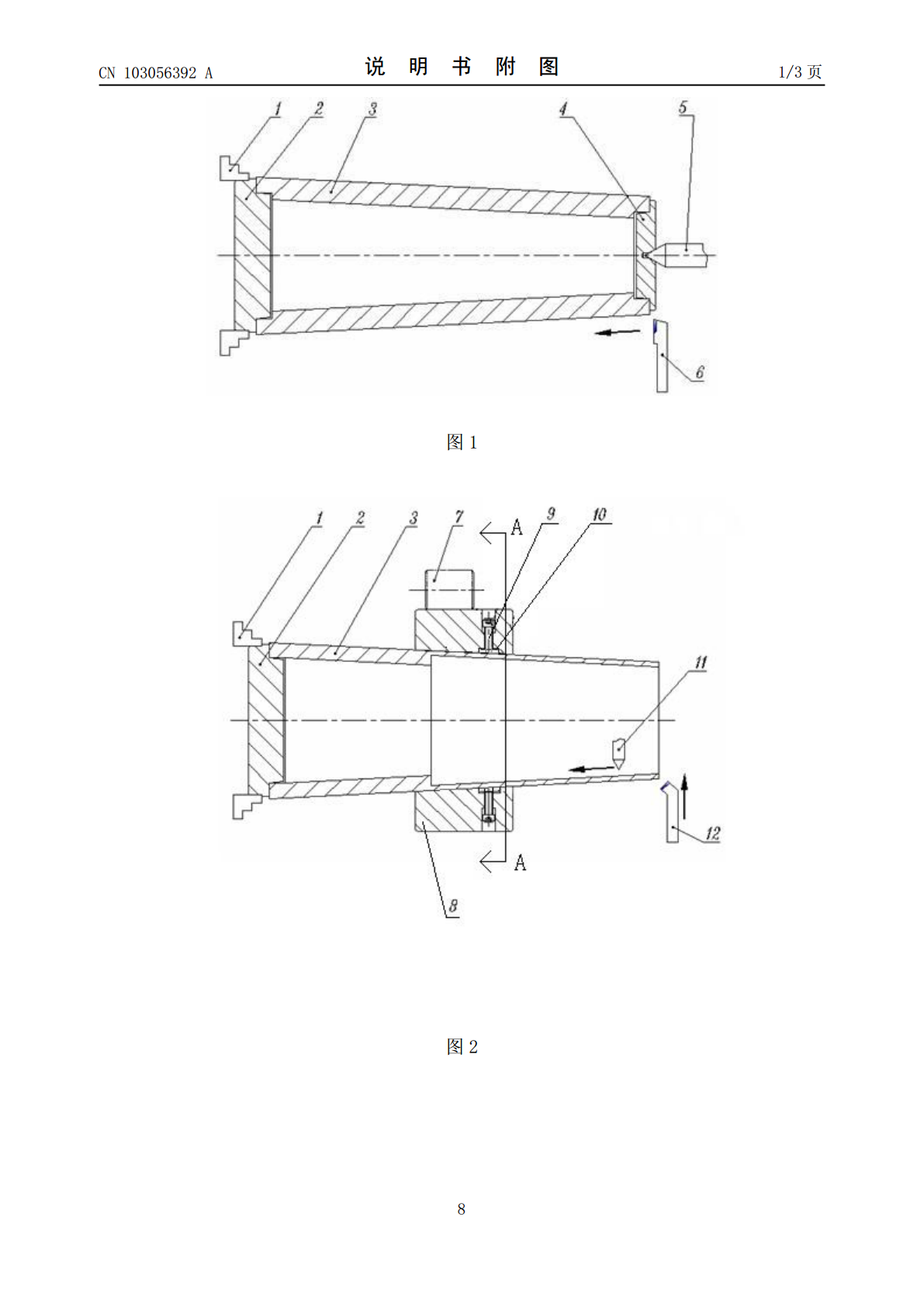
本发明公开了一种大型薄壁锥形套的装夹及加工方法,在对欲加工的锥形套进行精确定位的基础上,对大型薄壁锥形套进行分步骤多次切削,最终达到精度需求,解决了薄壁长锥形套装夹难、易变形、加工精度难以控制的问题。本发明提供的加工方法包括以下步骤:外圆锥面的装夹和车削,薄壁锥形套大端装夹和小端内圆锥面车削,薄壁锥形套小端装夹和大端内圆锥面车削。本发明尤其适用于目前国内矿山大量应用的进口圆锥破碎机的薄壁锥形套的装夹及车削加工。

大型薄壁锥形套的加工工装及方法.pdf
本发明公开了一种大型薄壁锥形套的加工工装,包括芯轴、内梅花垫圈、外梅花垫圈和螺母,所述芯轴的外径与待加工锥形套工件适配,所述芯轴位于锥形套工件大头一端设有阶梯台,另一端为螺纹结构,芯轴两端设有中心孔;所述内梅花垫圈的外径大于芯的外径5-10mm,内梅花垫圈和外梅花垫圈依次套在芯轴的螺纹端通过螺母紧固;所述内梅花垫圈和外梅花垫圈的梅花结构适配。本发明还公开了一种大型薄壁锥形套的加工方法,包括如下步骤:外圆粗加工——精加工内孔与两个端面——磨内孔——上工装芯轴——车加工锥形套工件的外圆锥度——磨锥形套工件的外
一种用于薄壁桶体加工的夹具及其装夹方法.pdf
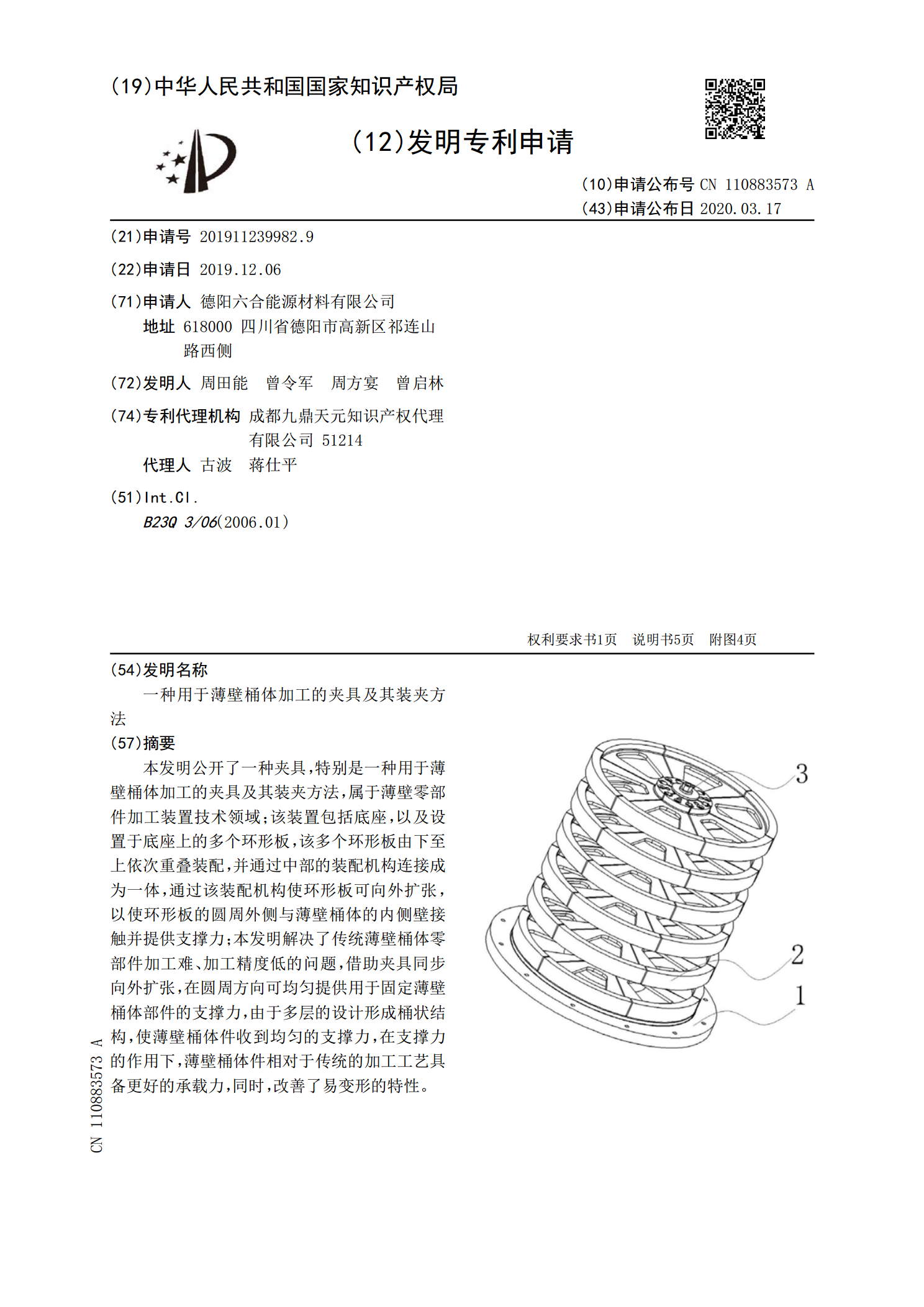
本发明公开了一种夹具,特别是一种用于薄壁桶体加工的夹具及其装夹方法,属于薄壁零部件加工装置技术领域;该装置包括底座,以及设置于底座上的多个环形板,该多个环形板由下至上依次重叠装配,并通过中部的装配机构连接成为一体,通过该装配机构使环形板可向外扩张,以使环形板的圆周外侧与薄壁桶体的内侧壁接触并提供支撑力;本发明解决了传统薄壁桶体零部件加工难、加工精度低的问题,借助夹具同步向外扩张,在圆周方向可均匀提供用于固定薄壁桶体部件的支撑力,由于多层的设计形成桶状结构,使薄壁桶体件收到均匀的支撑力,在支撑力的作用下,薄

修配锥形工件的装夹方法.docx
修配锥形工件的装夹方法锥形工件的装夹方法摘要:锥形工件是一种形状特殊的零件,在加工过程中装夹是非常关键的一步。本文旨在探究锥形工件的装夹方法,包括常见的装夹原理和装夹工艺。通过研究,总结出装夹方法对工件加工质量和加工效率的影响,并提出了一些优化建议,以期给工程实践提供指导。本研究方法实用可行,对于技术工人和加工厂家有一定可操作性。1.引言在工业生产中,锥形工件的装夹是保证加工质量和工艺稳定性的关键步骤。装夹的不当会导致工件变形、破损甚至加工失败。因此,探究合理的装夹方法对于提高生产效率和降低成本具有重要意
一种车削加工薄壁圆筒件外壁装夹系统及方法.pdf
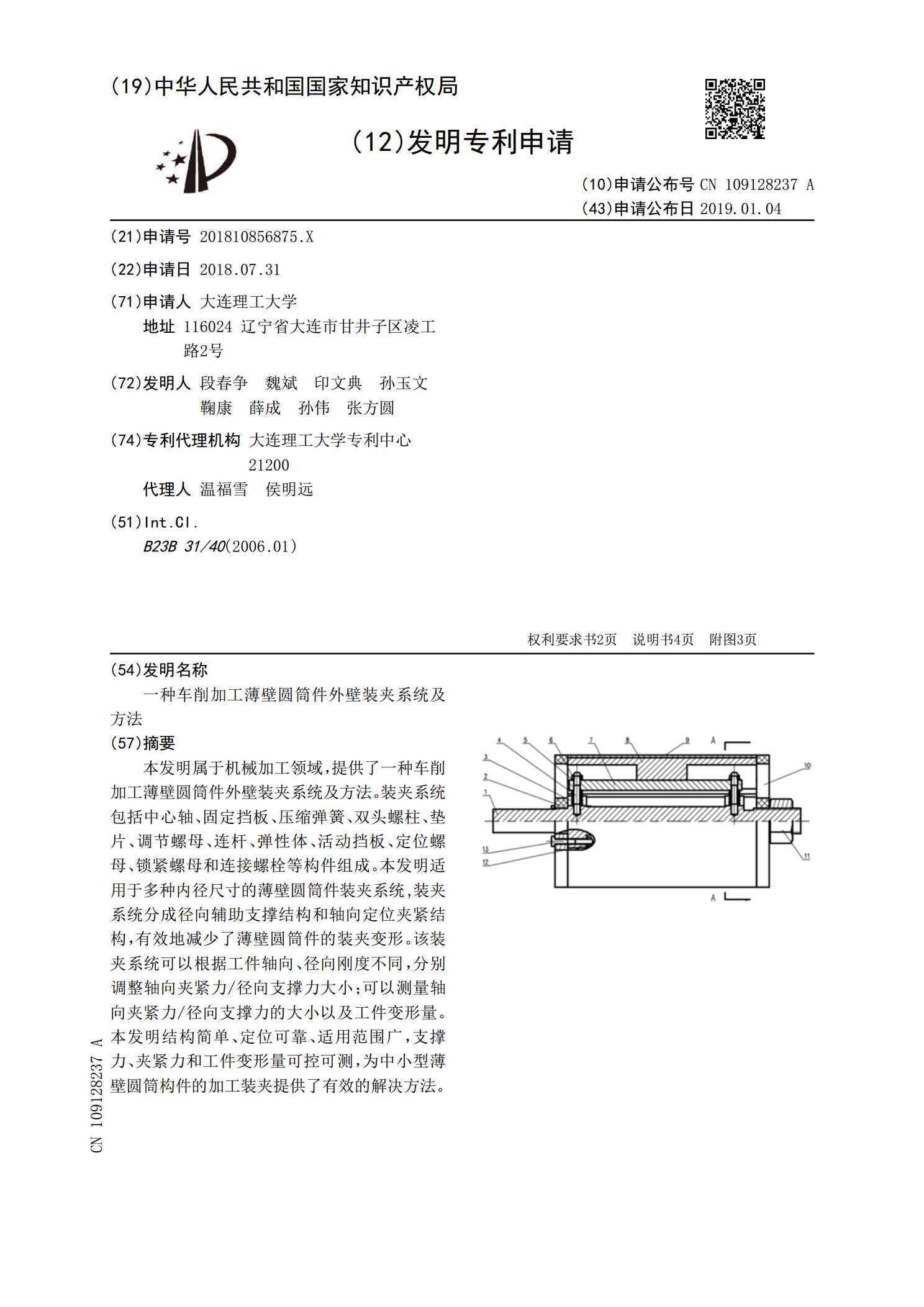
本发明属于机械加工领域,提供了一种车削加工薄壁圆筒件外壁装夹系统及方法。装夹系统包括中心轴、固定挡板、压缩弹簧、双头螺柱、垫片、调节螺母、连杆、弹性体、活动挡板、定位螺母、锁紧螺母和连接螺栓等构件组成。本发明适用于多种内径尺寸的薄壁圆筒件装夹系统,装夹系统分成径向辅助支撑结构和轴向定位夹紧结构,有效地减少了薄壁圆筒件的装夹变形。该装夹系统可以根据工件轴向、径向刚度不同,分别调整轴向夹紧力/径向支撑力大小;可以测量轴向夹紧力/径向支撑力的大小以及工件变形量。本发明结构简单、定位可靠、适用范围广,支撑力、夹紧