
一种热镀锌异形钢丝的生产设备.pdf

一吃****永贺

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种热镀锌异形钢丝的生产设备.pdf
本发明是一种以辊模为关键设备生产截面积为椭圆形的热镀锌异形钢丝的生产线设备,放弃现有技术的拔丝成型后再镀锌的工艺,采用拔丝-镀锌-辊压成型的新工艺,保证了产品质量,减少了拔丝成型设备。采用象鼻子收线机进行收线和/或梅花撒线机进行收线。使得在拔丝和热镀锌过程中实现大重量的收线、更换收线盘不需要停止生产、在线监测质量成为可能。滚(辊)模的压线辊轮在钢丝的变形过程中与钢丝产生滚动摩擦,摩擦力远小于采用眼模拉拔时产生的相对滑动摩擦力,热镀锌圆形截面钢丝在变形成椭圆形截面钢丝的过程中,镀锌层和裸钢丝的变形量和发生时

生产热镀锌钢丝的技术改进.docx
生产热镀锌钢丝的技术改进热镀锌钢丝是一种常用的金属材料,被广泛应用于建筑、农业、交通等领域。随着工业化的发展和对材料性能要求的提高,需要对热镀锌钢丝的生产技术进行改进,以提高产品的质量和应用性能。本文将从工艺优化、设备改进和环境保护三个方面探讨热镀锌钢丝生产技术的改进。首先,工艺优化是改进热镀锌钢丝生产技术的重要方面。传统的工艺流程包括脱脂、酸洗、浸镀锌等步骤,但存在着能耗高、排放大和生产效率低等问题。因此,可通过工艺优化来改进这些问题。一种可能的优化方案是引入先进的脱脂技术,如超声波清洗技术,以降低脱脂
钢丝制品热镀锌铝合金生产设备及其生产工艺.pdf
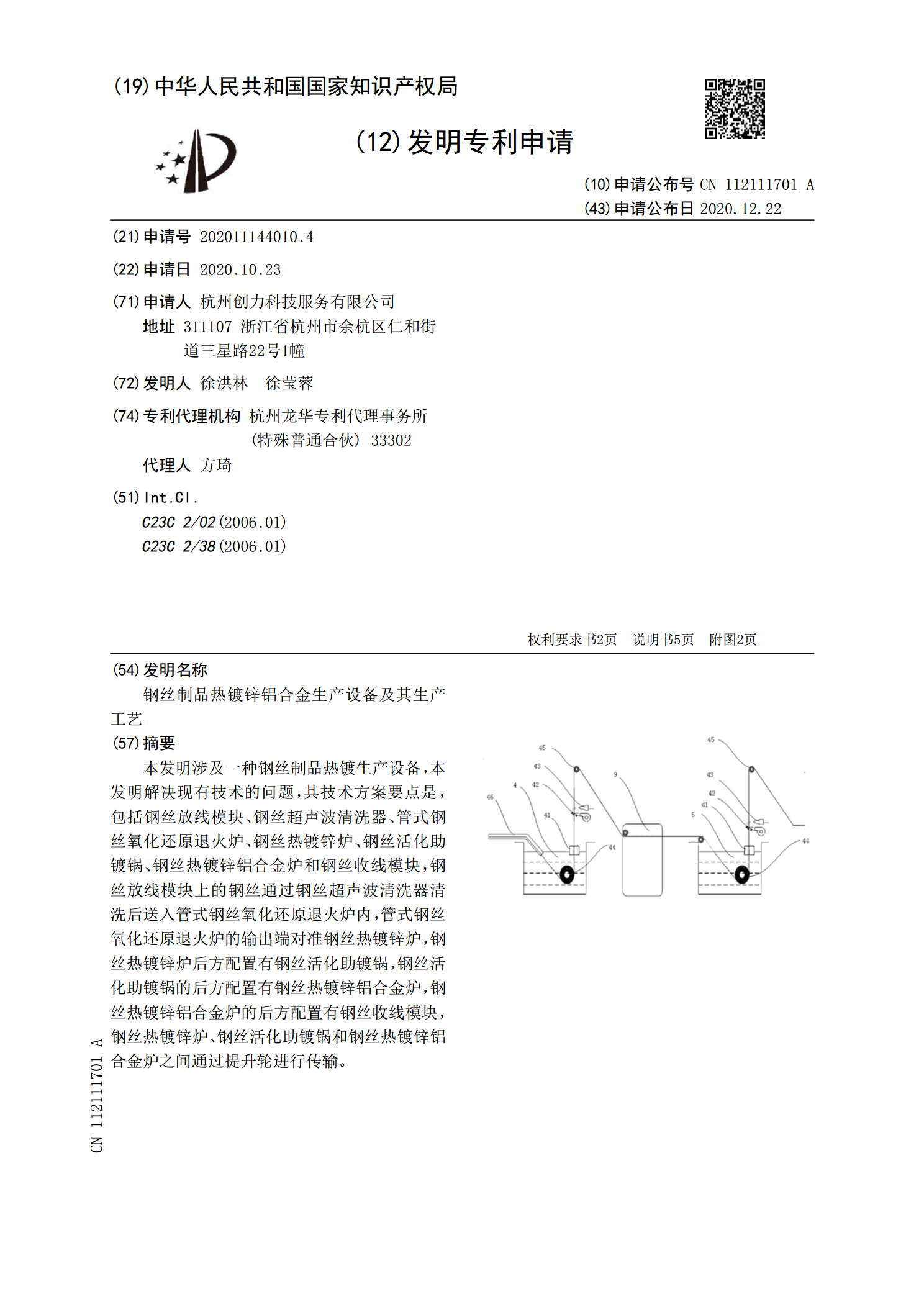
本发明涉及一种钢丝制品热镀生产设备,本发明解决现有技术的问题,其技术方案要点是,包括钢丝放线模块、钢丝超声波清洗器、管式钢丝氧化还原退火炉、钢丝热镀锌炉、钢丝活化助镀锅、钢丝热镀锌铝合金炉和钢丝收线模块,钢丝放线模块上的钢丝通过钢丝超声波清洗器清洗后送入管式钢丝氧化还原退火炉内,管式钢丝氧化还原退火炉的输出端对准钢丝热镀锌炉,钢丝热镀锌炉后方配置有钢丝活化助镀锅,钢丝活化助镀锅的后方配置有钢丝热镀锌铝合金炉,钢丝热镀锌铝合金炉的后方配置有钢丝收线模块,钢丝热镀锌炉、钢丝活化助镀锅和钢丝热镀锌铝合金炉之间通

热镀锌钢丝生产中节能材料探索.docx
热镀锌钢丝生产中节能材料探索标题:热镀锌钢丝生产中节能材料探索摘要:随着全球工业化进程的加快,能源短缺和环境污染等问题日益凸显。在热镀锌钢丝生产过程中,使用节能材料是减少能源消耗和环境污染的重要手段。本文将探讨热镀锌钢丝生产中节能材料的种类、应用和优势,并对未来的研究方向进行展望。一、引言热镀锌钢丝是广泛应用于建筑、桥梁、公路、铁路等工程领域的重要材料。然而,热镀锌钢丝的生产过程消耗大量能源,并伴随着二氧化碳排放和废弃物产生等环境问题。因此,研究和应用节能材料在热镀锌钢丝生产中具有重要意义。二、节能材料的

几种热镀锌低碳钢丝生产工艺比较.docx
几种热镀锌低碳钢丝生产工艺比较热镀锌低碳钢丝是一种广泛应用于工业和建筑领域的材料。它具有耐腐蚀、耐磨损和强度高的特点,能够延长使用寿命并提高产品质量。在生产过程中,选择适当的工艺对于生产高质量的热镀锌低碳钢丝至关重要。本文将比较几种常见的热镀锌低碳钢丝生产工艺,包括热浸镀锌和电镀锌。首先,热浸镀锌是目前应用最广泛的热镀锌工艺之一。它的工艺流程相对简单,只需将低碳钢丝浸入熔融的锌中,通过熔融的锌液将锌镀层均匀地覆盖在钢丝表面。热浸镀锌工艺的主要优点是镀层厚度均匀,耐久性强。然而,其也存在一些缺点,例如需要高