
一种结晶器非正弦振动参数确定方法.pdf

闪闪****魔王

1/6

2/6

3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种结晶器非正弦振动参数确定方法.pdf
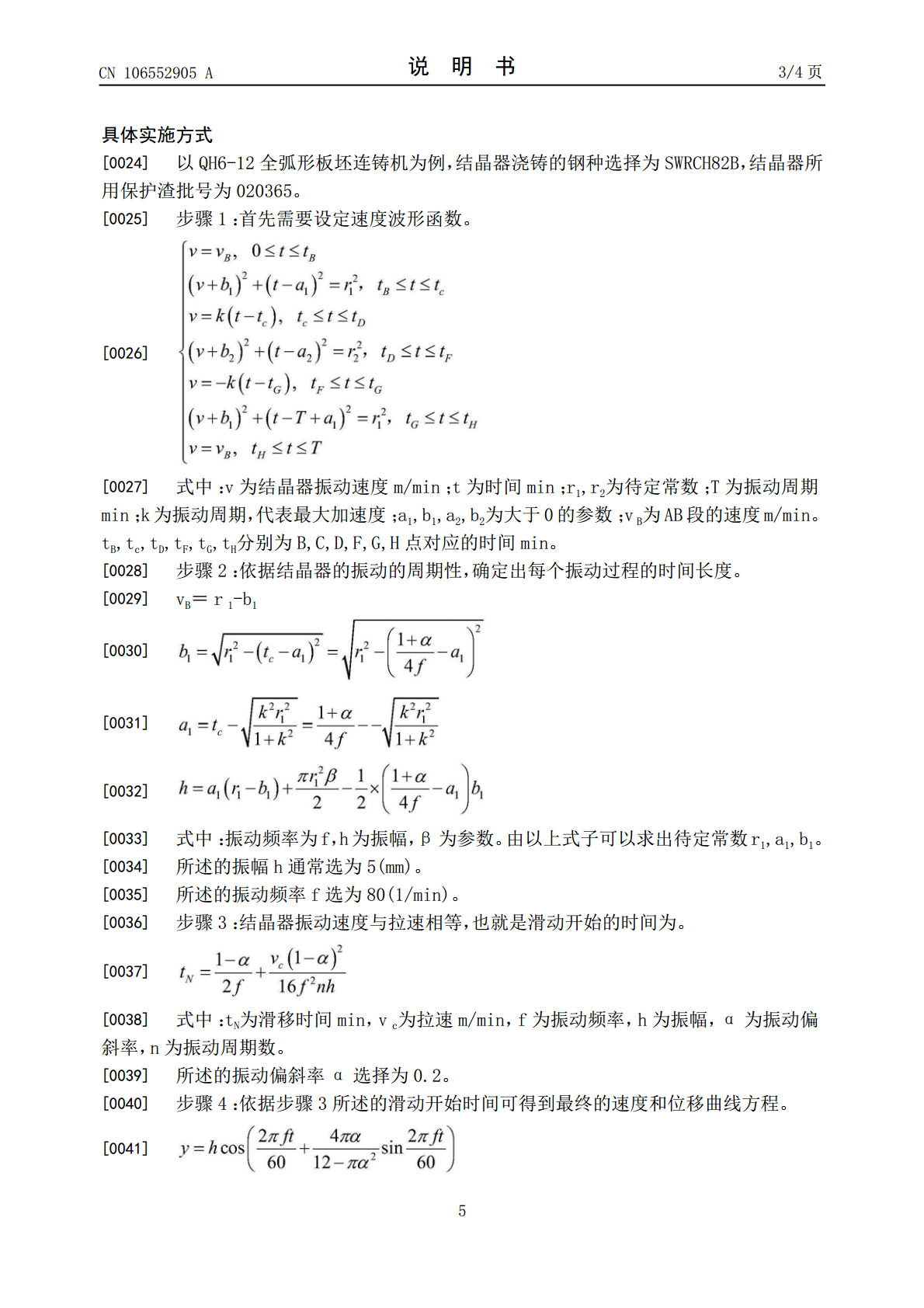
本发明公开了一种结晶器非正弦振动参数确定方法,依据本方法给出的结晶器非正弦振动参数,可以获得良好的工艺性能,保证了速度曲线的光滑性和柔性冲击,同时减小振动的最大加速度,缩短负滑动时间,因此可以有效的保证铸坯的质量。

结晶器非正弦振动参数的选择.pdf
高效连铸结晶器非正弦振动参数的选择1前言结晶器非正弦振动形式的开发,突破了以上、下振动相互对称为特征的正弦式振动的限制,克服了正弦振动工艺效果的不足,实现分别选择和构造结晶器上振和下振两个过程的波形曲线。就工艺效果而言,非正弦振动对减少负滑脱时间、控制振痕深度属于高频振动;对于增加保护渣消耗、控制结晶器摩擦阻力则属于低频振动。从而结晶器非正弦振动能够取得更好的综合工艺效果。结晶器非正弦振动中引入波形偏斜率这一基本参数,使振动形式及振动参数选择具有多样性和灵活性。本文对非正弦振动参数的确定及参数的选择有无限
连铸结晶器非正弦振动函数及工艺参数研究.pdf
第49卷第8期钢铁Vol.49,No.82014年8月IronandSteelAugust2014DOI:10.13228/j.boyuan.issn0449-749x.20130403连铸结晶器非正弦振动函数及工艺参数研究张兴中,刘庆国,黄文,方一鸣(燕山大学国家冷轧板带装备及工艺工程技术研究中心,河北秦皇岛066004)摘要:结晶器非正弦振动在有效避免黏结性漏钢的同时,可以获得较短的负滑动时间,有助于提高铸坯表面质量。非正弦振动的加速度比正弦振动大,容易产生冲击,降低结晶器运动的平稳性。针对此问题,构
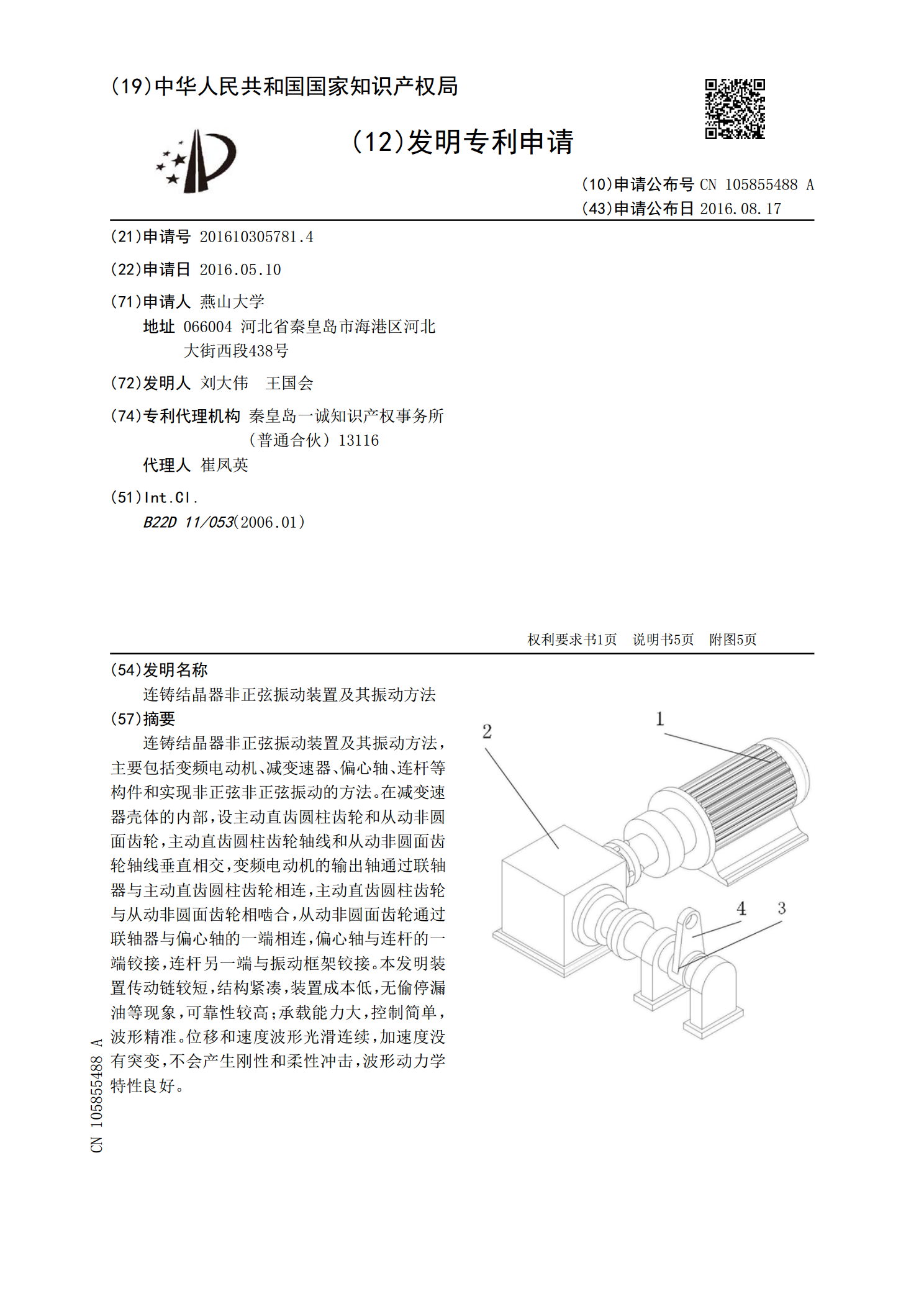
连铸结晶器非正弦振动装置及其振动方法.pdf
连铸结晶器非正弦振动装置及其振动方法,主要包括变频电动机、减变速器、偏心轴、连杆等构件和实现非正弦非正弦振动的方法。在减变速器壳体的内部,设主动直齿圆柱齿轮和从动非圆面齿轮,主动直齿圆柱齿轮轴线和从动非圆面齿轮轴线垂直相交,变频电动机的输出轴通过联轴器与主动直齿圆柱齿轮相连,主动直齿圆柱齿轮与从动非圆面齿轮相啮合,从动非圆面齿轮通过联轴器与偏心轴的一端相连,偏心轴与连杆的一端铰接,连杆另一端与振动框架铰接。本发明装置传动链较短,结构紧凑,装置成本低,无偷停漏油等现象,可靠性较高;承载能力大,控制简单,波形

结晶器非正弦振动波形构造方法研究.docx
结晶器非正弦振动波形构造方法研究摘要:结晶器振动是连铸线的高效连铸关键技术之一其目的是防止铸坯粘结而发生拉裂或漏钢。文章论述了两种结晶器非正弦振动波形的特点及构造规则讨论了目前比较实用的两种构造方法并推导了相应的波形表达式及基本工艺指标参数的计算公式对比了不同方法的优缺点。关键词:结晶器;非正弦;振动波形;构造方法;波形表达式;工艺指标参数文献标识码:A中图分类号:TG249文章编号:1009-2374(2015)35-0016-02DOI:10.1