
可靠的热连轧精轧机架咬钢信号控制方法.pdf

一条****杉淑

1/9
2/9
3/9

4/9
5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
可靠的热连轧精轧机架咬钢信号控制方法.pdf
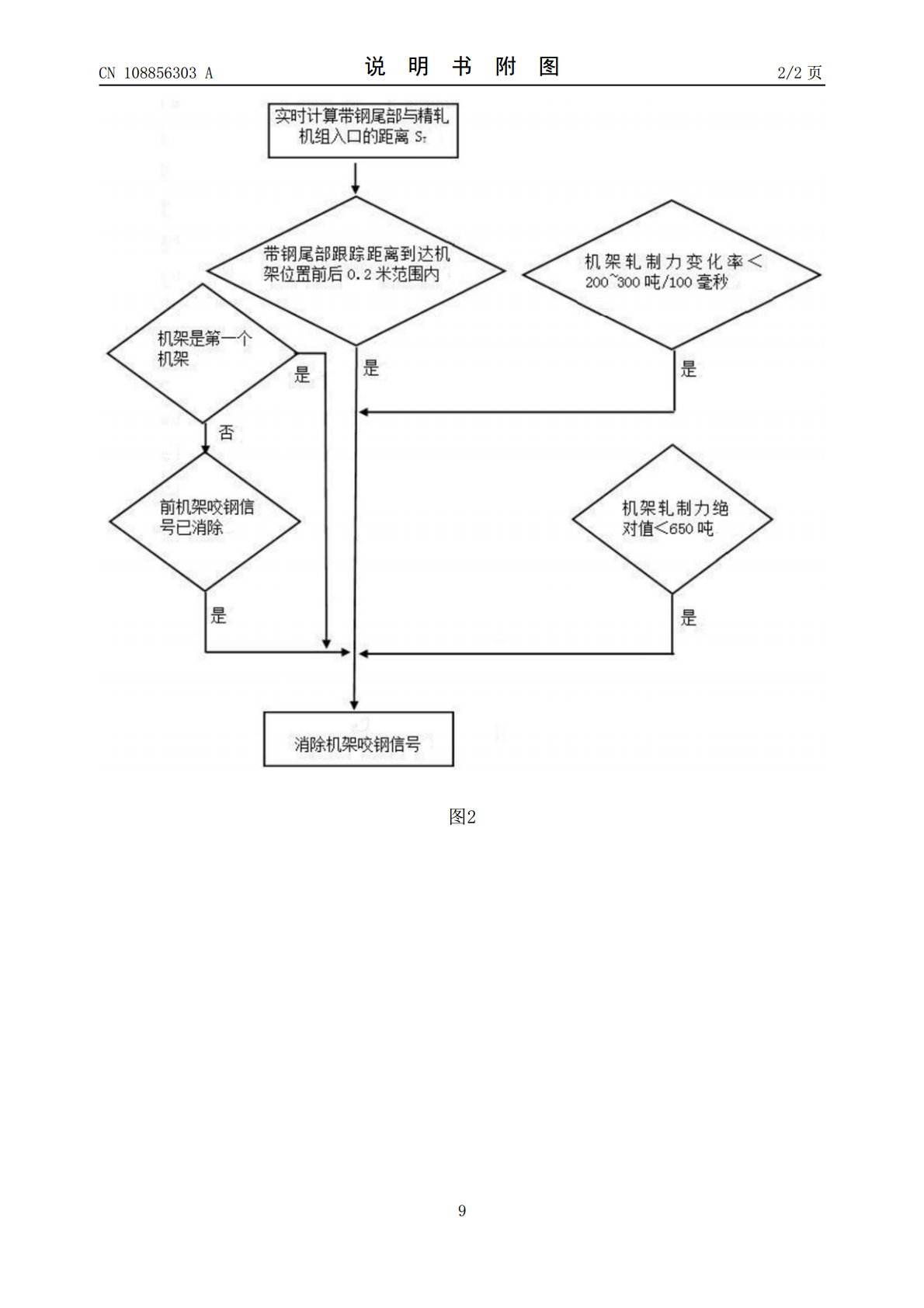
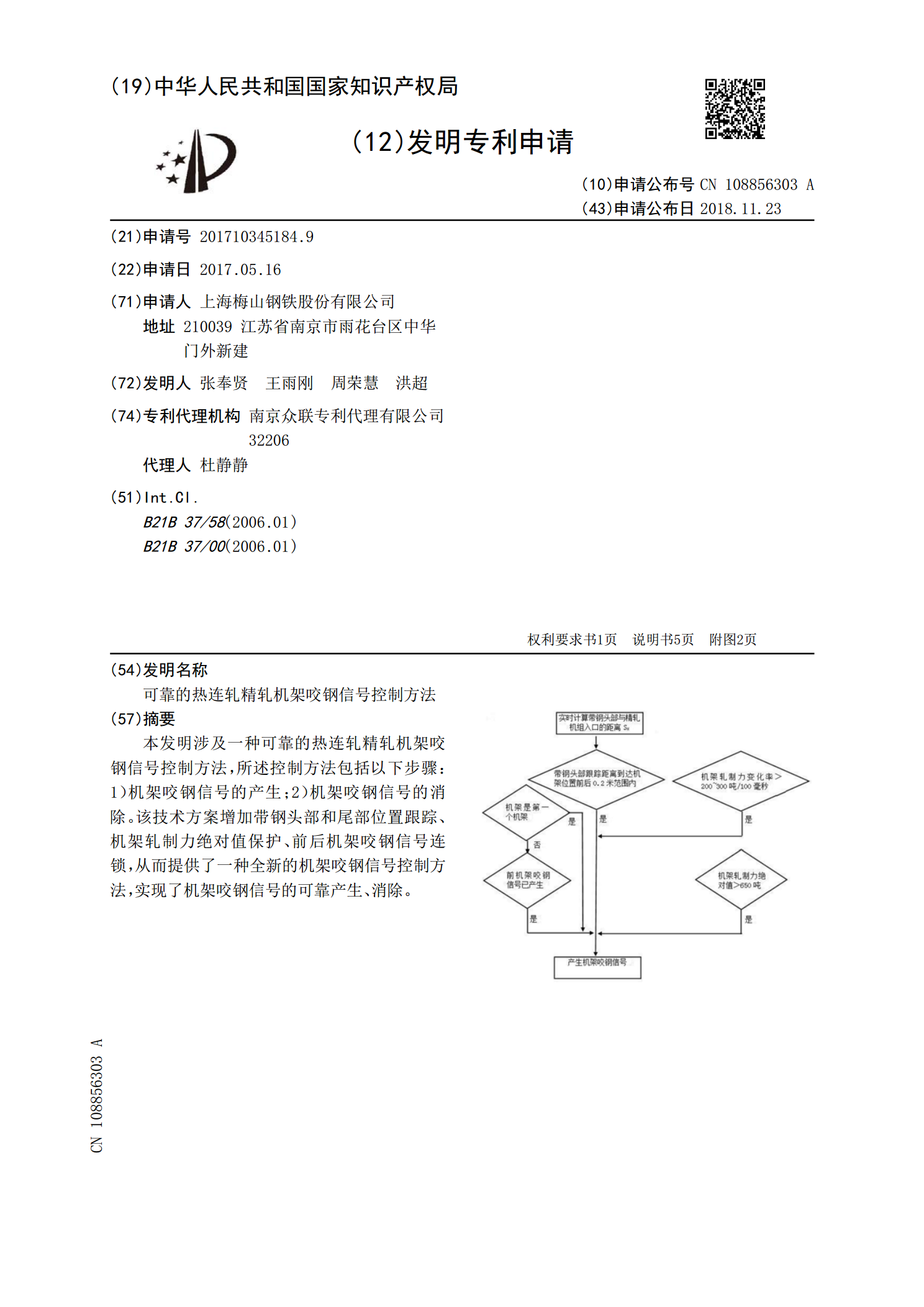
本发明涉及一种可靠的热连轧精轧机架咬钢信号控制方法,所述控制方法包括以下步骤:1)机架咬钢信号的产生;2)机架咬钢信号的消除。该技术方案增加带钢头部和尾部位置跟踪、机架轧制力绝对值保护、前后机架咬钢信号连锁,从而提供了一种全新的机架咬钢信号控制方法,实现了机架咬钢信号的可靠产生、消除。

莱钢热连轧中粗轧控制系统的研究.docx
莱钢热连轧中粗轧控制系统的研究莱钢热连轧中粗轧控制系统的研究摘要随着钢铁工业的快速发展,热连轧技术在钢铁生产中起着至关重要的作用。中粗轧是热连轧过程中的关键环节,对于产品质量和生产效率具有重要影响。本文以莱钢热连轧中粗轧控制系统为研究对象,通过对其控制系统的分析和优化,旨在提高产品的质量,并提高生产效率。首先,介绍了中粗轧的工作原理和过程流程;然后,详细分析了莱钢热连轧中粗轧控制系统的结构和主要组成部分;接着,对控制系统中的关键技术进行了研究和分析;最后,提出了优化控制系统的建议,以期进一步优化产品质量和

梅钢热连轧精轧主速度应用研究.docx
梅钢热连轧精轧主速度应用研究梅钢热连轧精轧主速度应用研究摘要:热连轧精轧主速度是钢铁生产中一个重要的工艺参数。本文以梅钢为例,对热连轧精轧主速度进行了深入研究。通过对梅钢生产线的实际情况进行调研和数据分析,探讨了主速度的影响因素、优化方法,并提出了提高热连轧精轧主速度的建议。研究结果表明,合理调整热连轧精轧主速度可以提高生产效率,降低能耗,促进质量提升。关键词:梅钢;热连轧精轧;主速度;影响因素;优化方法一、引言热连轧精轧是钢铁生产中的关键工艺,主要用于将毛坯轧制成规定尺寸和形状的钢材。热连轧精轧主速度作

带钢热连轧精轧温度模型与终轧温度控制的研究.docx
带钢热连轧精轧温度模型与终轧温度控制的研究随着冶金工业的发展,带钢的生产在全球范围内逐渐普及。然而,在带钢的生产过程中,精准控制温度是关键因素之一,这不仅关乎带钢厚度与形状的稳定性,还关系到带钢的物理性能和化学组成。因此,带钢热连轧精轧温度模型与终轧温度控制的研究就显得尤为重要和迫切。热连轧和精轧是带钢生产过程中最关键的环节之一。在热连轧过程中,温度的精准控制能够有效地提高带钢的成型质量和品质。对于精轧过程,温度控制对于提升带钢的机械性能和表面质量也是非常关键的。现代带钢生产中,不同生产工艺和细节会对温度

1880六机架热连轧压下规程.docx
六机架精轧机组压下规程的制定结果一、设计任务书1、设计技术参数1.1、原料:30~40mm×1700mm;产品:3.5~5.5mm×1700mm材料:Q195、Q245、40Cr、08AL1.2、工作辊采用四列圆锥滚子轴承,支承辊采用四列圆柱滚子轴承1.3、精轧机组为7机架连轧;成品机架出口速度v=20m/s;精轧机组开轧温度1050℃,终轧温度850℃;连轧机组长度(F1~F7中心距)6×6=36m2、设计要求2.1、制定压下规程:计算道次压下量,压下率,轧制力,轧制力矩;2.2、确定四辊轧机辊系尺寸2