
用于控制六辊UCM轧机边缘降的中间辊辊形设计方法.pdf

悠柔****找我

1/10

2/10

3/10
4/10

5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于控制六辊UCM轧机边缘降的中间辊辊形设计方法.pdf
本发明提供一种用于控制六辊UCM轧机边缘降的中间辊辊形设计方法。本发明的方法包括如下步骤:(1)采取多项式辊形曲线f(x)对六辊UCM轧机中间辊端部辊形进行优化,同时根据板形的实际情况配合一定的窜辊量——上中间辊沿其轴向方向从传动侧向工作侧窜动S,下中间辊沿其轴向方向从工作侧向传动侧窜动S,对边降进行控制,(2)根据中间辊端部辊形设计原则确定以下子目标函数;(3)根据步骤(2)的子目标函数,采用线性加权组合法确定总目标函数以及约束条件。本发明能够解决冷轧镀锡板过程中带钢边缘降明显问题,改善板形质量,提高冷

宽带钢UCM六辊冷轧机辊形研究.docx
宽带钢UCM六辊冷轧机辊形研究引言宽带钢是一种重要的钢材品种,广泛用于建筑、机械、汽车制造、桥梁等领域。其中,UCM六辊冷轧机辊形对宽带钢的冷轧质量具有重要影响。因此,研究UCM六辊冷轧机辊形对冷轧宽带钢的影响,具有很高的理论和实践意义。一、UCM六辊冷轧机的基本结构UCM六辊冷轧机是一种典型的冷轧机,其基本结构如图1所示。图1UCM六辊冷轧机的结构示意图UCM六辊冷轧机中,上、中、下辊被分为两个反向旋转的辊组,上辊组由两个相邻辊支承器支承,下辊组也是如此。每个辊支承器上有两只辊轴承支承一个辊轴,两个辊支
快速更换上中间辊的六辊轧机及换辊方法.pdf
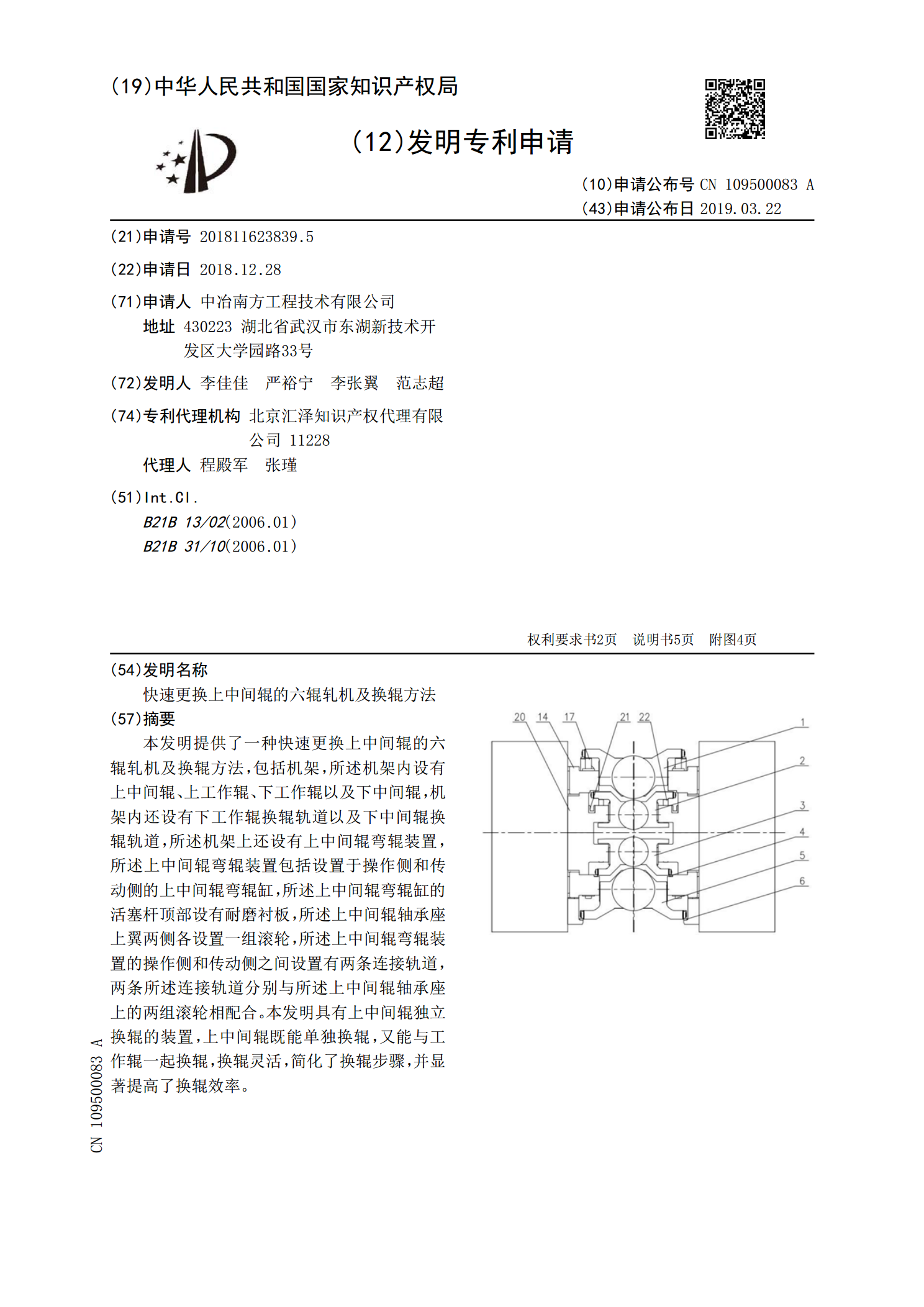
本发明提供了一种快速更换上中间辊的六辊轧机及换辊方法,包括机架,所述机架内设有上中间辊、上工作辊、下工作辊以及下中间辊,机架内还设有下工作辊换辊轨道以及下中间辊换辊轨道,所述机架上还设有上中间辊弯辊装置,所述上中间辊弯辊装置包括设置于操作侧和传动侧的上中间辊弯辊缸,所述上中间辊弯辊缸的活塞杆顶部设有耐磨衬板,所述上中间辊轴承座上翼两侧各设置一组滚轮,所述上中间辊弯辊装置的操作侧和传动侧之间设置有两条连接轨道,两条所述连接轨道分别与所述上中间辊轴承座上的两组滚轮相配合。本发明具有上中间辊独立换辊的装置,上中

宽带钢UCM六辊冷轧机辊形研究的综述报告.docx
宽带钢UCM六辊冷轧机辊形研究的综述报告宽带钢UCM六辊冷轧机辊形研究的综述报告宽带钢冷轧机是目前钢铁生产中最重要的设备之一,UCM六辊冷轧机是其中的一种重要类型,UCM六辊冷轧机能够实现较佳的控制效果,提高了生产效率,同时能够到达较高的压下比值,精度较高,以应对高成本钢材的冷轧需求。UCM六辊冷轧机的发展带动了钢铁行业的发展,成为了一种技术进步的代表。UCM六辊冷轧机主要由初轧辊、中间辊和支承辊组成。其中,中间辊的辊形对冷轧过程中钢带的形变有着非常重要的影响,决定了钢带在压下区的压力分布,进而影响冷轧的

六辊轧机中间辊移动的工艺特性.docx
六辊轧机中间辊移动的工艺特性六辊轧机中间辊移动的工艺特性摘要:轧机是金属加工中常用的一种设备,其中六辊轧机是一种常见的轧机类型。中间辊移动是六辊轧机中的关键工艺特性之一,它直接影响到轧机的轧制效果和产品质量。本论文将介绍六辊轧机中间辊移动的工艺特性,包括中间辊的移动方式、移动速度、移动距离等。同时,还将分析中间辊移动对轧制力和轧制质量的影响,并提出一些改善中间辊移动工艺特性的方法和建议。一、引言轧机是金属加工中重要的设备之一,其主要作用是将金属材料经过变形加工,以获得所需的形状和尺寸。六辊轧机是一种常见的