
一种齿轮轴套.pdf

是你****平呀

1/5

2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种齿轮轴套.pdf
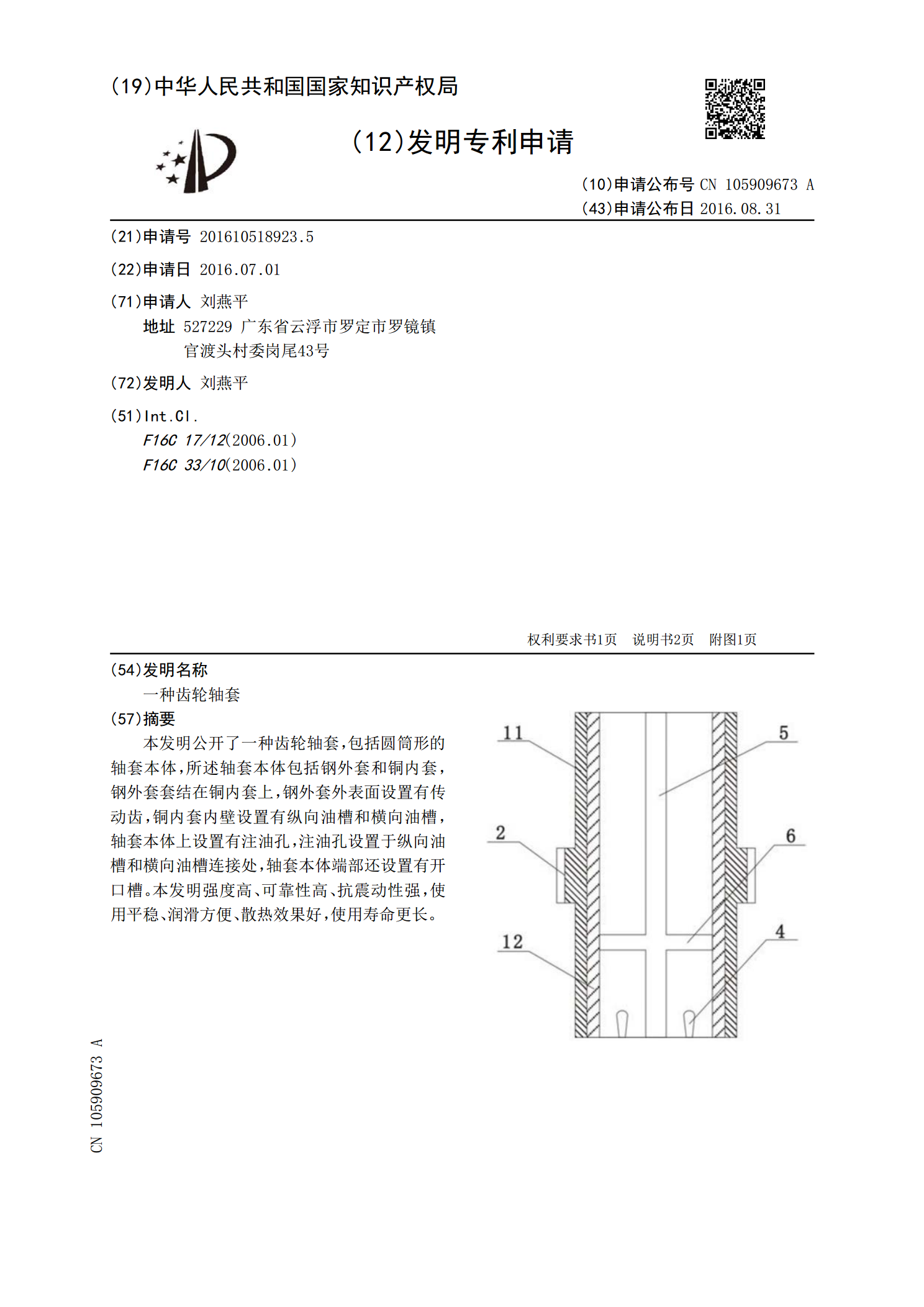
本发明公开了一种齿轮轴套,包括圆筒形的轴套本体,所述轴套本体包括钢外套和铜内套,钢外套套结在铜内套上,钢外套外表面设置有传动齿,铜内套内壁设置有纵向油槽和横向油槽,轴套本体上设置有注油孔,注油孔设置于纵向油槽和横向油槽连接处,轴套本体端部还设置有开口槽。本发明强度高、可靠性高、抗震动性强,使用平稳、润滑方便、散热效果好,使用寿命更长。
一种齿轮轴套.pdf
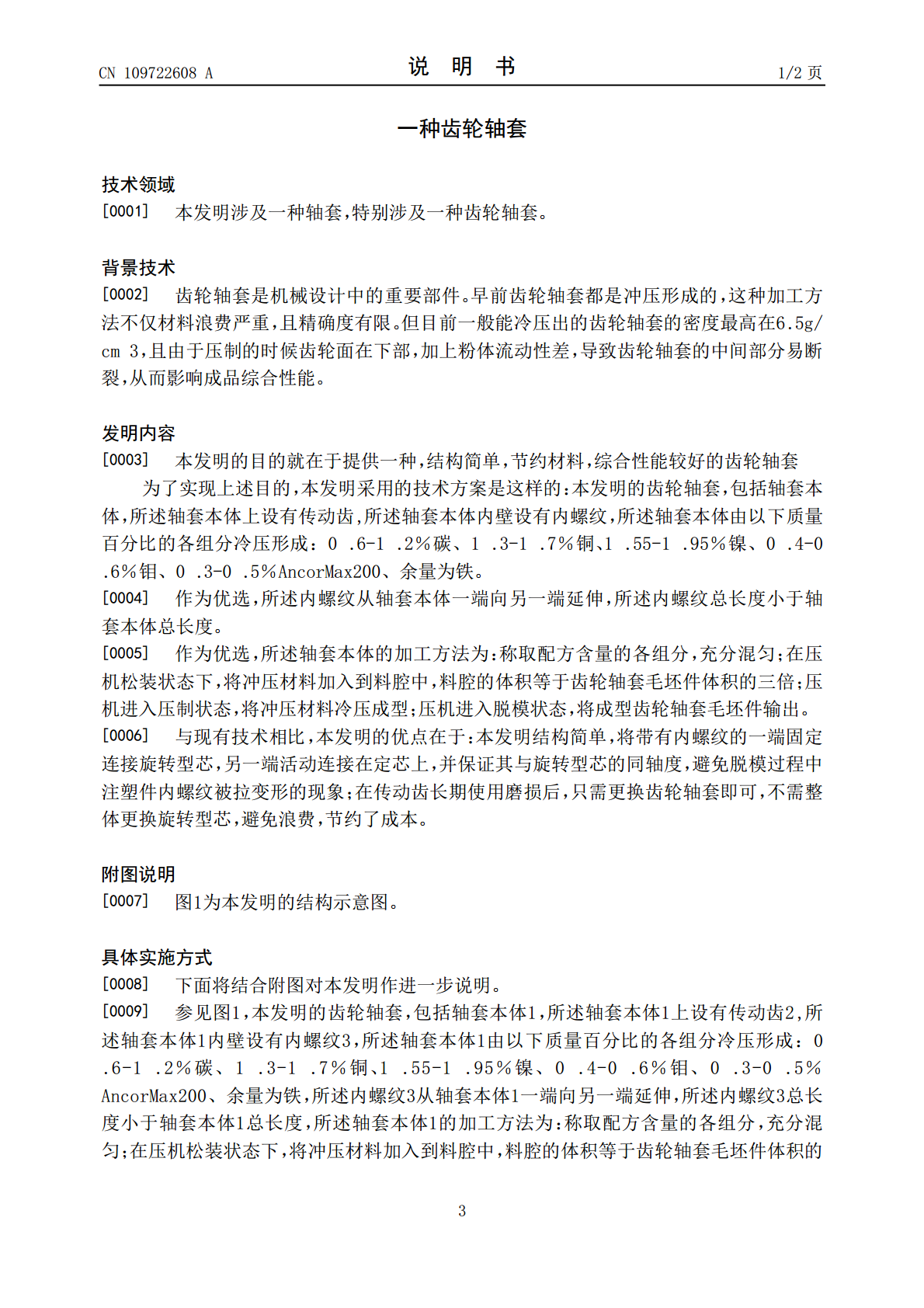
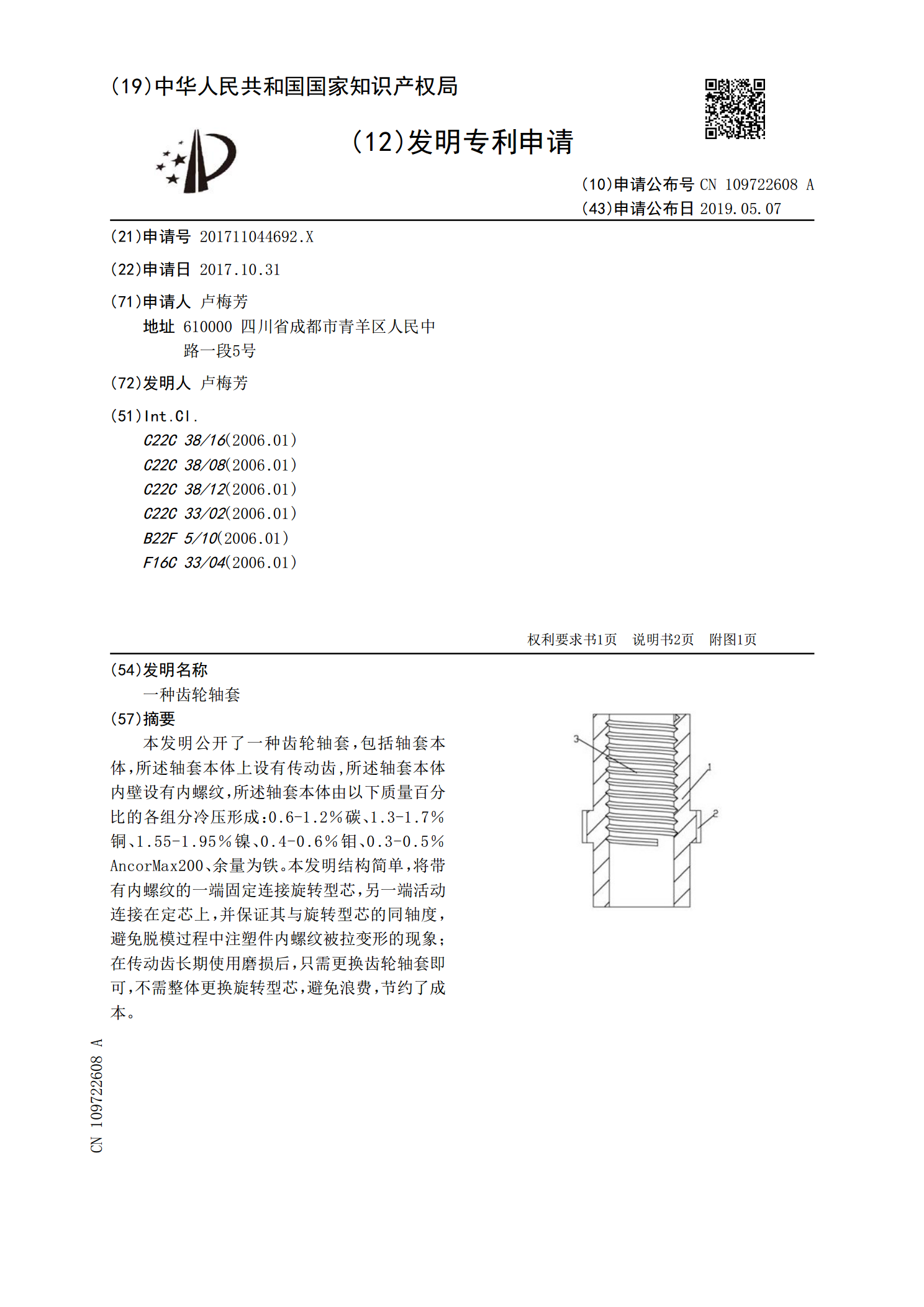
本发明公开了一种齿轮轴套,包括轴套本体,所述轴套本体上设有传动齿,所述轴套本体内壁设有内螺纹,所述轴套本体由以下质量百分比的各组分冷压形成:0.6‑1.2%碳、1.3‑1.7%铜、1.55‑1.95%镍、0.4‑0.6%钼、0.3‑0.5%AncorMax200、余量为铁。本发明结构简单,将带有内螺纹的一端固定连接旋转型芯,另一端活动连接在定芯上,并保证其与旋转型芯的同轴度,避免脱模过程中注塑件内螺纹被拉变形的现象;在传动齿长期使用磨损后,只需更换齿轮轴套即可,不需整体更换旋转型芯,避免浪费,节约了成本。

一种齿轮轴套.pdf
本发明公开了一种齿轮轴套,包括轴套本体,所述轴套本体上设有传动齿;所述轴套本体内壁设有内螺纹;所述内螺纹从轴套本体一端向另一端延伸,所述内螺纹总长度小于轴套本体总长度。本发明方案的齿轮轴套,结构简单,将带有内螺纹的一端固定连接旋转型芯,另一端活动连接在定芯上,并保证其与旋转型芯的同轴度,避免脱模过程中注塑件内螺纹被拉变形的现象;在传动齿长期使用磨损后,只需更换齿轮轴套即可,不需整体更换旋转型芯,避免浪费,节约了成本。
一种具有组合轴套的齿轮.pdf
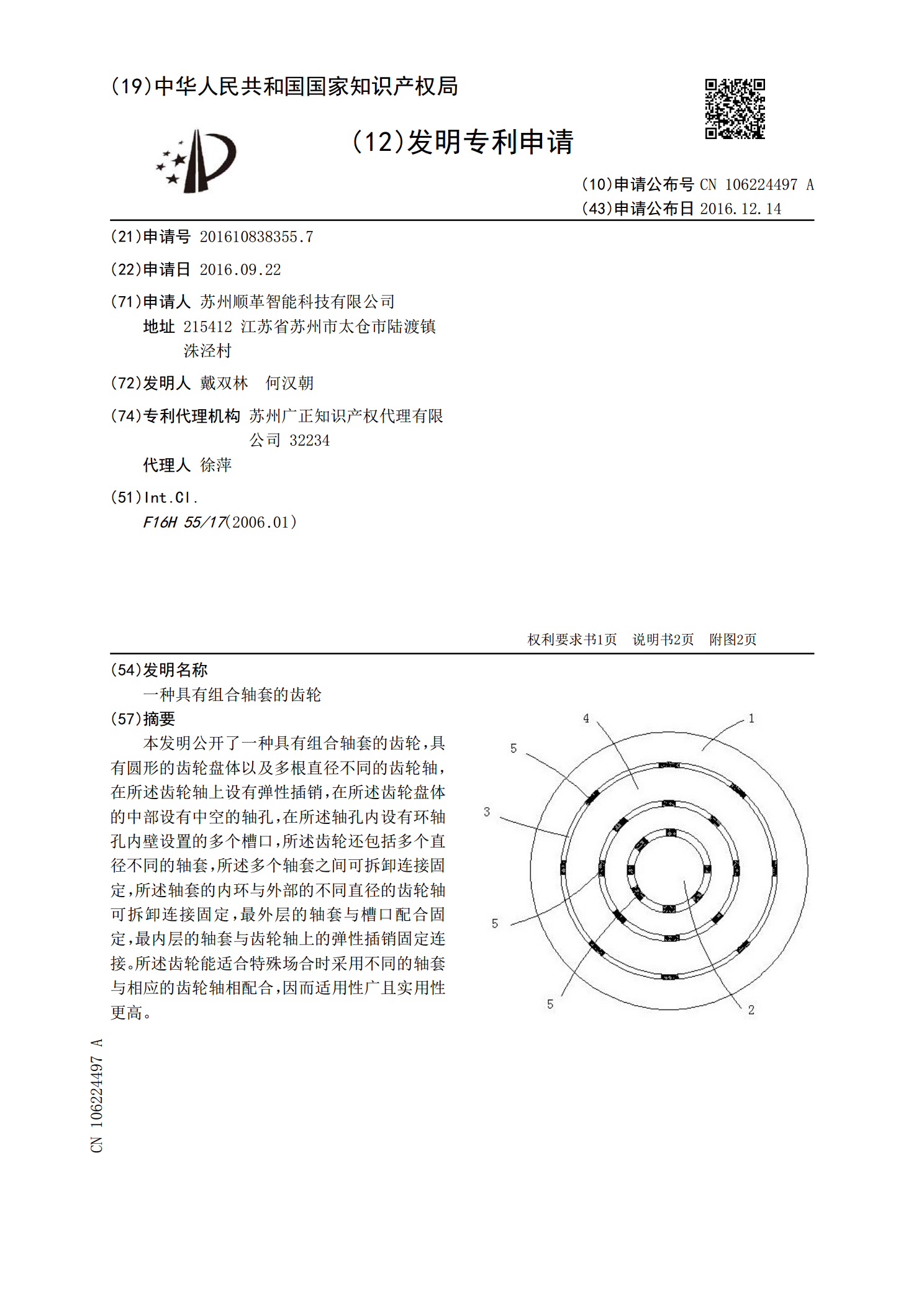
本发明公开了一种具有组合轴套的齿轮,具有圆形的齿轮盘体以及多根直径不同的齿轮轴,在所述齿轮轴上设有弹性插销,在所述齿轮盘体的中部设有中空的轴孔,在所述轴孔内设有环轴孔内壁设置的多个槽口,所述齿轮还包括多个直径不同的轴套,所述多个轴套之间可拆卸连接固定,所述轴套的内环与外部的不同直径的齿轮轴可拆卸连接固定,最外层的轴套与槽口配合固定,最内层的轴套与齿轮轴上的弹性插销固定连接。所述齿轮能适合特殊场合时采用不同的轴套与相应的齿轮轴相配合,因而适用性广且实用性更高。
一种齿轮泵轴套压装装置.pdf
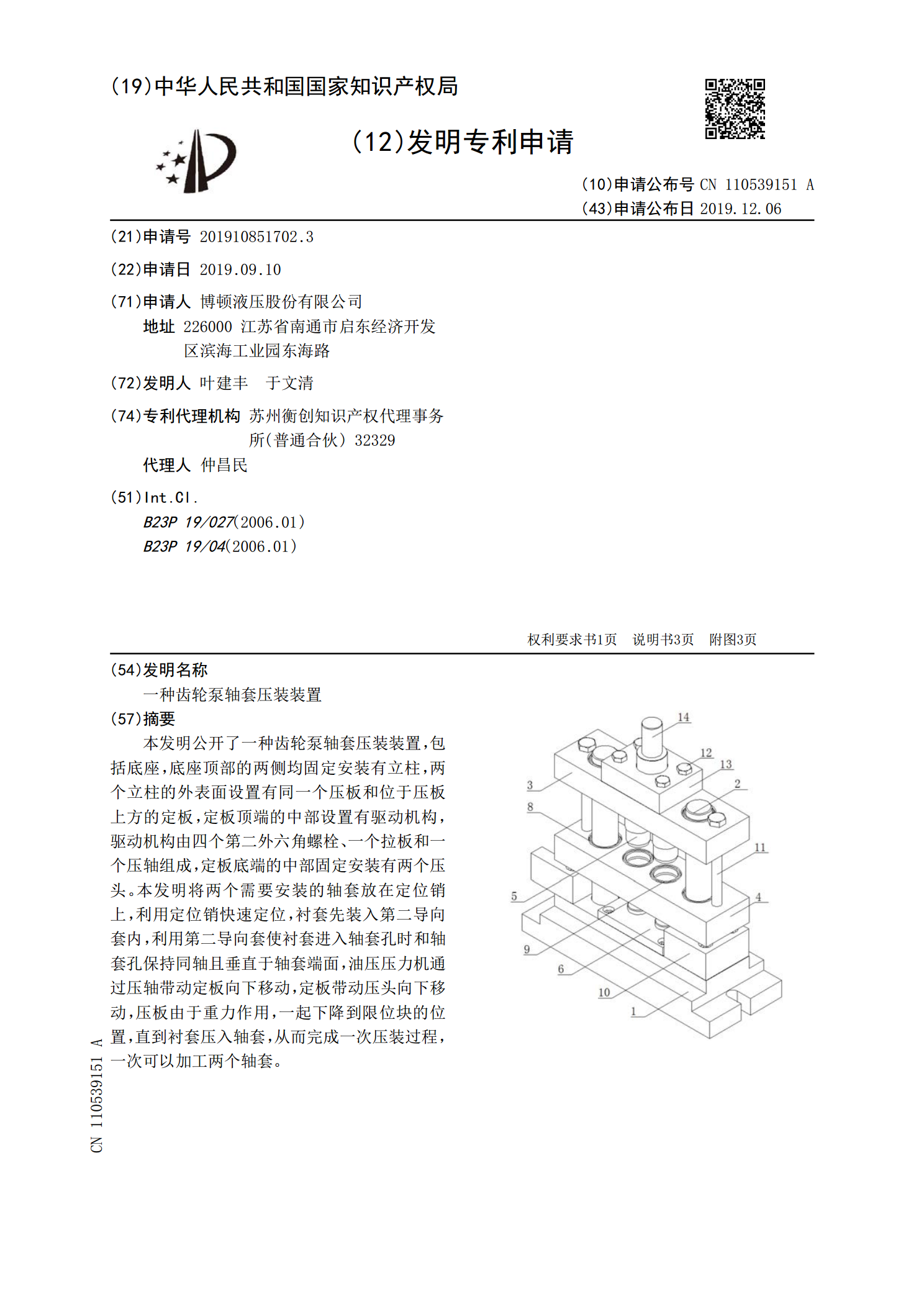
本发明公开了一种齿轮泵轴套压装装置,包括底座,底座顶部的两侧均固定安装有立柱,两个立柱的外表面设置有同一个压板和位于压板上方的定板,定板顶端的中部设置有驱动机构,驱动机构由四个第二外六角螺栓、一个拉板和一个压轴组成,定板底端的中部固定安装有两个压头。本发明将两个需要安装的轴套放在定位销上,利用定位销快速定位,衬套先装入第二导向套内,利用第二导向套使衬套进入轴套孔时和轴套孔保持同轴且垂直于轴套端面,油压压力机通过压轴带动定板向下移动,定板带动压头向下移动,压板由于重力作用,一起下降到限位块的位置,直到衬套压