
一种多工位组合夹具.pdf

诗文****仙女


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种多工位组合夹具.pdf
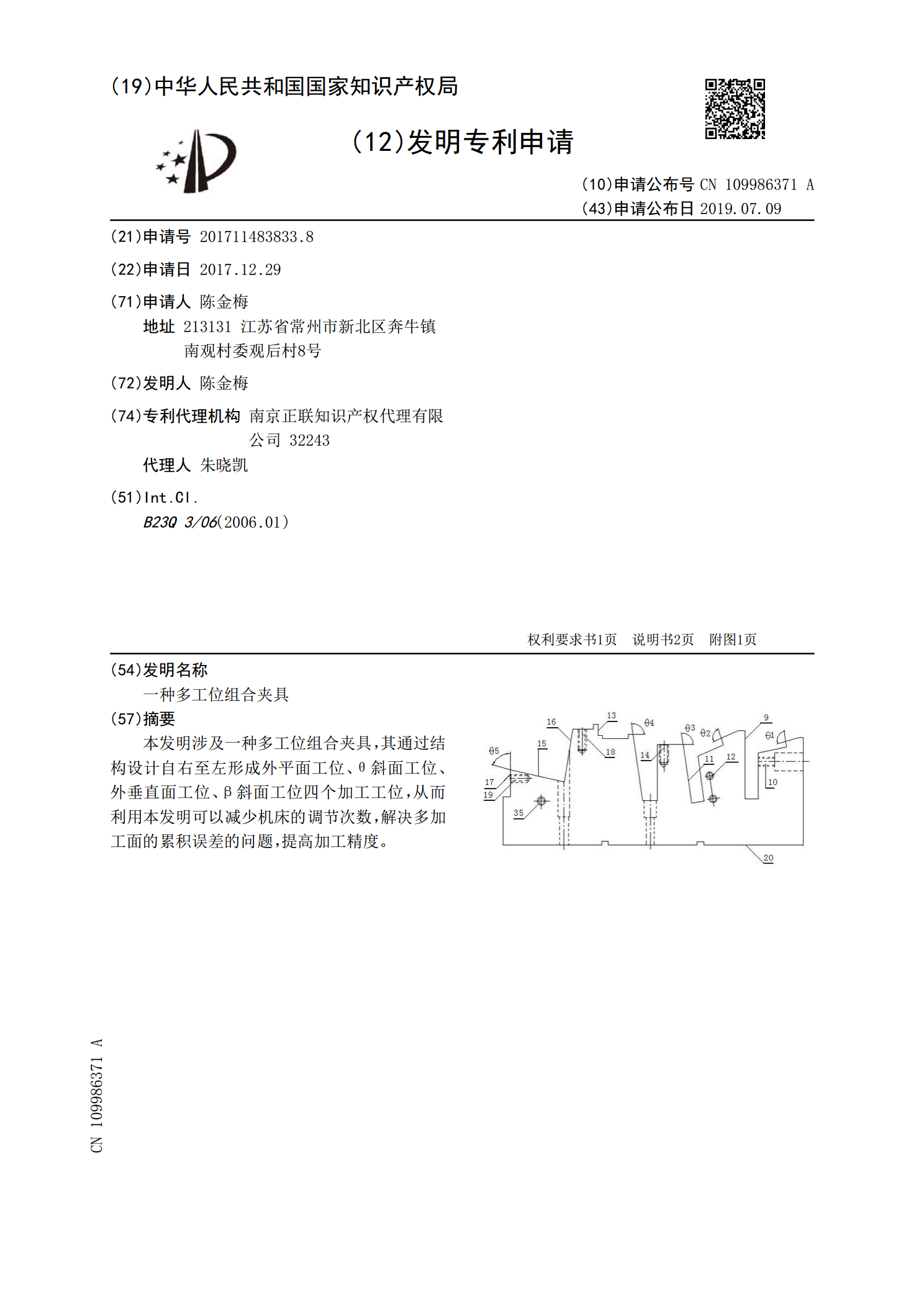
本发明涉及一种多工位组合夹具,其通过结构设计自右至左形成外平面工位、θ斜面工位、外垂直面工位、β斜面工位四个加工工位,从而利用本发明可以减少机床的调节次数,解决多加工面的累积误差的问题,提高加工精度。

一种组合工位气动夹具.pdf
一种组合工位气动夹具,包括:框架,底部安装在机械加工设备的工作台上,顶部设有若干个可与夹紧腔连通的安装槽;升降装置,包括驱动单元和升降平台,驱动单元设置在夹紧腔底部,并且驱动单元的升降端与升降平台相连;以及夹紧装置,与安装槽一一对应,包括高度调节单元和夹紧度调节单元,夹紧度调节单元与升降部上部拆卸式连接,并且夹紧度调节单元与安装槽之间留有用于插入工件的夹紧间隙。本发明的有益效果是:气动夹紧减少了装夹时间,同时也大大减少机械设备各主轴驱动电机的启动、停止次数,有利于机械设备的正常运行从而降低单件制造成本,提
一种多工位夹紧夹具.pdf
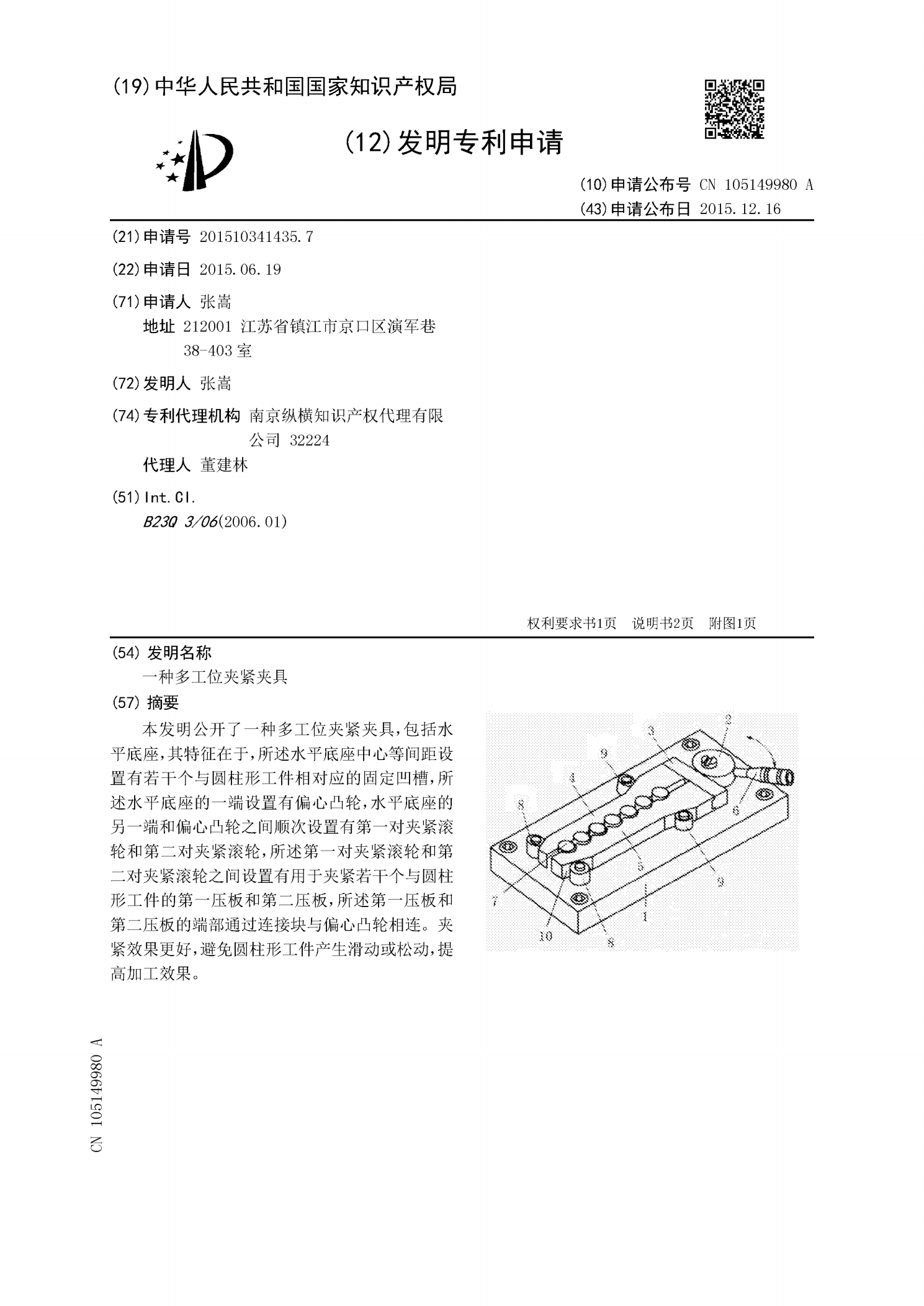
本发明公开了一种多工位夹紧夹具,包括水平底座,其特征在于,所述水平底座中心等间距设置有若干个与圆柱形工件相对应的固定凹槽,所述水平底座的一端设置有偏心凸轮,水平底座的另一端和偏心凸轮之间顺次设置有第一对夹紧滚轮和第二对夹紧滚轮,所述第一对夹紧滚轮和第二对夹紧滚轮之间设置有用于夹紧若干个与圆柱形工件的第一压板和第二压板,所述第一压板和第二压板的端部通过连接块与偏心凸轮相连。夹紧效果更好,避免圆柱形工件产生滑动或松动,提高加工效果。
一种多工位轴类夹具.pdf
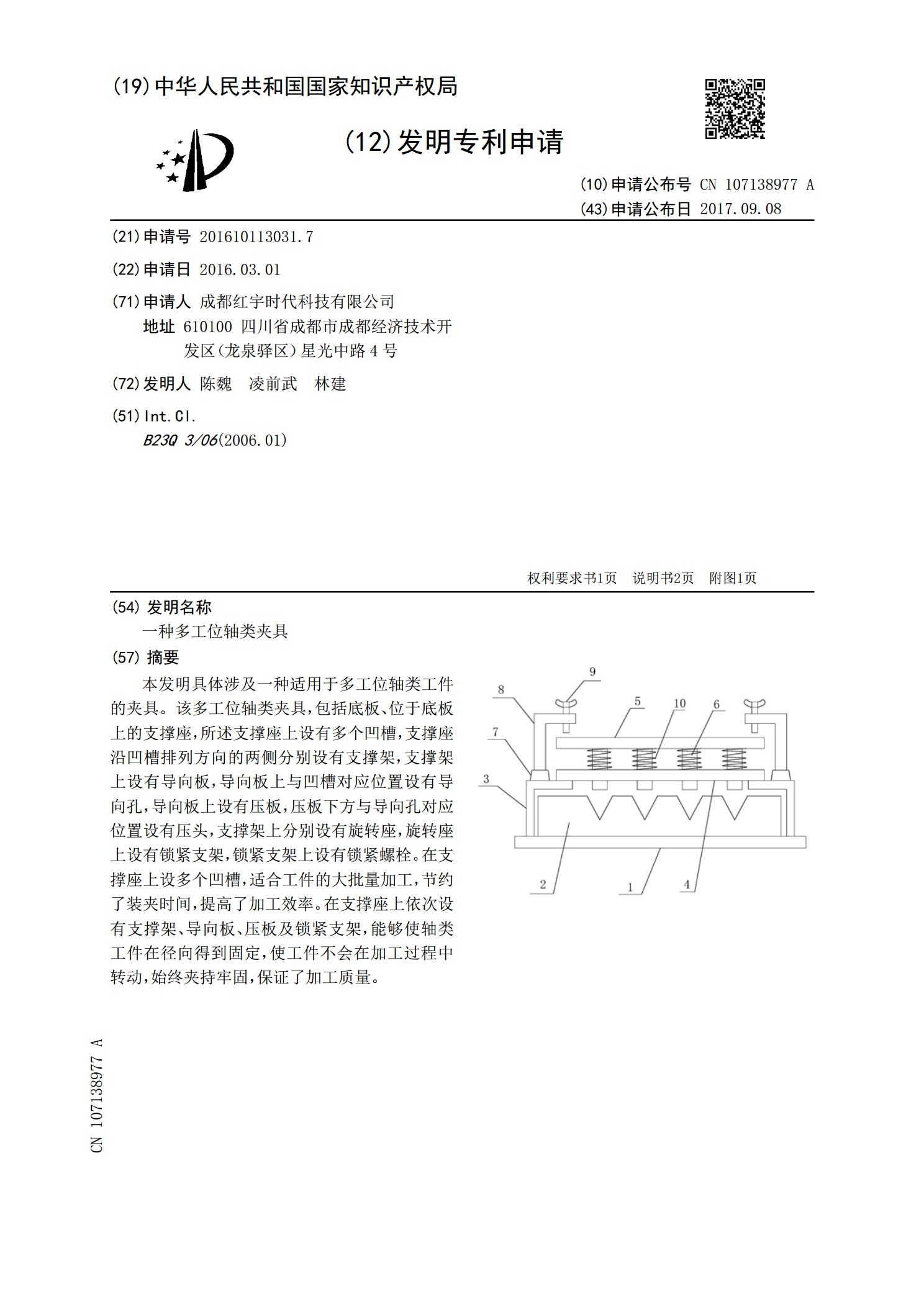
本发明具体涉及一种适用于多工位轴类工件的夹具。该多工位轴类夹具,包括底板、位于底板上的支撑座,所述支撑座上设有多个凹槽,支撑座沿凹槽排列方向的两侧分别设有支撑架,支撑架上设有导向板,导向板上与凹槽对应位置设有导向孔,导向板上设有压板,压板下方与导向孔对应位置设有压头,支撑架上分别设有旋转座,旋转座上设有锁紧支架,锁紧支架上设有锁紧螺栓。在支撑座上设多个凹槽,适合工件的大批量加工,节约了装夹时间,提高了加工效率。在支撑座上依次设有支撑架、导向板、压板及锁紧支架,能够使轴类工件在径向得到固定,使工件不会在加工
一种多工位工件紧固夹具.pdf
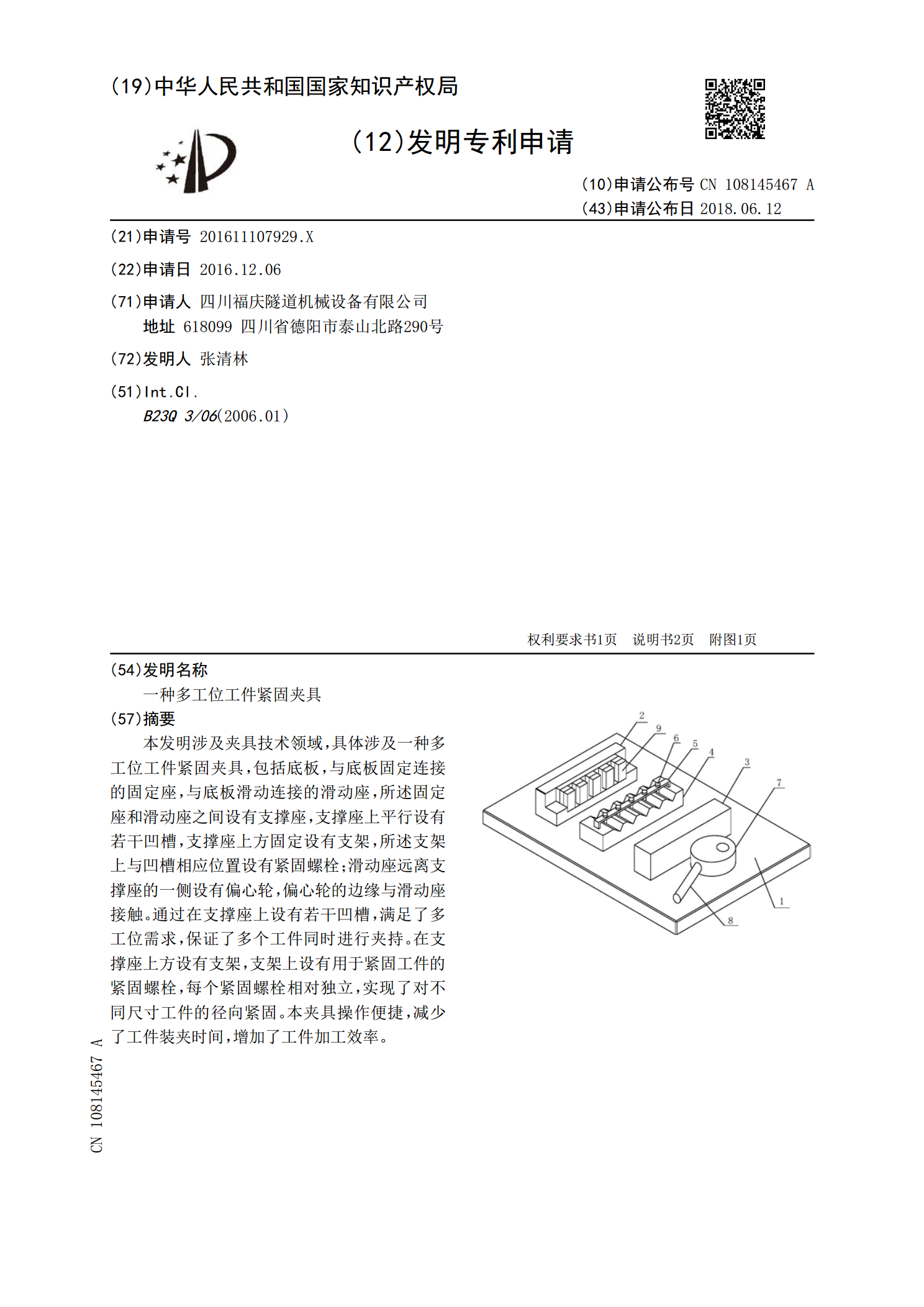
本发明涉及夹具技术领域,具体涉及一种多工位工件紧固夹具,包括底板,与底板固定连接的固定座,与底板滑动连接的滑动座,所述固定座和滑动座之间设有支撑座,支撑座上平行设有若干凹槽,支撑座上方固定设有支架,所述支架上与凹槽相应位置设有紧固螺栓;滑动座远离支撑座的一侧设有偏心轮,偏心轮的边缘与滑动座接触。通过在支撑座上设有若干凹槽,满足了多工位需求,保证了多个工件同时进行夹持。在支撑座上方设有支架,支架上设有用于紧固工件的紧固螺栓,每个紧固螺栓相对独立,实现了对不同尺寸工件的径向紧固。本夹具操作便捷,减少了工件装夹