
活套托辊安装座以及应用其控制活套出口带钢跑偏的方法.pdf

猫巷****盟主

1/8

2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

活套托辊安装座以及应用其控制活套出口带钢跑偏的方法.pdf
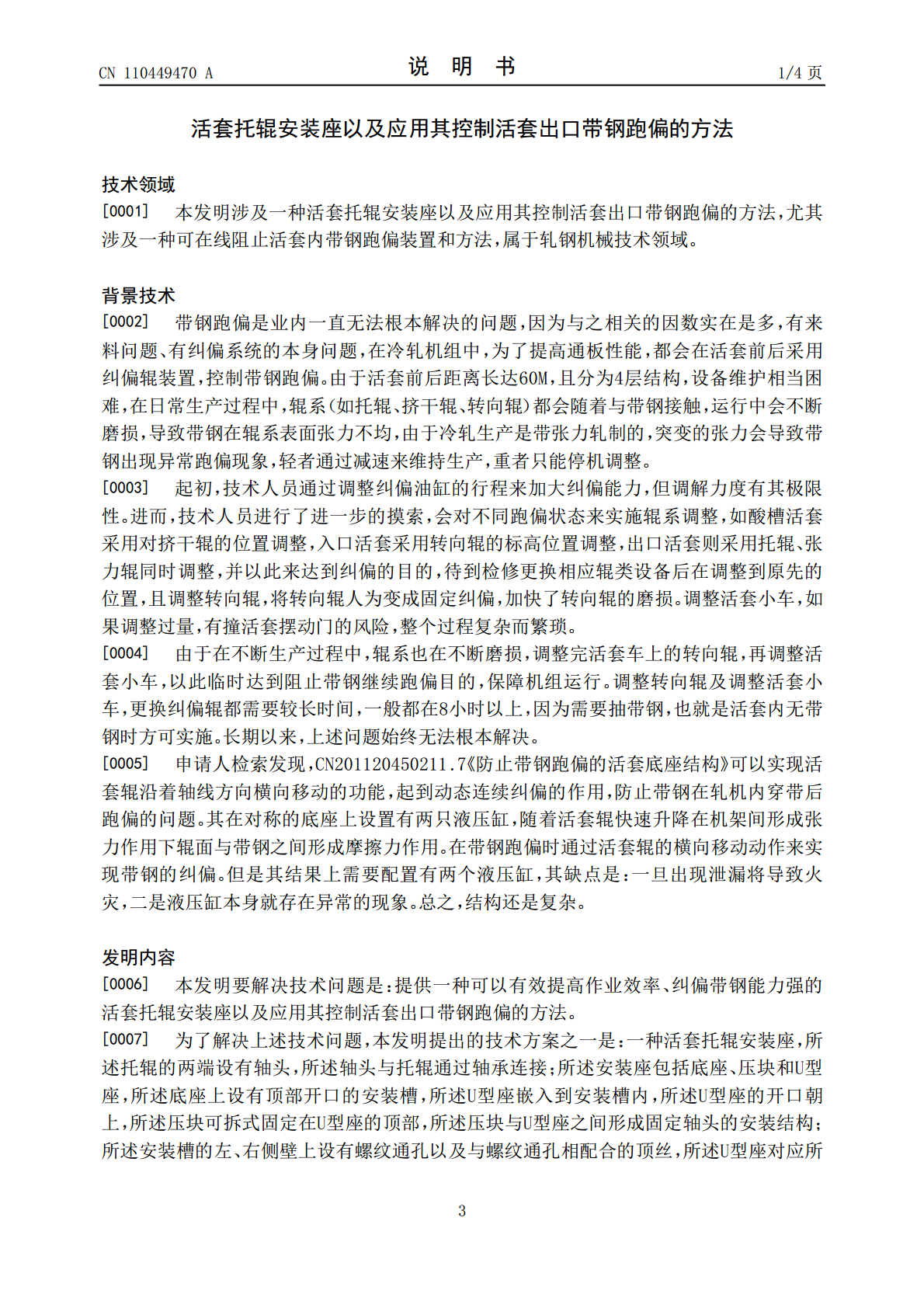
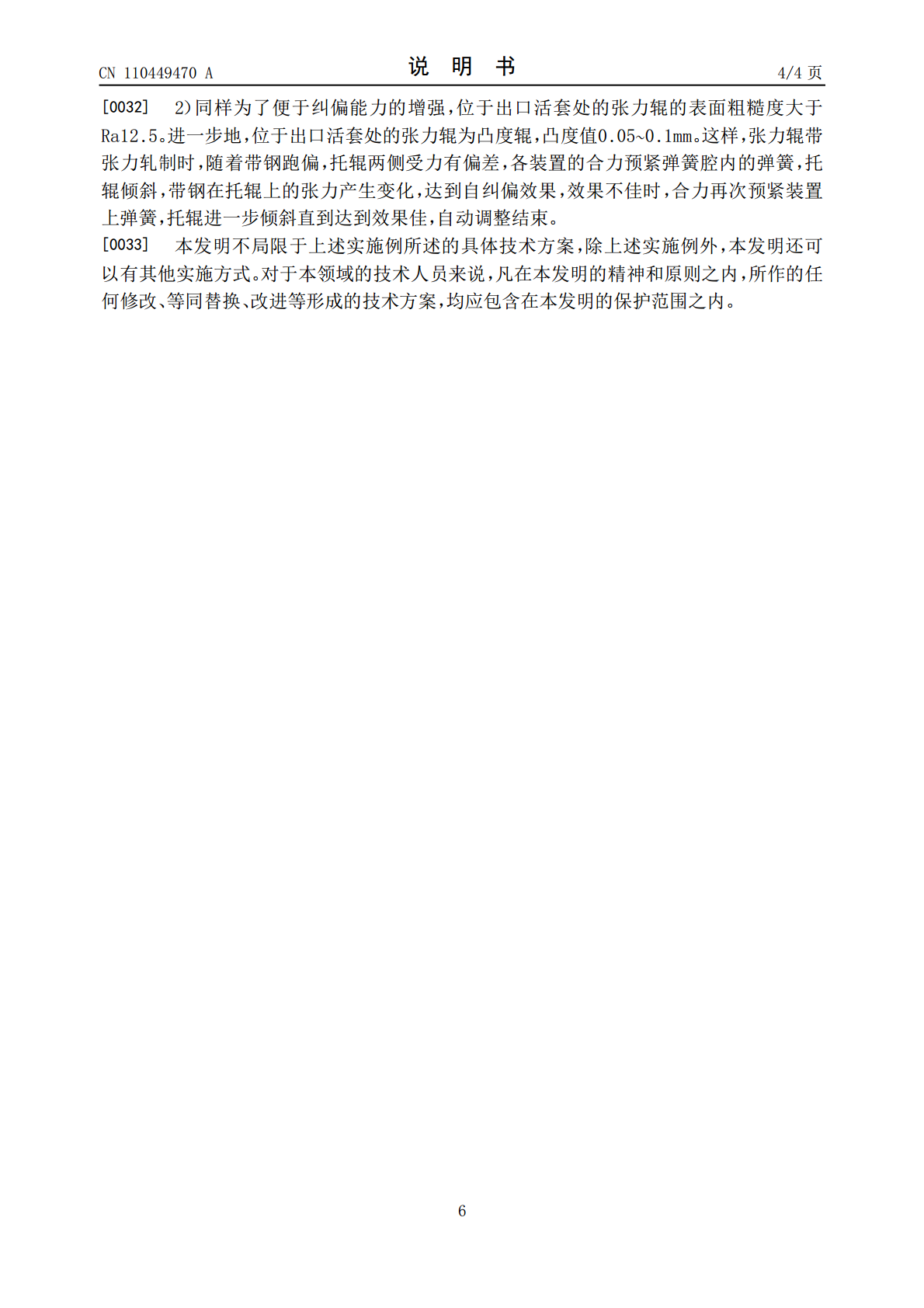
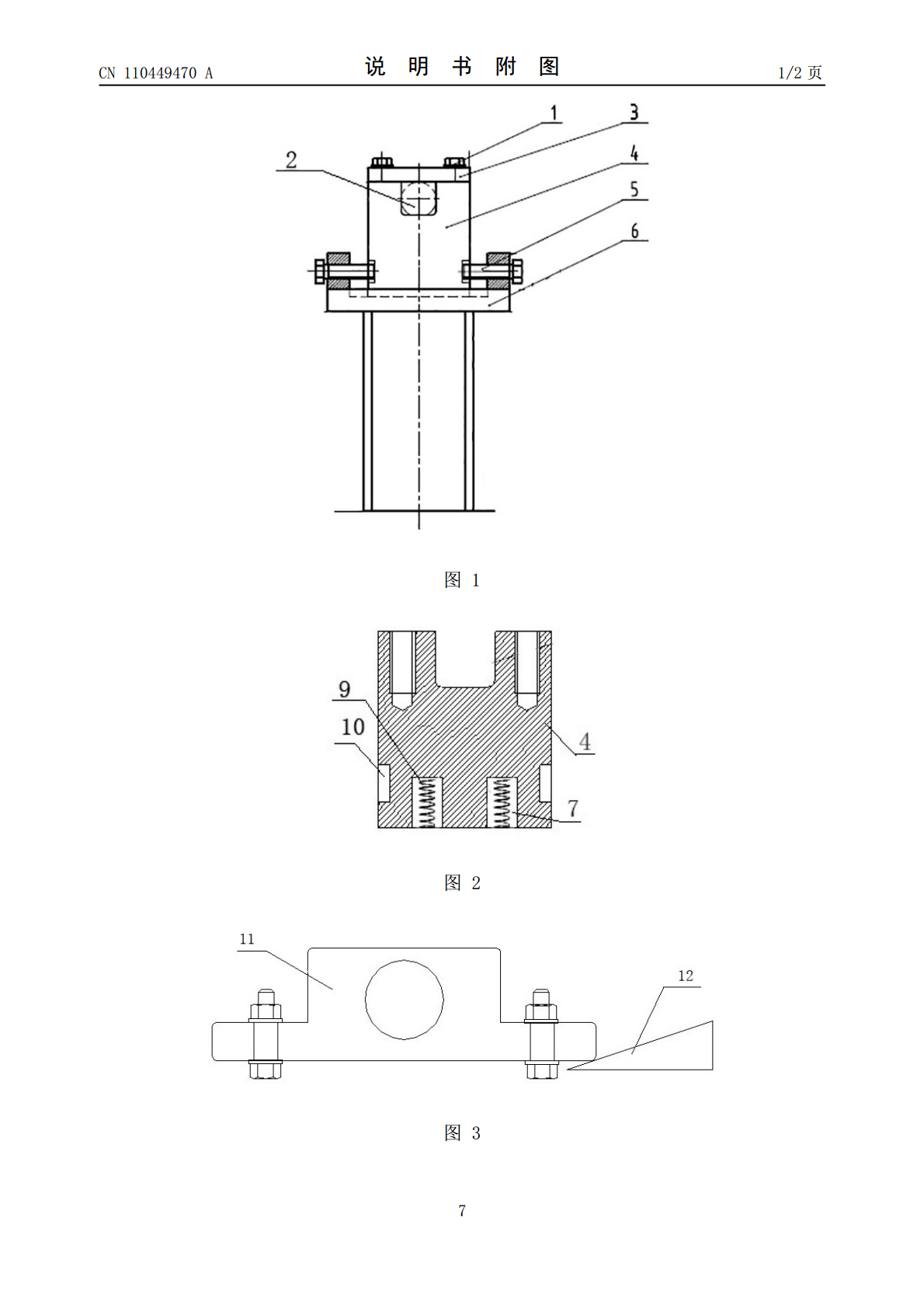
本发明涉及一种活套托辊安装座以及应用其控制活套出口带钢跑偏的方法,所述安装座包括底座、压块和U型座,所述底座上设有顶部开口的安装槽,所述U型座嵌入到安装槽内,所述U型座的开口朝上,所述压块可拆式固定在U型座的顶部,所述压块与U型座之间形成固定轴头的安装结构;所述安装槽的左、右侧壁上设有螺纹通孔以及与螺纹通孔相配合的顶丝,所述U型座对应所述螺纹通孔的位置设有顶丝孔。该方法首先制作并安装可纠偏的活套托辊装置,继而判断带钢跑偏方向,再根据带钢跑偏方向,反向调整活套托辊的垂线,并依次调整托辊,观察效果,达到纠偏的

卧式活套带钢跑偏控制技术.docx
卧式活套带钢跑偏控制技术引言:卧式活套带钢跑偏控制技术是钢铁生产过程中的一个重要环节,钢铁生产过程中最为重要的程序之一就是钢带的轧制,而钢带轧制过程中的跑偏问题也是影响轧制质量和生产效率的重要因素之一。因此,如何有效地控制钢带的跑偏是钢铁生产中需要重点研究和解决的问题。一、卧式活套带钢跑偏的原因卧式活套带钢跑偏的原因主要有以下几点:1.钢带进入卧式活套的时候方向不准确,导致钢带出现跑偏现象。2.钢带的厚薄不均匀,导致钢带在卧式活套中出现累积误差,从而出现跑偏现象。3.卧式活套的窄边角度和宽边角度不一致,导

活套带钢跑偏的原因分析及改进措施.docx
活套带钢跑偏的原因分析及改进措施随着现代工业的不断发展,传统的机械设备已经逐渐退出市场,而随之出现的各种新型机械设备,对于现代工业的生产效率和产品质量都起到了非常重要的作用。然而,随着机械设备的日趋复杂,其运行中出现的问题也逐渐增多。其中,活套带钢跑偏问题是常见的机械问题之一,本文将从原因分析和改进措施两个方面,对该问题进行深入的探讨。一、活套带钢跑偏的原因分析1.机械结构方面机械结构的不合理设计,是导致活套带钢跑偏的一个重要原因。当机械结构存在设计缺陷时,其运转时就容易出现偏差。例如在传送带的结构中,如

卧式活套中带钢跑偏问题分析与改善措施.docx
卧式活套中带钢跑偏问题分析与改善措施卧式活套中带钢跑偏问题分析与改善措施一、问题分析卧式活套是一种常见的输送设备,它广泛应用于钢铁、矿山、水泥等行业中,在输送过程中具有高效、节能、环保等优点。然而,在实际使用中,我们常常会遇到带钢跑偏的问题,这不仅会影响生产效率,还会加剧设备损坏,导致生产成本不断上升。因此,对于卧式活套中带钢跑偏问题的分析和解决非常必要。带钢跑偏问题通常是由以下几个方面引起的:1.设备本身的精度不足。卧式活套中的各个部件如果存在制造误差或装配不严密等情况,都有可能导致带钢跑偏。2.带钢本

冷轧连退立式活套带钢跑偏分析及解决方案.docx
冷轧连退立式活套带钢跑偏分析及解决方案冷轧连退立式活套带钢是一种常用的冷轧工艺,广泛应用于钢铁制造业。然而,在实际生产过程中,活套带钢的跑偏问题经常出现,严重影响了生产效率和产品质量。因此,对冷轧连退立式活套带钢的跑偏问题进行分析,并提出解决方案,具有重要的理论和实际意义。首先,我们需要了解冷轧连退立式活套带钢跑偏的原因。活套带钢的跑偏问题主要有两个方面的原因:机械结构原因和工艺参数原因。机械结构原因是指设备本身的结构问题,包括轧机结构、辊系布局等。在冷轧连退立式活套带钢生产线中,轧机辊系的安装不平衡、轴