
一种辊面处理装置.pdf

新槐****公主


1/10
2/10

3/10
4/10
5/10
6/10

7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种辊面处理装置.pdf
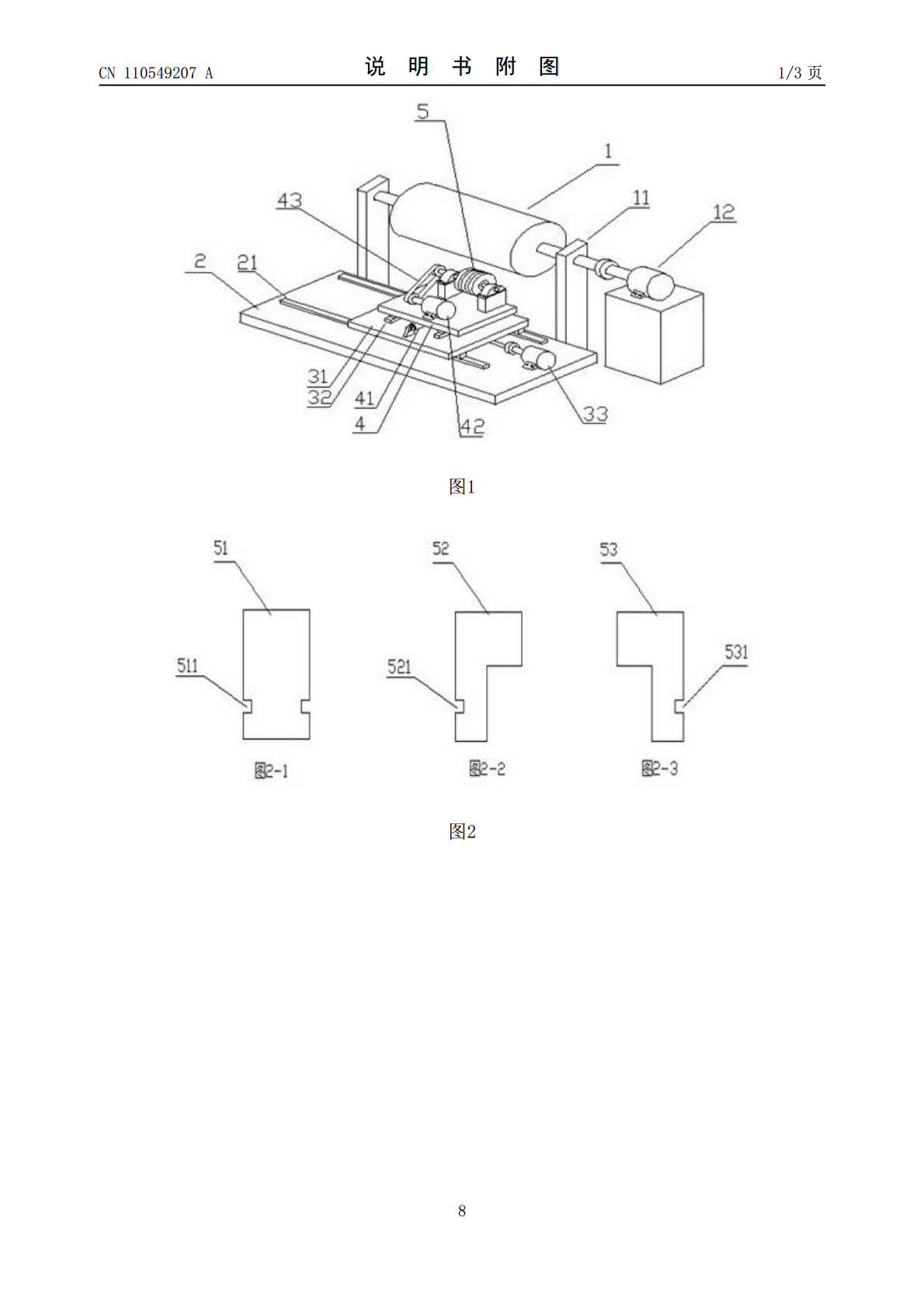
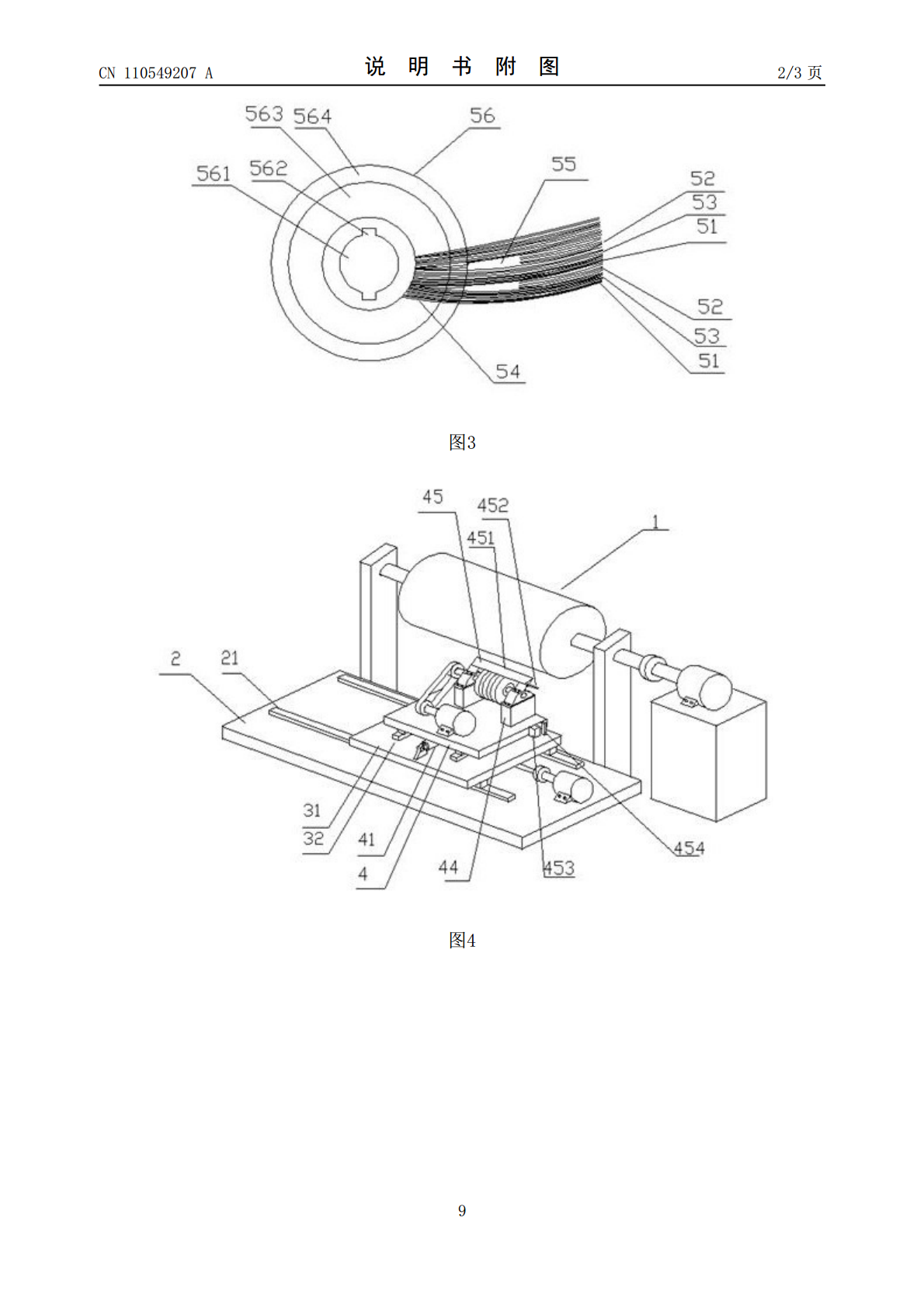
本发明涉及一种辊面处理装置,所述密封组件包括轴承座、筒体和滚筒轴,所述筒体与皮带机的皮带接触,所述筒体与滚筒轴固定连接,所述轴承座安装在滚筒轴两侧,轴承座安装在地面基础上,以地脚螺栓固定。该技术方案采用轴承与轴承座一体化,无需加热直接安装,采用可靠的密封结构,可防止水分、灰尘进入,有效延长轴承寿命,从而有效保证滚筒安全运行。

一种电磁辊生产用辊面处理装置.pdf
本发明属于辊面处理装置领域,具体的说是一种电磁辊生产用辊面处理装置,包括底座与顶板,所述底座的边侧设置有固定架,且固定架的内侧开设有固定孔,所述底座的外壁设置有第一支撑架,且第一支撑架的中间位置设置有第一电动伸缩杆,所述第一电动伸缩杆的端部设置有固定板,且固定板的中间位置安装有伺服电机,所述伺服电机的一侧设置有第一皮带,且第一皮带的端部设置有第一传动套,并且第一传动套的外侧设置有轴承套,所述伺服电机的另一侧设置有第二皮带,且第二皮带的端部设置有第二传动套,所述顶板设置于第一支撑架的顶端;本发明便于对辊面处

一种辊面抛光装置.pdf
本申请公开了一种辊面抛光装置,包括抛光工作台、抛光机构、送辊小车和旋转机构;多个抛光机构间隔设置于抛光工作台的一侧;抛光机构包括连接组件和磨板,磨板为竖直设置的弧形板,磨板的内侧面为用于打磨辊的打磨面,磨板的外侧面通过连接组件安装于抛光工作台上,多个抛光机构上的打磨面对应的磨料粒度号从左至右依次递增;送辊小车包括车体、定位机构和移动机构,定位机构包括位置传感器,位置传感器和移动机构均设置于车体底部;旋转机构设置于车体上,辊通过旋转机构竖直安装于车体上。本申请解决了现有技术中辊面抛光装置自动化程度低,而导致

用于结晶器的辊面处理装置.pdf
本发明涉及一种用于结晶器的辊面处理装置,包括:导轨平台;滑板,沿导轨平台往复运动;固定架,包括固定架本体、支撑臂和主轴;支撑臂的前端与主轴的两端轴承连接,支撑臂的末端与固定架本体相连接;固定架本体与滑板导轨连接,用以固定架沿滑板在垂直结晶器方向往复运动;修磨轮,主轴穿过修磨轮的轴心,使修磨轮在主轴的带动下绕轴心旋转,并随滑板的移动沿结晶器表面往复运动,通过摩擦去除结晶器表面的疲劳层。本发明用于结晶器的辊面处理装置,其修磨轮在结晶器表面水平移动的同时调整旋转速度,修磨轮和结晶器旋转的合成速度方向不断变化,从
一种水泥熟料破碎辊辊面加热修复装置.pdf
本发明公开了一种水泥熟料破碎辊辊面加热修复装置,包括底座,底座顶部的两侧固定连接有支撑架,两个支撑架的顶部均固定连接有顶板,本发明涉及水泥加工技术领域。该水泥熟料破碎辊辊面加热修复装置,在对损坏的破碎辊进行修复时,将破碎辊的两端分别插接进第一转动筒和第二转动筒内,分别通过第一锁紧螺栓和第二锁紧螺栓进行固定,启动驱动电机带动第一转动筒转动,带动破碎辊转动,驱动轴转动的同时带动螺纹杆转动,使得破碎辊在转动受热的同时,固定板上的堆焊焊枪和堆焊焊粉喷管向右缓缓运动,对破碎辊的表面进行堆焊作业,在进行加热同时进行堆