
锁芯的锁闩铁利头加工工艺.pdf

一吃****天材

1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
锁芯的锁闩铁利头加工工艺.pdf
本发明公开了一种锁芯的锁闩铁利头加工工艺,通过选料、切料、初步整形、深度整形、定位、抽孔成型、直角、定型、通配料、切边槽、外加工等工艺进行加工制造,改变传统得加工工艺,能够直接通过多工位冷挤压成型机完成锁闩头扁面侧孔的加工,替代传统的冲孔工艺,大大提高了生产效率以及产品质量稳定性,节约了生产成本根据冷锻技术在国内持续提升的数度,使用冷锻加工零件与配件,大大降低之前加工方法与原材料的成本,提高了产量与质量,冷挤压工艺,产品表面光滑明亮,原材料损耗极小,节约材料成本,免去大量机加工时间及加工机械费用。
锁芯的锁闩方通加工工艺.pdf
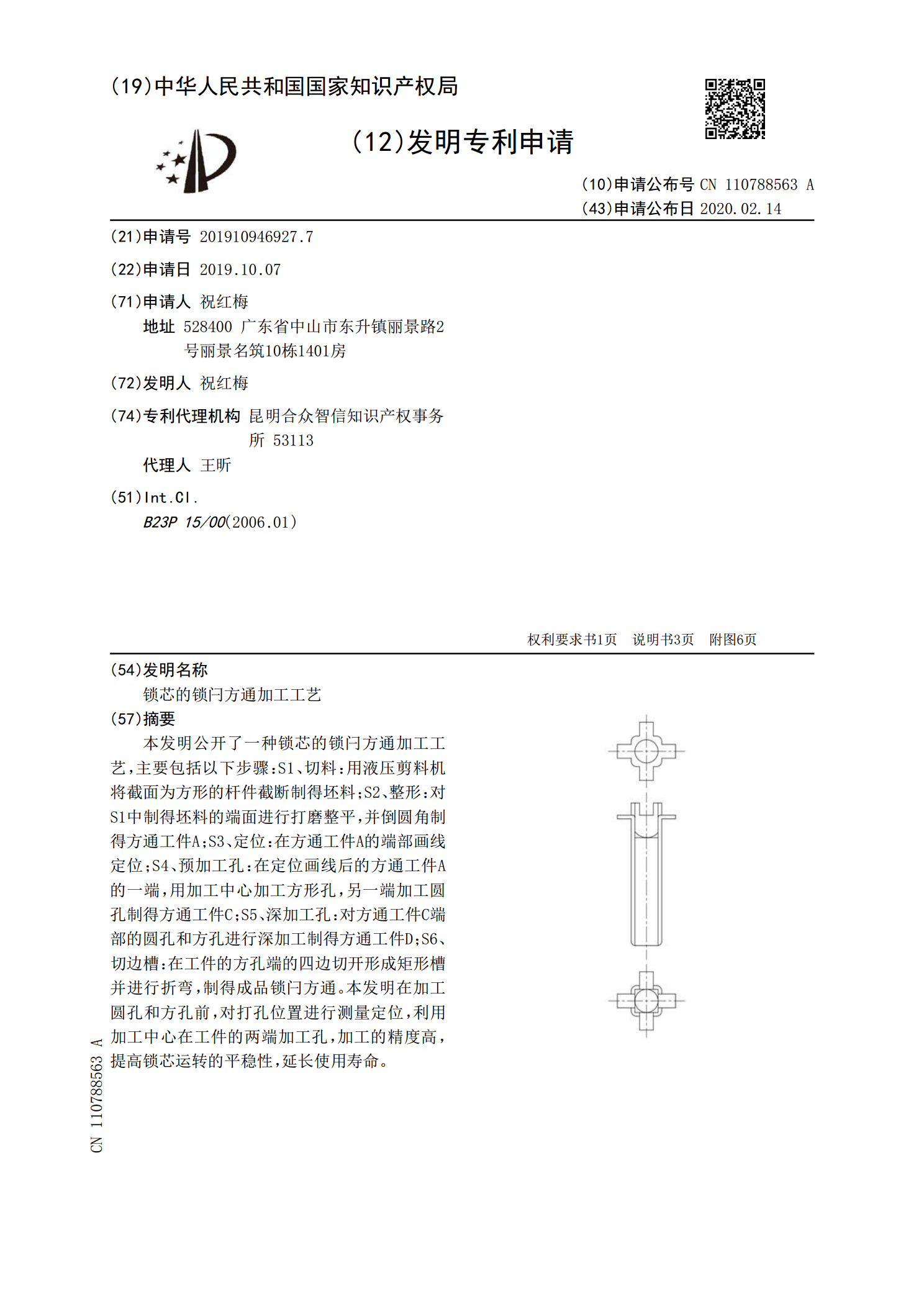
本发明公开了一种锁芯的锁闩方通加工工艺,主要包括以下步骤:S1、切料:用液压剪料机将截面为方形的杆件截断制得坯料;S2、整形:对S1中制得坯料的端面进行打磨整平,并倒圆角制得方通工件A;S3、定位:在方通工件A的端部画线定位;S4、预加工孔:在定位画线后的方通工件A的一端,用加工中心加工方形孔,另一端加工圆孔制得方通工件C;S5、深加工孔:对方通工件C端部的圆孔和方孔进行深加工制得方通工件D;S6、切边槽:在工件的方孔端的四边切开形成矩形槽并进行折弯,制得成品锁闩方通。本发明在加工圆孔和方孔前,对打孔位置

锁或闩锁体以及锁或闩锁组件.pdf
锁体或闩锁体(30)包括壳体(32)、闩(34)、和闩回缩装置(38)。闩(34)适于朝向和远离(32)壳体移动。闩回缩装置(38)适于朝向壳体(32)移动闩(34)。闩回缩装置(38)可绕闩回缩装置轴线(x-x)旋转并且包括偏心力接收部分(44)。
闩锁和闩锁组件.pdf
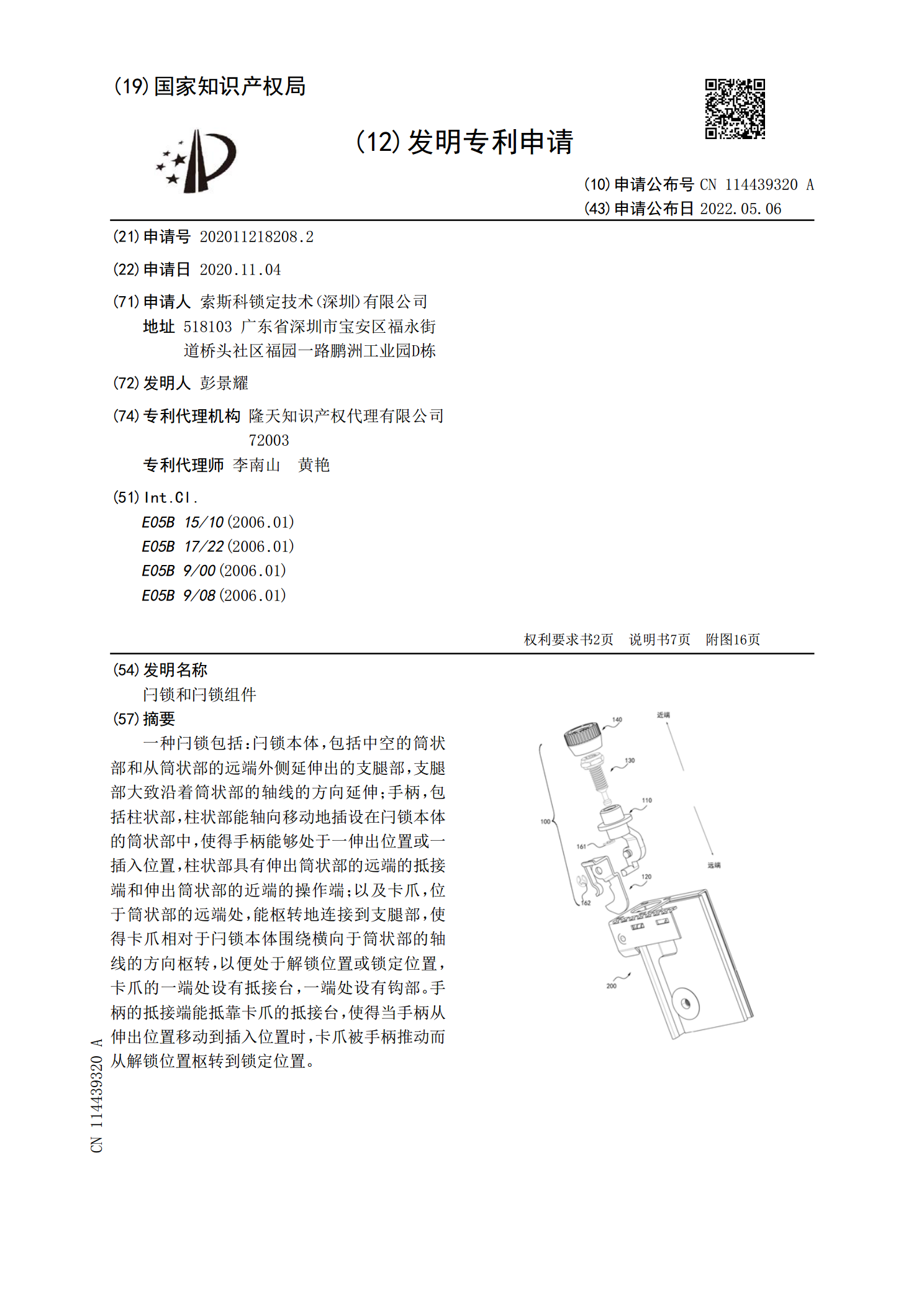
一种闩锁包括:闩锁本体,包括中空的筒状部和从筒状部的远端外侧延伸出的支腿部,支腿部大致沿着筒状部的轴线的方向延伸;手柄,包括柱状部,柱状部能轴向移动地插设在闩锁本体的筒状部中,使得手柄能够处于一伸出位置或一插入位置,柱状部具有伸出筒状部的远端的抵接端和伸出筒状部的近端的操作端;以及卡爪,位于筒状部的远端处,能枢转地连接到支腿部,使得卡爪相对于闩锁本体围绕横向于筒状部的轴线的方向枢转,以便处于解锁位置或锁定位置,卡爪的一端处设有抵接台,一端处设有钩部。手柄的抵接端能抵靠卡爪的抵接台,使得当手柄从伸出位置移动

家用锁锁闩.pdf
本发明公开了一种家用锁锁闩,包括:与门相连接的锁体和与门框相连接的扣板,在所述锁体内设置有锁芯,在所述锁芯上设置有上拨块,在所述锁体内通过支撑架固定设置有下滑套,在所述下滑套内滑动设置有与其相互配合的下推杆,在所述下推杆的一端上设置有固定块,在所述固定块上设置有与上拨块相互配合的下拨块,在所述下推杆的另一端上设置有横向锁闩,在所述锁体和扣板上设置有与横向锁闩相互配合的下插槽,在所述横向锁闩与下滑套之间的下推杆上套设有复位弹簧,所述复位弹簧的一端与横向锁闩相抵,所述复位弹簧的另一端与下滑套相抵,在所述扣板内