
一种电芯分选设备及其分选方法.pdf

论文****可爱


1/10

2/10
3/10

4/10

5/10

6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种电芯分选设备及其分选方法.pdf
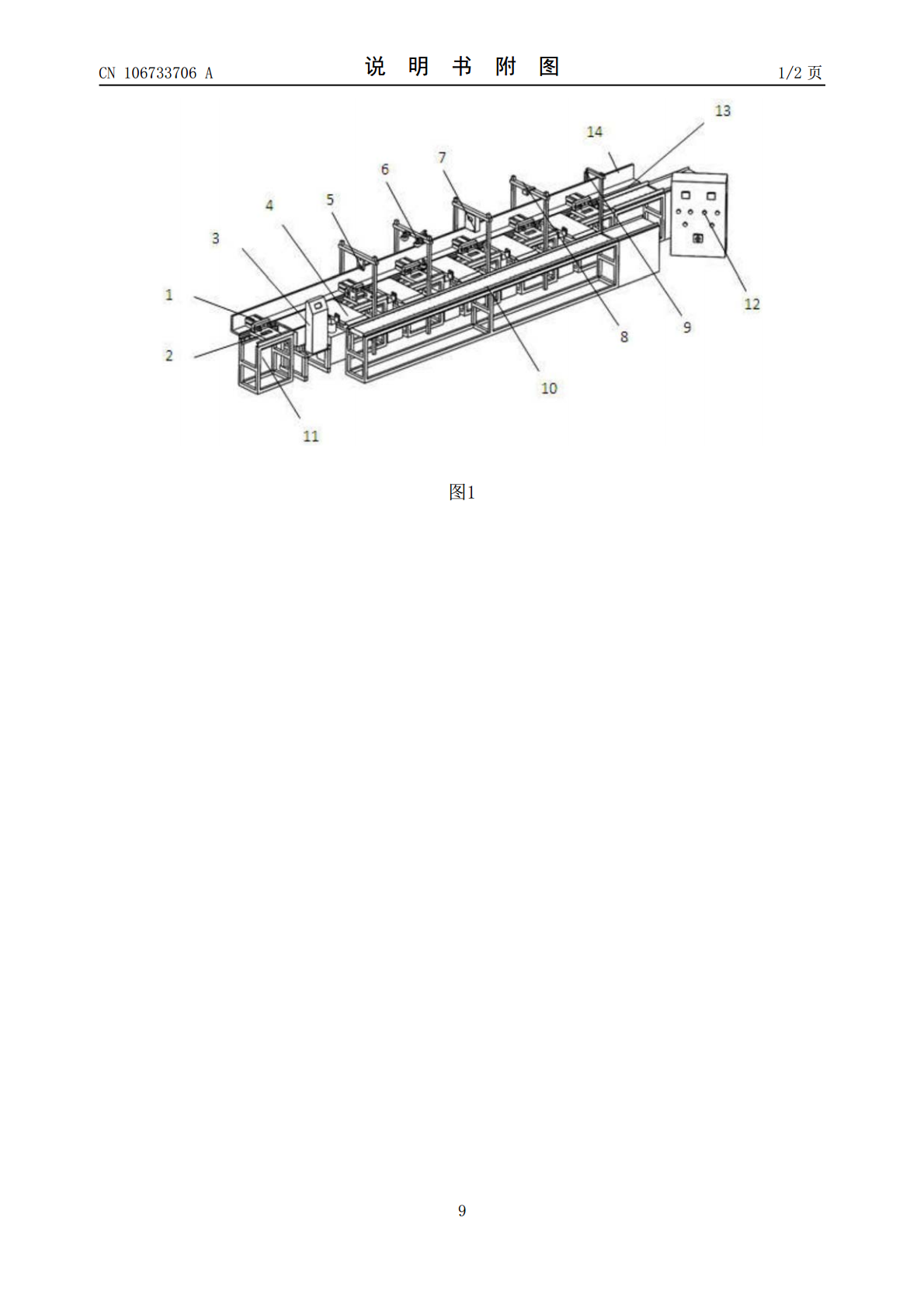
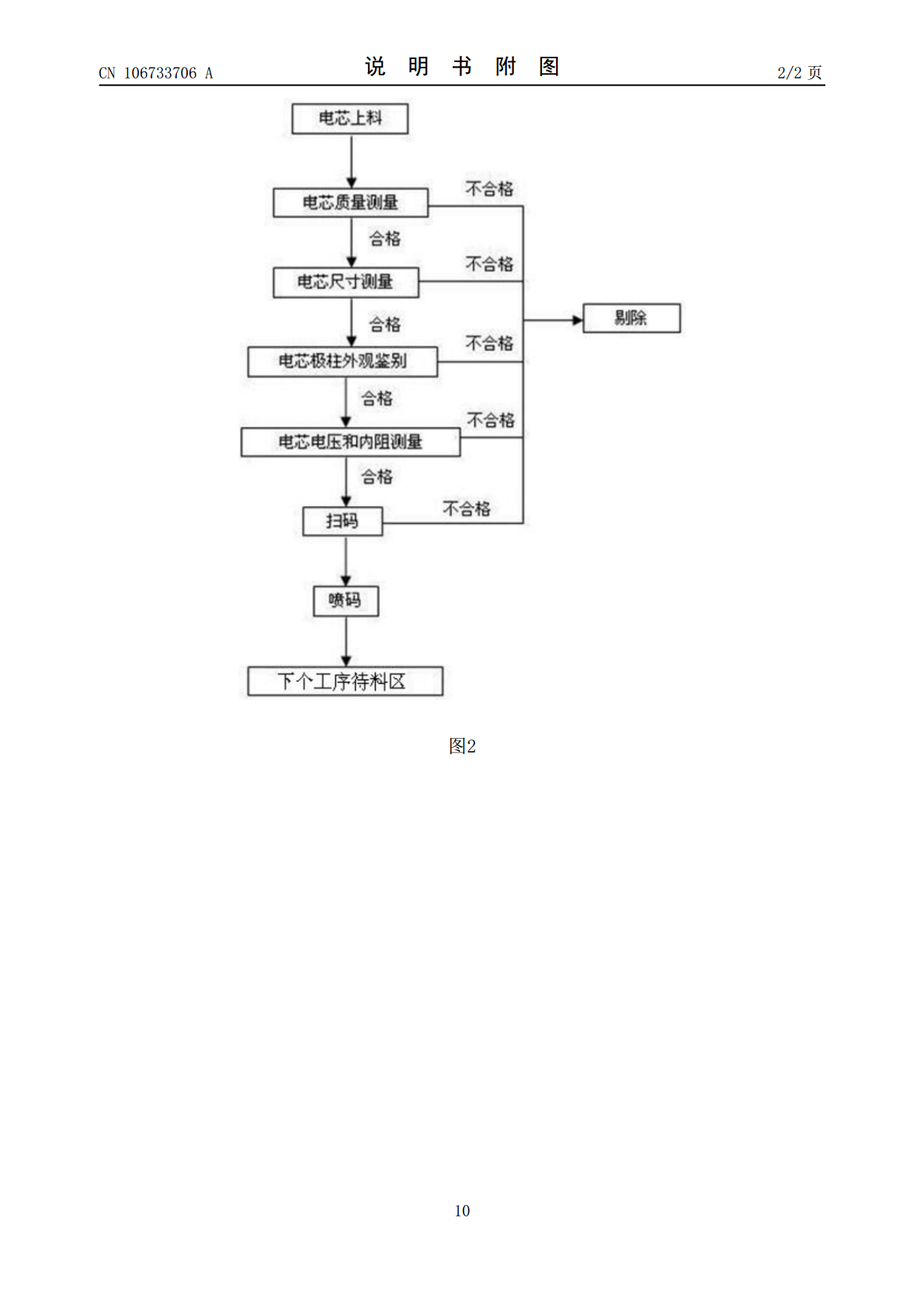
本发明所提供的一种电芯分选设备,具有设备前端的上料区、位于设备后端的合格品待料区以及设备一侧的不合格品暂存区,还具有配电柜,上料区具有电芯原料存放装置,电芯原料存放装置为电芯夹具,电芯夹具上安装有重量传感器,所述的重量传感器接入设备的PLC控制电路中,本发明还包括支撑机构、测试机构以及传送机构。本发明还提供了上述电芯分选设备的分选方法,达到了提高电芯各项指标测量自动化程度,减小人工测量误差以及降低人工生产成本的目的。
电芯智能预知分选方法.pdf
本申请公开了一种电芯智能预知分选方法,包括:分选Y轮,每轮分选X节电芯;第1轮,一次取一节总计X节电芯,依次排列到1~X组中,根据X节电芯中最大电压值和最小电压值计算参照阶梯值;第2~Y轮,每次取一节电芯,根据其电压值和参照阶梯值计算出该电芯对应的组别,当Y轮分选完成后,各组别总电压均衡。本发明不需要预先获取到所有电芯的电压值即可实现电芯的均衡分组,均衡效果非常好。

一种电芯分选机.pdf
本发明公开了一种电芯分选机,包括机架、进料模组、测试模组、分选模组;进料模组包括进料仓,进料仓内有第一导料板和第二导料板,进料仓内设有滑槽,滑槽上有通孔,第二导料板上有一支承板,支承板上有滑杆;第一导料板下方有过料转轮,过料转轮下方有第一挡板,过料转轮与第二导料板之间形成仅可容纳一支电芯通过的过料通道,进料仓内设有送料推块和出料通道,第一挡板上有驱动电机;测试模组包括升降气缸,升降气缸上有固定块,固定块的上方有传送平台,传送平台上有传送带,固定块上有一带有多个不同尺寸的测试单元的测试机构。该电芯分选机结构

电芯分选机.pdf
本发明实施例公开了一种电芯分选机,包括:储存箱,其包括箱体以及进料滑道,箱体上开设有进料口以及出料口,内部包括一储料腔,进料滑道上端连通出料口;检测装置,其包括第一检测滚轮、第二检测滚轮、工业相机、多个旋转机构以及多个电性能检测器;分拣装置,其包括出料传送带,多个子轨道以及多个吹气装置,子轨道与吹气装置一一对应地布置于出料传送带两侧;控制器,控制器与工业相机、旋转机构、检测装置以及吹气装置电连接,控制其工作状态。本发明的电芯分选机包括多个旋转机构,通过旋转第一检测滚轮上的电芯,使得电芯上的条码能够被工业相
一种稻谷的分选设备及其分选方法.pdf
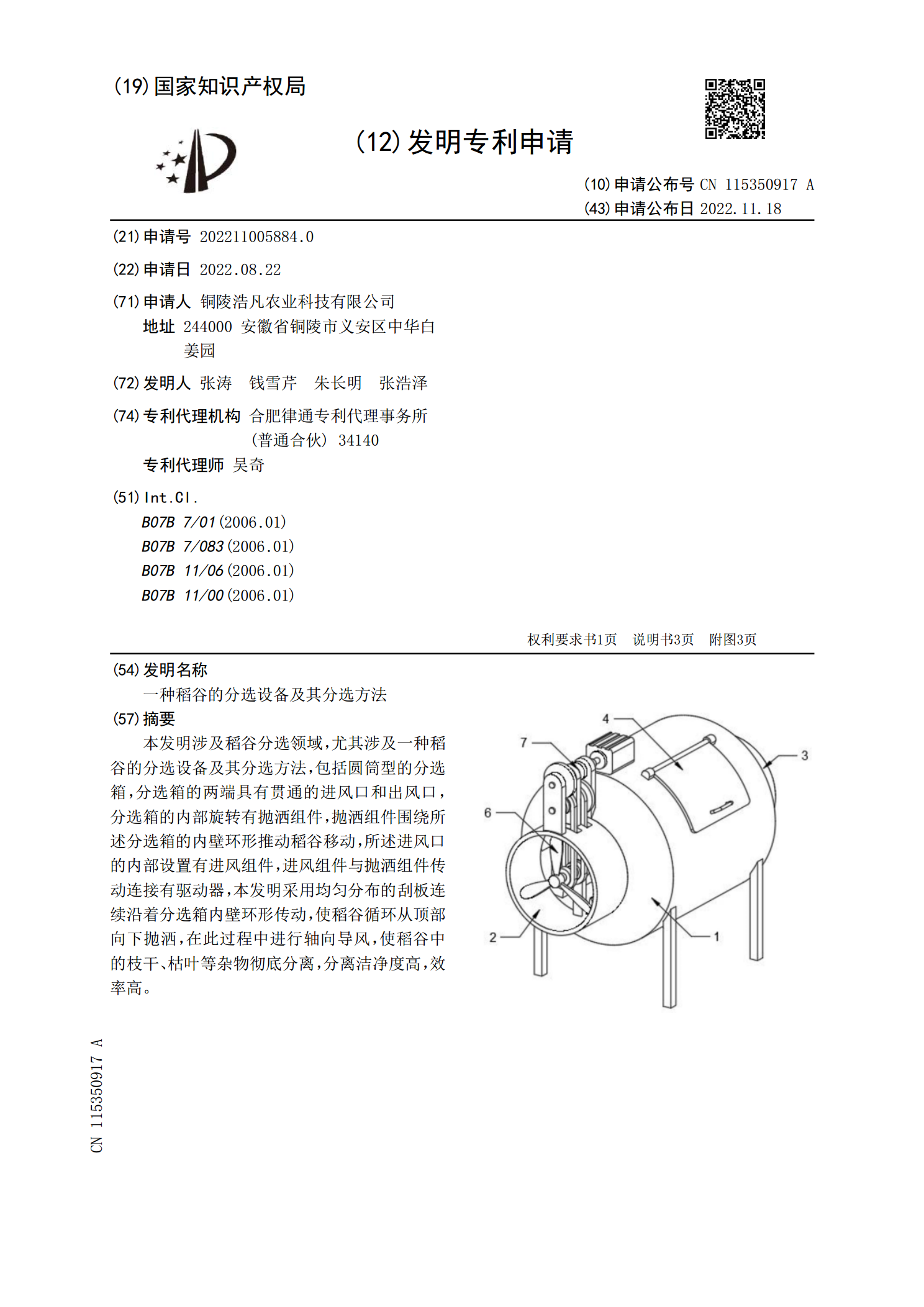
本发明涉及稻谷分选领域,尤其涉及一种稻谷的分选设备及其分选方法,包括圆筒型的分选箱,分选箱的两端具有贯通的进风口和出风口,分选箱的内部旋转有抛洒组件,抛洒组件围绕所述分选箱的内壁环形推动稻谷移动,所述进风口的内部设置有进风组件,进风组件与抛洒组件传动连接有驱动器,本发明采用均匀分布的刮板连续沿着分选箱内壁环形传动,使稻谷循环从顶部向下抛洒,在此过程中进行轴向导风,使稻谷中的枝干、枯叶等杂物彻底分离,分离洁净度高,效率高。