
一种便于集线自散热电缆桥架.pdf

宜然****找我


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种便于集线自散热电缆桥架.pdf
本发明公开了一种便于集线自散热电缆桥架,涉及电缆桥架技术领域,包括桥架本体,所述桥架本体包括一对侧板和一对盖板组成的容线腔,所述盖板包括上盖板和下盖板,所述下盖板沿其长度方向均布有若干捆线件组,所述捆线件组包括有若干捆线件,所述捆线件沿下盖板长度方向均匀排布;所述捆线件包括一组相互配合的魔术贴组,所述魔术贴组包括有绒面魔术贴和钩面魔术贴,所述绒面魔术贴和钩面魔术贴的一端均与下盖板固定连接,另一端为自由端。

一种方便散热的电缆桥架.pdf
本发明公开了一种方便散热的电缆桥架,包括托盘架,所述托盘架顶部固定连接有分隔装置,所述托盘架底部固定连接有散热装置,所述托盘架顶部固定连接有盖板;所述分隔装置包括:分隔底座,该分隔底座具有凹型结构,以及设置在所述分隔底座内部的分隔条,所述分隔底座内壁两侧均开设有限位滑槽,所述分隔条两端均延伸至限位滑部并与限位滑槽内壁滑动连接;移动滑槽,该移动滑槽开设在分隔条顶部,所述移动滑槽内壁滑动连接有滑动块,本发明涉及电缆桥架技术领域。该一种方便散热的电缆桥架,装置方便调节,能够适应不同直径的线缆使用,同时使得装置能
一种便于铺设的电缆桥架.pdf
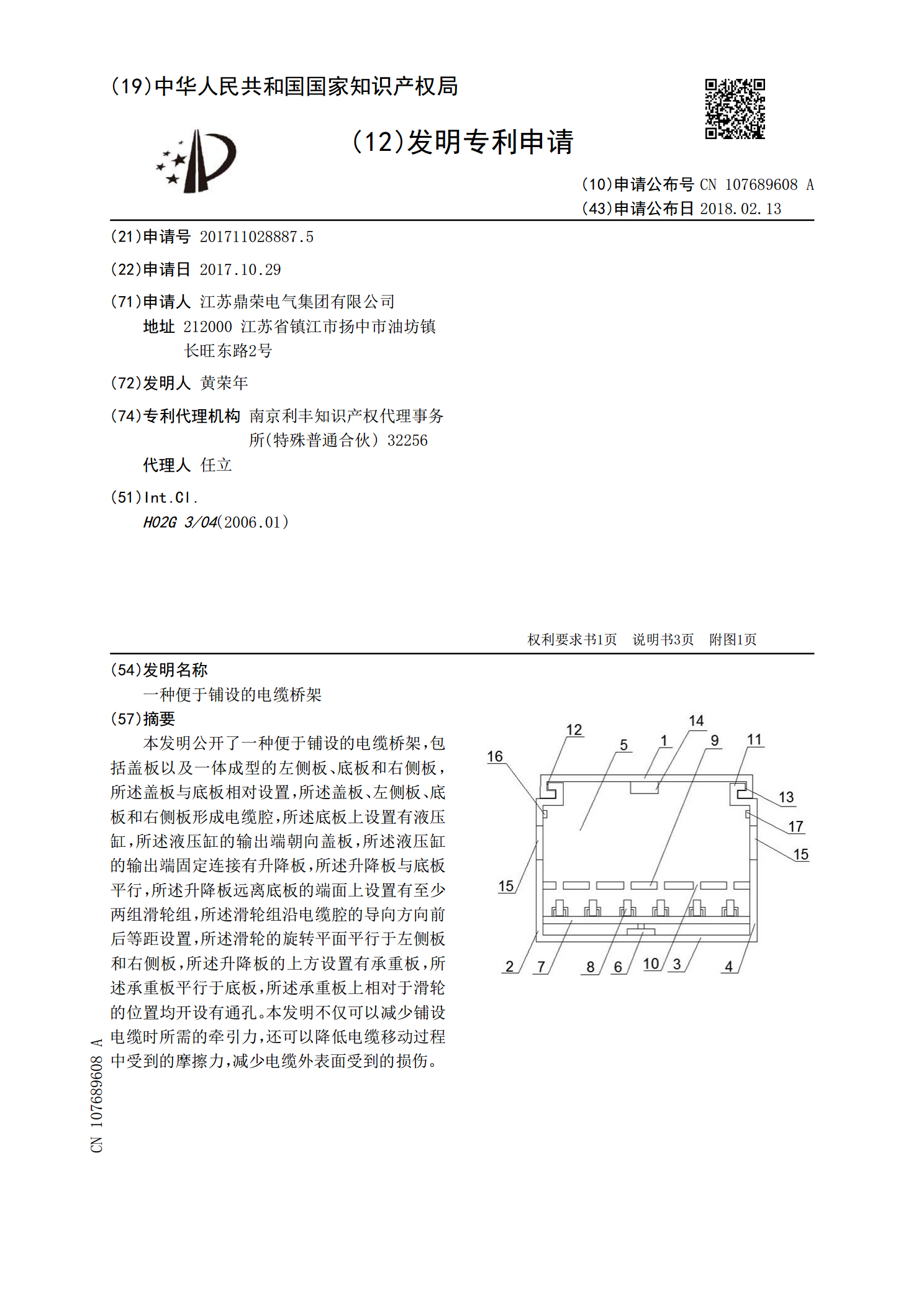
本发明公开了一种便于铺设的电缆桥架,包括盖板以及一体成型的左侧板、底板和右侧板,所述盖板与底板相对设置,所述盖板、左侧板、底板和右侧板形成电缆腔,所述底板上设置有液压缸,所述液压缸的输出端朝向盖板,所述液压缸的输出端固定连接有升降板,所述升降板与底板平行,所述升降板远离底板的端面上设置有至少两组滑轮组,所述滑轮组沿电缆腔的导向方向前后等距设置,所述滑轮的旋转平面平行于左侧板和右侧板,所述升降板的上方设置有承重板,所述承重板平行于底板,所述承重板上相对于滑轮的位置均开设有通孔。本发明不仅可以减少铺设电缆时所

一种便于安装的电缆桥架.pdf
本发明公开了一种便于安装的电缆桥架,包括U形固定杆、架体、毛刷、限位柱、L形条板、垫片、磁铁、L形卡板、滑槽座、卡块、滑片、竖板、双轴马达、横板、轴杆、齿轮、齿条、排灰孔、铁片、盖板和圆盘。该种便于安装的电缆桥架通过设置限位柱、磁铁、L形条板、L形卡板以及滑槽座之间的相互配合,可以更好、更快速的对桥架进行安装,提高了安装效率,同时也避免了桥架过长造成损伤,延长了桥架的使用寿命;通过设置双轴马达、齿轮、齿条、毛刷、横板以及排灰孔之间的相互配合,可以更好的对电缆进行清理,避免了对桥架进行拆卸,极大的降低了工作

一种便于安装的电缆桥架.pdf
本发明适用于电缆铺设领域,提供了一种便于安装的电缆桥架,一种便于安装的电缆桥架,包括电缆桥架主体和电缆桥架盖板,其特征在于:电缆桥架主体包括槽体、绝缘涂层、散热孔、连接杆、第一固定环、卡扣、第二固定环、螺栓、垫圈、连接板、螺纹孔、支撑以及拉杆。绝缘涂层位于槽体的内表面和电缆桥架盖板的内表面;散热孔位于槽体的底板上;卡扣转轴部分固定于第二固定环内;支撑杆位于槽体底部,两端分别连接拉杆;电缆桥架盖板位于电缆桥架主体上方,用卡扣与电缆桥架固定。首先由于使用了连接杆的固定装置,所以组装十分简便;其次由于使用了卡扣