
一种免脱模剂免排气刹车片盘片压制工艺.pdf

阳炎****找我

1/7

2/7

3/7

4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种免脱模剂免排气刹车片盘片压制工艺.pdf
本发明公开了一种免脱模剂免排气刹车片盘片压制工艺,具体涉及刹车片盘片压制工艺技术领域,具体步骤如下:步骤一:不喷脱模剂或者几模后喷一次脱模剂;步骤二:投料;步骤三:清扫外溢材料;步骤四:材料摊平;步骤五:放置钢背;步骤六:启动自动程序(不排气或者减少排气次数);步骤七:压制程序结束;步骤八:模具移出顶出;步骤九:产品取出;步骤十:清理模具。本发明通过对模具凹模腔壁和凸模表面实施抛光和电镀的的组合方式提高了刹车片模具表面致密度和粗糙度,使表面粗糙度达到雾状镜面以上Ra0.05‑Ra0.006,在压制步骤中不
一种免底涂工艺.pdf
本发明公开了一种免底涂工艺,包括以下步骤:(1)对镀件表面进行高压离子清洗;(2)对清洗后的镀件表面镀基膜,并镀上有机硅等离子重合SiOx;(3)在真空室内对涂有基膜的镀件进行蒸发镀膜,真空度为3×10-2Pa;(4)在炉内对镀膜后的镀件附上保护膜,附保护膜时间为200s。本发明提高了产品附着力及抗酸碱能力,提高了工作效率,保证了产品品质的稳定性和一致性,减少了人为因素影响,以及环境污染等问题。
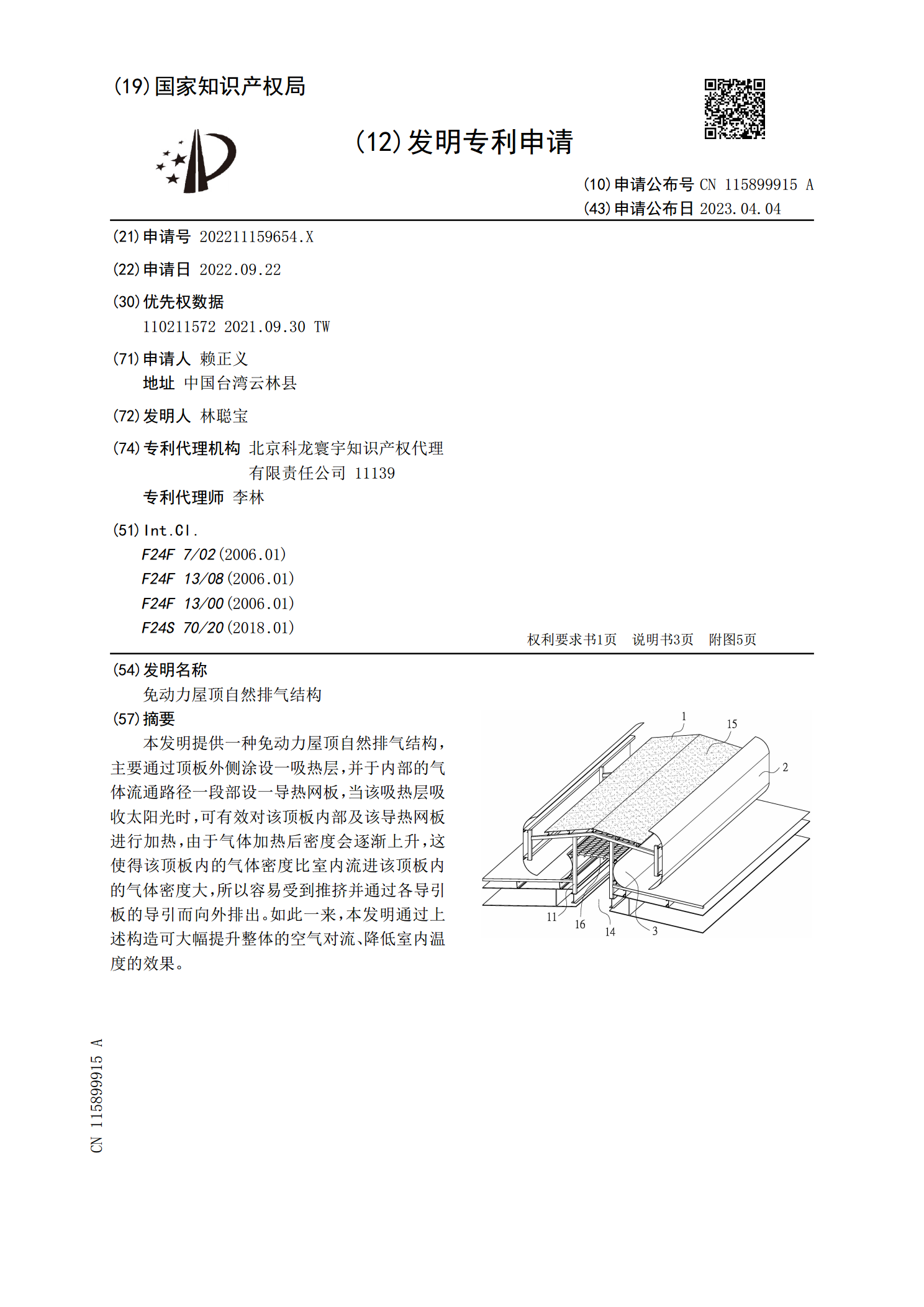
免动力屋顶自然排气结构.pdf
本发明提供一种免动力屋顶自然排气结构,主要通过顶板外侧涂设一吸热层,并于内部的气体流通路径一段部设一导热网板,当该吸热层吸收太阳光时,可有效对该顶板内部及该导热网板进行加热,由于气体加热后密度会逐渐上升,这使得该顶板内的气体密度比室内流进该顶板内的气体密度大,所以容易受到推挤并通过各导引板的导引而向外排出。如此一来,本发明通过上述构造可大幅提升整体的空气对流、降低室内温度的效果。
一种免烧砖的加工工艺.pdf
本发明公开了一种免烧砖的加工工艺,该混凝土采用如下配合比的原料均匀拌合而成:砂子70~80、水泥7~12、石灰5~15、稻草0.5~1、添加剂0.5~1.5,所述砂子采用河砂或山砂,用于制造免烧砖,水泥采用普通硅破盐水泥作为胶结料,用矿渣水泥或粉煤灰水泥,石灰采用氧化钙,采用粉煤灰为湿灰和干灰,首先,先按配比将砂子、水泥、石灰、稻草与水搅拌均匀,加入添加剂搅拌5~10min,装入模具成型、切割,达到拆模强度后拆模,进行自然养护,抗冻性扰压强度扭失不大于25%,耐水性饱水强度为5.0~10.0MPa吸水率>
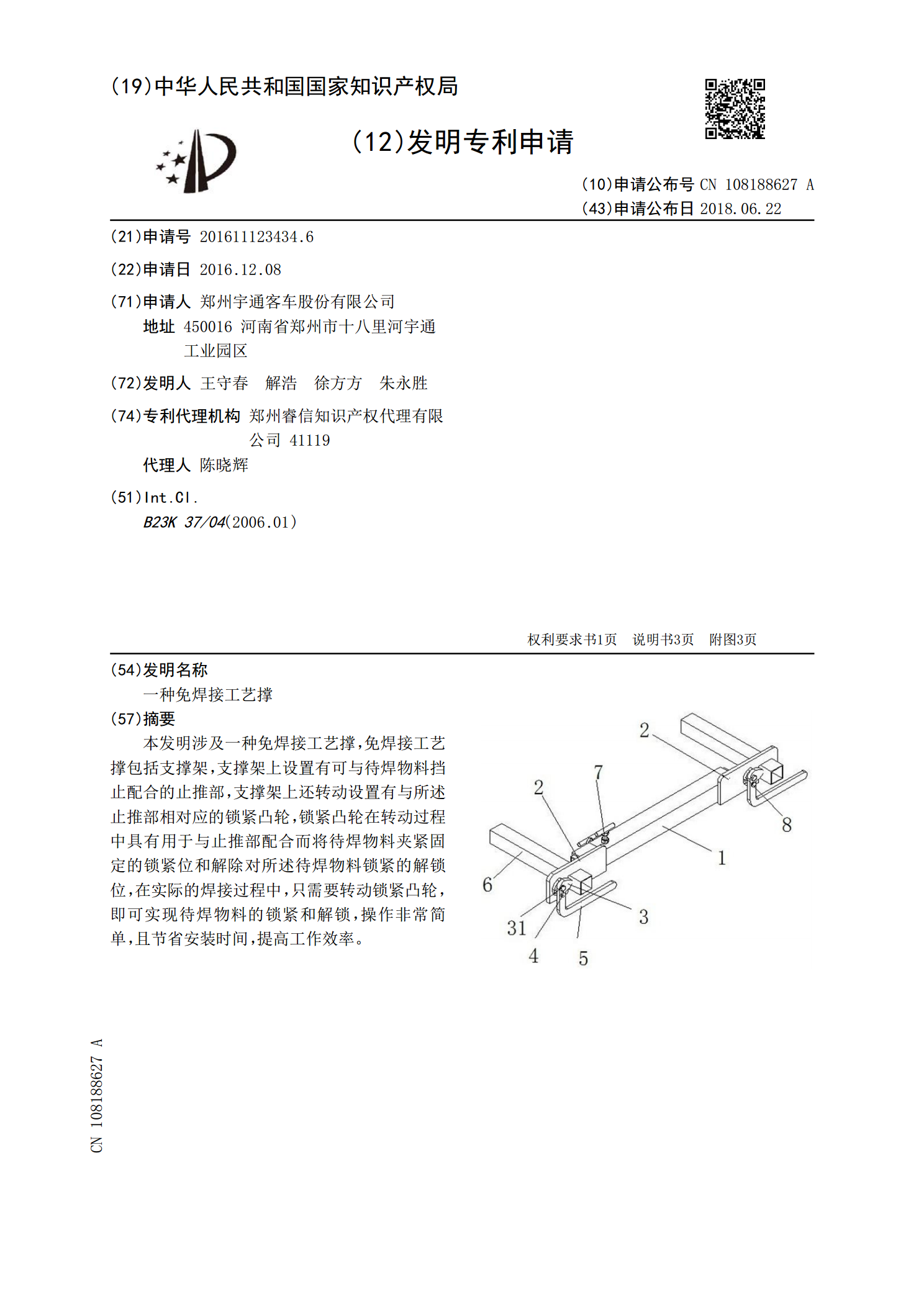
一种免焊接工艺撑.pdf
本发明涉及一种免焊接工艺撑,免焊接工艺撑包括支撑架,支撑架上设置有可与待焊物料挡止配合的止推部,支撑架上还转动设置有与所述止推部相对应的锁紧凸轮,锁紧凸轮在转动过程中具有用于与止推部配合而将待焊物料夹紧固定的锁紧位和解除对所述待焊物料锁紧的解锁位,在实际的焊接过程中,只需要转动锁紧凸轮,即可实现待焊物料的锁紧和解锁,操作非常简单,且节省安装时间,提高工作效率。