
高尔夫球杆头和其制造方法.pdf

雨巷****轶丽


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

高尔夫球杆头和其制造方法.pdf
课题是提供耐久性优异的金属制击球面构件。解决方法是用于制造使用了大致杯状的金属制击球面构件7的高尔夫球杆头的方法,该构件7包括用于击球的击球面部2与在击球面部2周边弯曲并延伸至杆头后方的翻转部9击球面;其包括:准备包括用于加工为翻转部9的翻转部预定部分21与用于加工为击球面部2的击球面部预定部分22的金属制板状构件20的准备工序、以及将板状构件20塑性变形为大致杯状的击球面构件7的压制工序。准备工序包括在翻转部预定部分21上、形成从击球面部预定部分22的周边23附近向板状构件20的外周边缘延伸的切口25的

高尔夫球杆头和其制造方法.pdf
一种高尔夫球杆头,其包含由至少一种金属材料制成的金属部件和被焊接至所述金属部件的由树脂材料制成的树脂部件。用于制造该高尔夫球杆头的方法,其包括将树脂部件焊接至金属部件的步骤。
高尔夫球杆头的制造方法.pdf
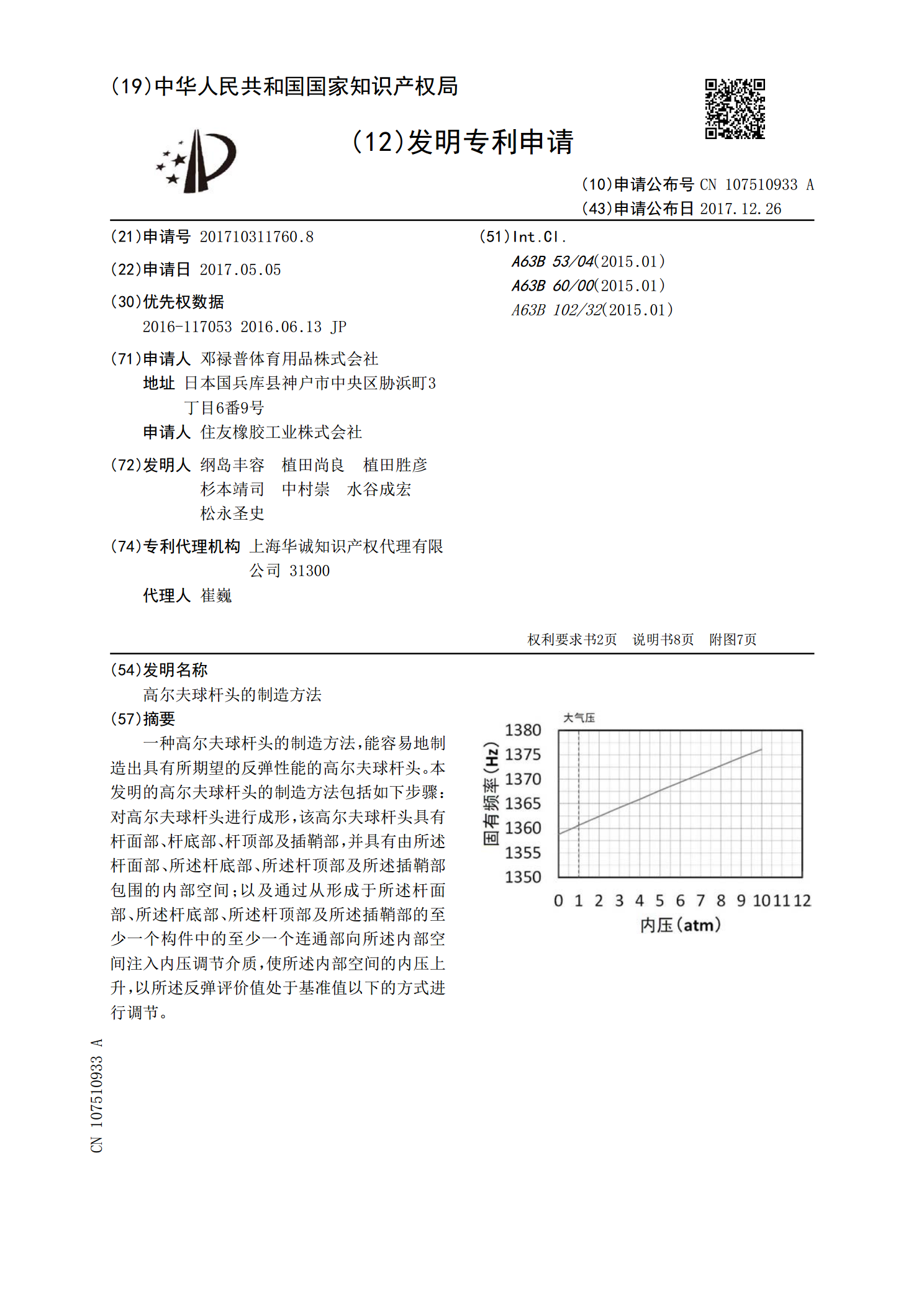
一种高尔夫球杆头的制造方法,能容易地制造出具有所期望的反弹性能的高尔夫球杆头。本发明的高尔夫球杆头的制造方法包括如下步骤:对高尔夫球杆头进行成形,该高尔夫球杆头具有杆面部、杆底部、杆顶部及插鞘部,并具有由所述杆面部、所述杆底部、所述杆顶部及所述插鞘部包围的内部空间;以及通过从形成于所述杆面部、所述杆底部、所述杆顶部及所述插鞘部的至少一个构件中的至少一个连通部向所述内部空间注入内压调节介质,使所述内部空间的内压上升,以所述反弹评价值处于基准值以下的方式进行调节。

高尔夫球杆头及其制造方法.docx
高尔夫球杆头及其制造方法高尔夫球杆头及其制造方法摘要:本论文主要介绍了高尔夫球杆头的定义、功能和类型,并详细解析了高尔夫球杆头的制造方法。通过对高尔夫球杆头的材料选择、设计和制造工艺等方面的讨论,探讨了如何使高尔夫球杆头具备更好的性能和适应不同击球需求的方法,以满足高尔夫运动员的需求和提高球杆头的质量。关键词:高尔夫球杆头;定义;功能;类型;制造方法;材料选择;设计;制造工艺;性能;适应性1.引言高尔夫球运动作为一项古老而广泛的运动,不仅需要运动员具备良好的技巧和策略,还需要借助适用的装备来取得好的成绩。
高尔夫球杆头及其制造方法.pdf
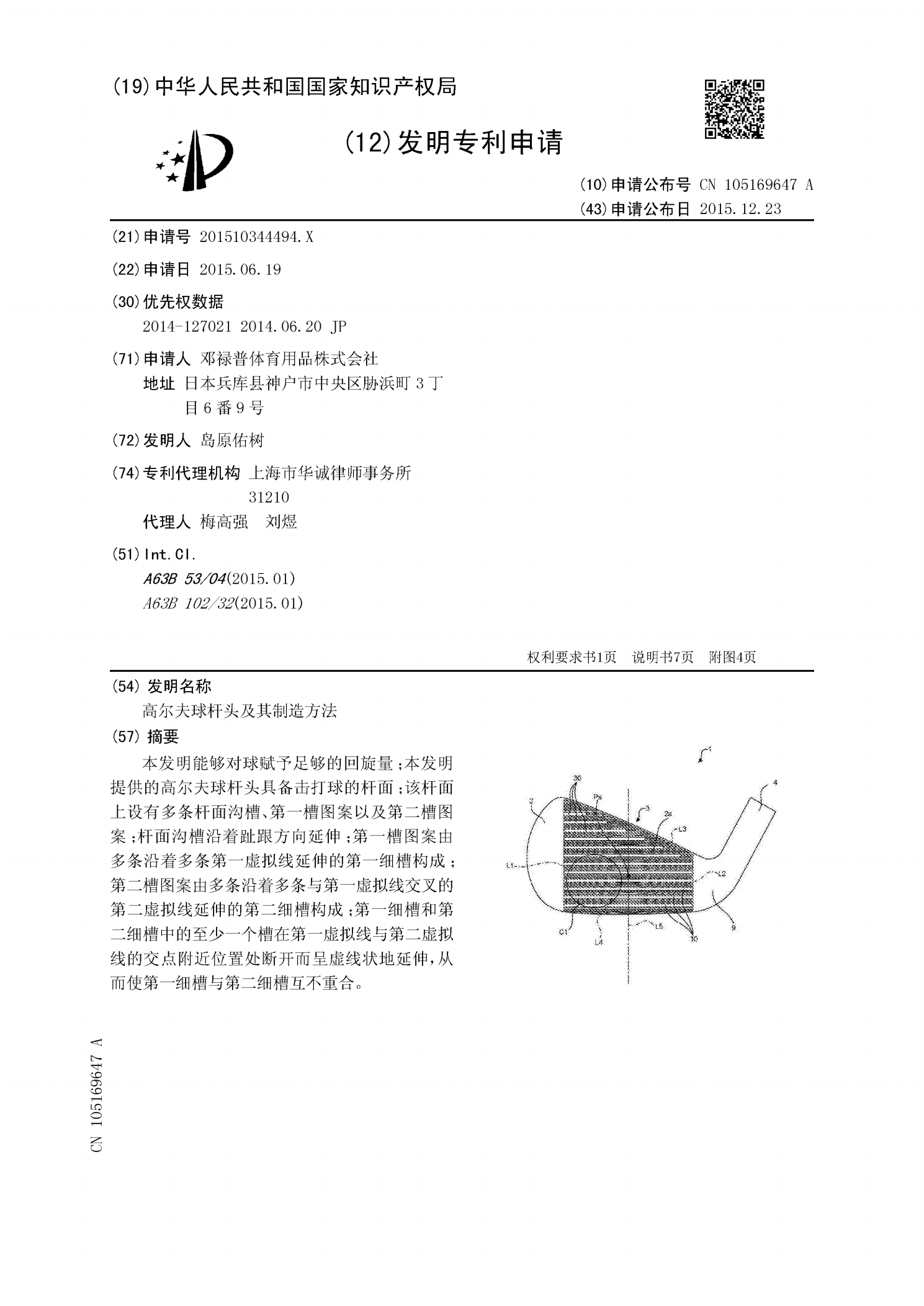
本发明能够对球赋予足够的回旋量;本发明提供的高尔夫球杆头具备击打球的杆面;该杆面上设有多条杆面沟槽、第一槽图案以及第二槽图案;杆面沟槽沿着趾跟方向延伸;第一槽图案由多条沿着多条第一虚拟线延伸的第一细槽构成;第二槽图案由多条沿着多条与第一虚拟线交叉的第二虚拟线延伸的第二细槽构成;第一细槽和第二细槽中的至少一个槽在第一虚拟线与第二虚拟线的交点附近位置处断开而呈虚线状地延伸,从而使第一细槽与第二细槽互不重合。