
一种曲面抛光机.pdf

梅雪****67

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种曲面抛光机.pdf
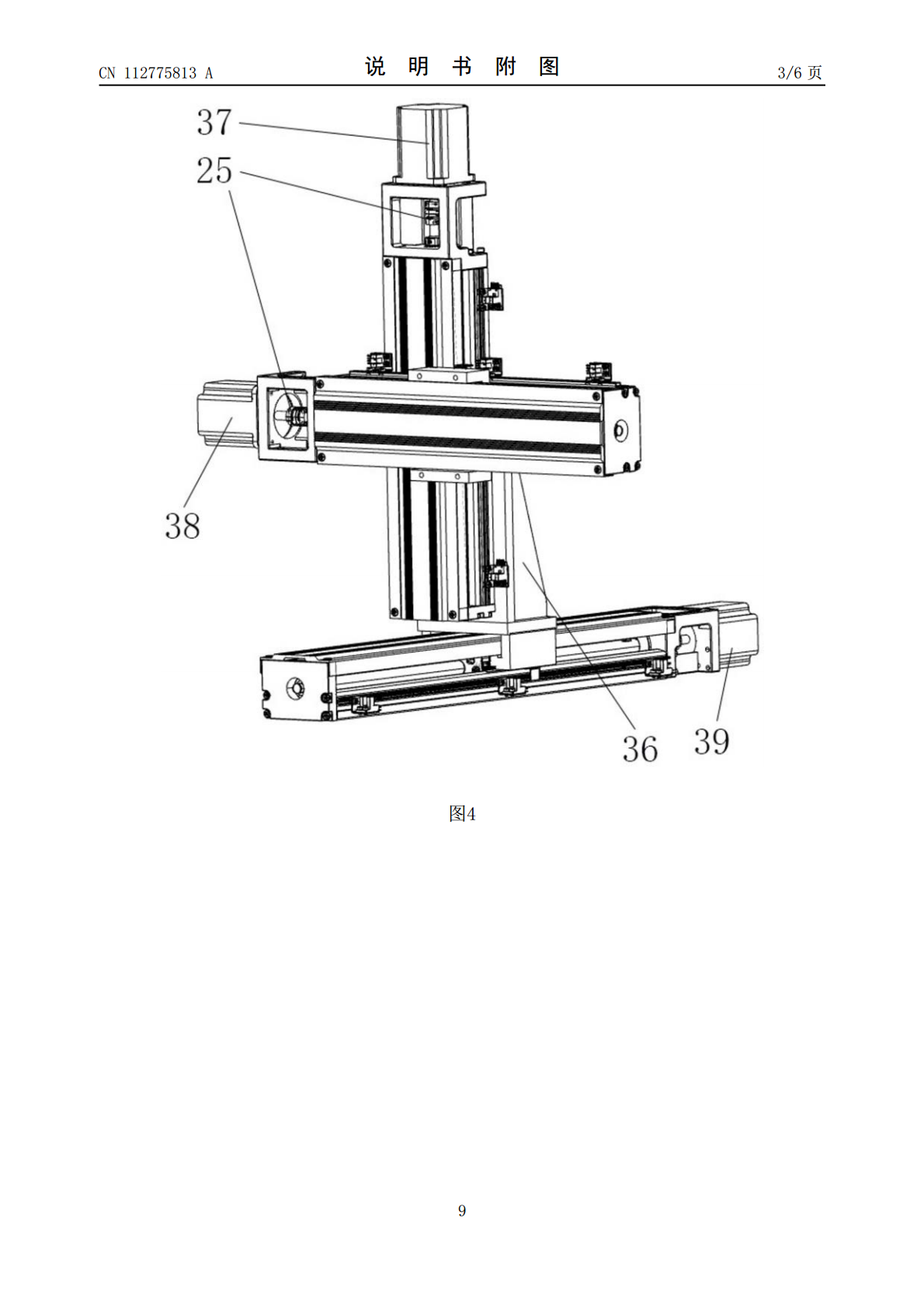
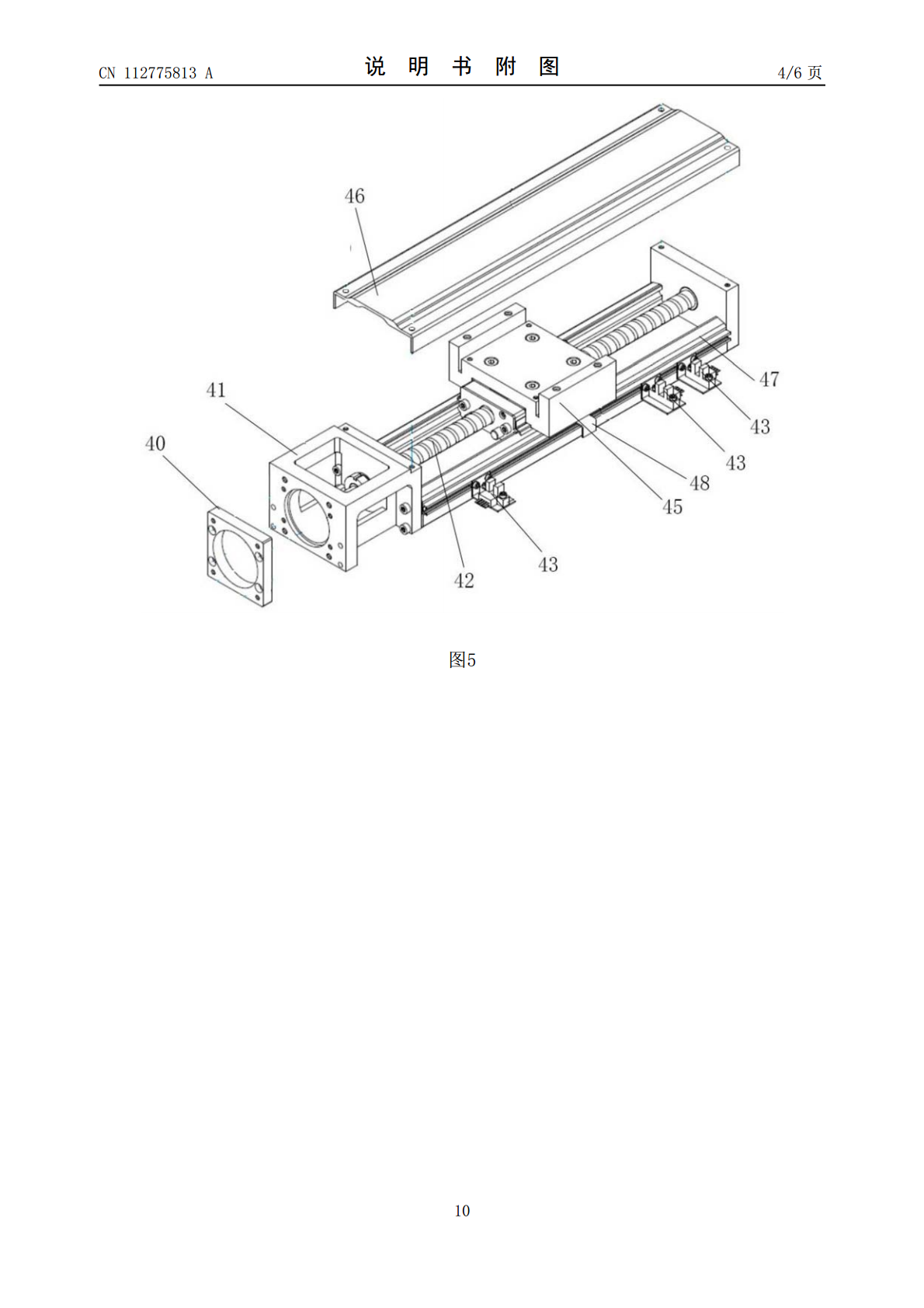
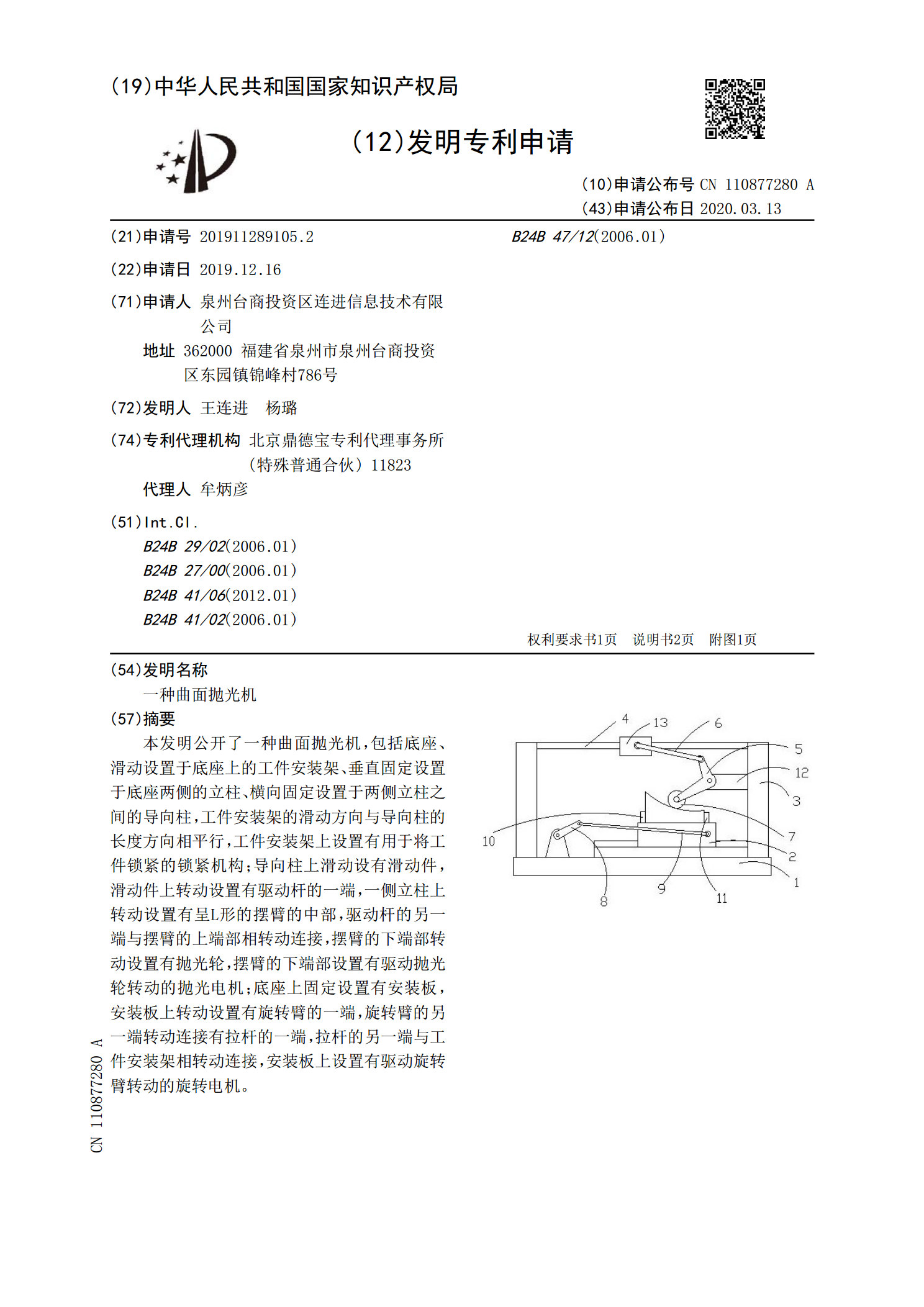
本发明公开了一种曲面抛光机,包括底座、滑动设置于底座上的工件安装架、垂直固定设置于底座两侧的立柱、横向固定设置于两侧立柱之间的导向柱,工件安装架的滑动方向与导向柱的长度方向相平行,工件安装架上设置有用于将工件锁紧的锁紧机构;导向柱上滑动设有滑动件,滑动件上转动设置有驱动杆的一端,一侧立柱上转动设置有呈L形的摆臂的中部,驱动杆的另一端与摆臂的上端部相转动连接,摆臂的下端部转动设置有抛光轮,摆臂的下端部设置有驱动抛光轮转动的抛光电机;底座上固定设置有安装板,安装板上转动设置有旋转臂的一端,旋转臂的另一端转动连

一种曲面抛光机.pdf
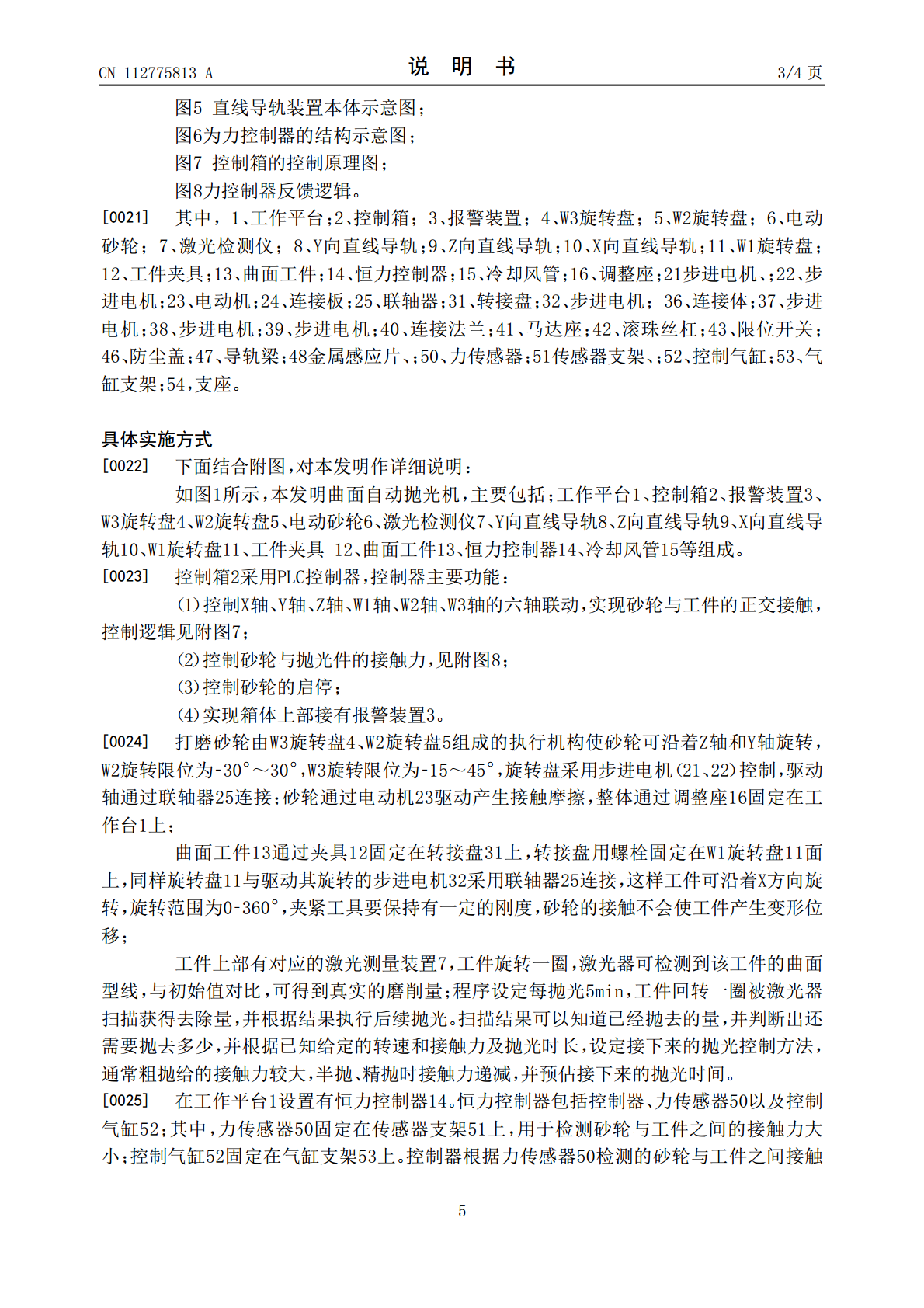
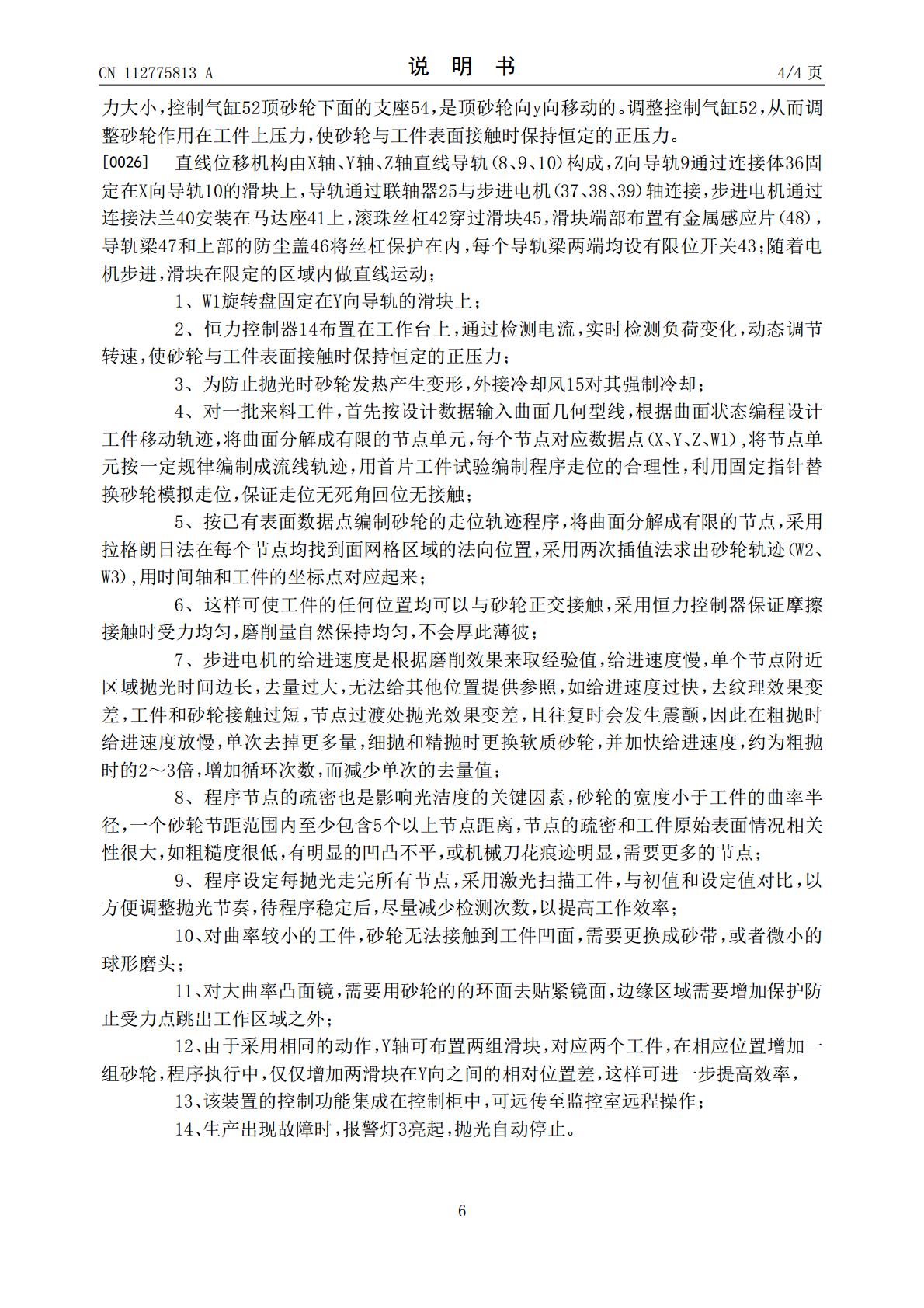
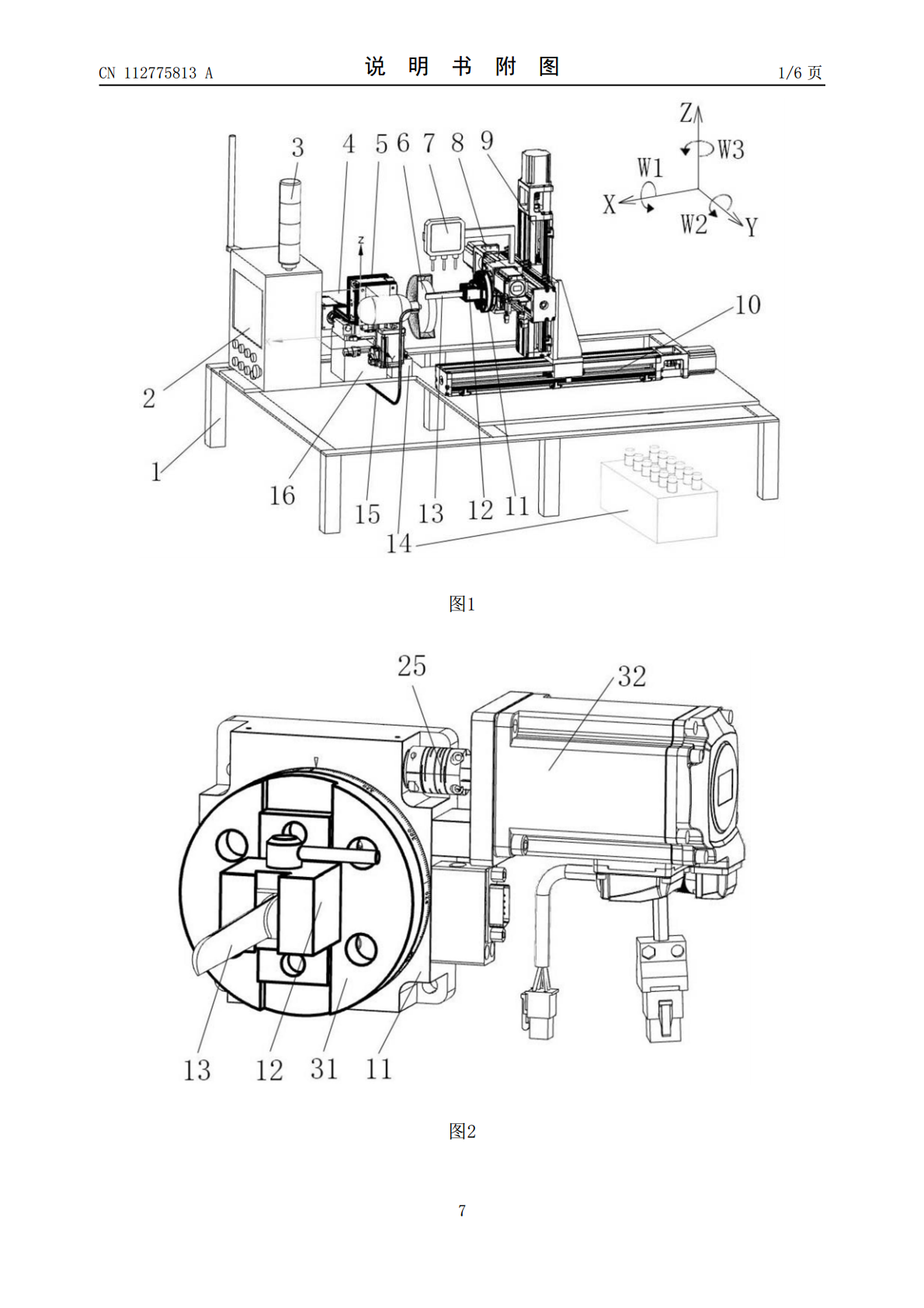
本发明公开了一种曲面抛光机,包括工作平台,在所述工作平台上的设置有砂轮驱动装置和工件驱动装置;所述砂轮驱动装置包括W3旋转盘、W2旋转盘以及电动砂轮,所述电动砂轮在W3旋转盘和W2旋转盘的作用下沿着Z轴和Y轴旋转;所述工件驱动装置包括三轴移动机构、W1转接盘以及设置在W1转接盘上的工件夹具,所述W1转接盘设置在所述三轴移动机构的输出部上。本发明曲面抛光机,将复杂工件曲面行程分解成4轴的位移合成,将砂轮行程分解成两个旋转轴的位移合成,工件任意点的接触均精准可控,提高了工件的走位进度,永远正交打磨,恒定摩擦力

一种曲面抛光机.pdf
本发明公开了一种曲面抛光机,包括底座和、机架、升降机构、固定抛光机构、动力机构、安装座、转轴、转盘、传动机构、太阳轮、抛光轴、工作台、行星轮和定位夹具。该曲面抛光机,可将抛光的零件装夹在定位夹具上,通过动力机构带动转轴旋转,从而带动太阳轮和转盘旋转,通过太阳轮与行星轮啮合,从而达到带动抛光轴旋转,因此实现装夹在定位夹具上的零件不仅绕转轴旋转,并且同时自转;再由升降机构推动固定抛光机构往下运动,使得固定抛光机构与零件接触,因此实现零件全方位抛光,不同提高了抛光的效率并且提高了抛光的质量。

一种曲面抛光机.pdf
本发明涉及一种曲面抛光机,包括:底部支撑架、顶部支撑架、升降装置、旋转装置、第一驱动装置和第二驱动装置,所述顶部支撑架固定设置在所述底部支撑架上方,所述第一驱动装置设置在所述顶部支撑架上,并与所述升降装置传动连接;所述第二驱动装置设置在所述底部支撑架上,并与所述旋转装置传动连接;所述升降装置上设有若干可抖动的抛光装置。本发明提供的曲面抛光机利用抛光装置与治具的小幅度摆动,将玻璃抛光的轨迹扰乱,从而提高玻璃抛光的效果,采用滚筒刷,刷体与玻璃的受力面积小,能够有效解决抛光弧边落差较大,产品周边抛光不亮的现象。

一种双曲面高速抛光机.pdf
本发明公开了一种双曲面高速抛光机,包括动力部件、镜片装夹底座和磨具摆动头,所述动力部件包括电机和偏心可调的行星涡轮,用于带动所述镜片装夹底座固定的待处理的镜片作圆周偏心摆动,所述磨具摆动头位于所述镜片装夹底座的正上方,与所述镜片装夹底座一一对应,用于对所述待处理的镜片的表面进行抛光。所述双曲面高速抛光机,通过使用偏心可调的行星涡轮,在镜片抛光的过程中增加偏心量的调节结构,可以很方便的修正镜片的光圈,可以获得高质量的面型,提高了镜片的抛光质量。