
一轴类零件表面感应熔覆质量控制装置.pdf

一条****发啊

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一轴类零件表面感应熔覆质量控制装置.pdf
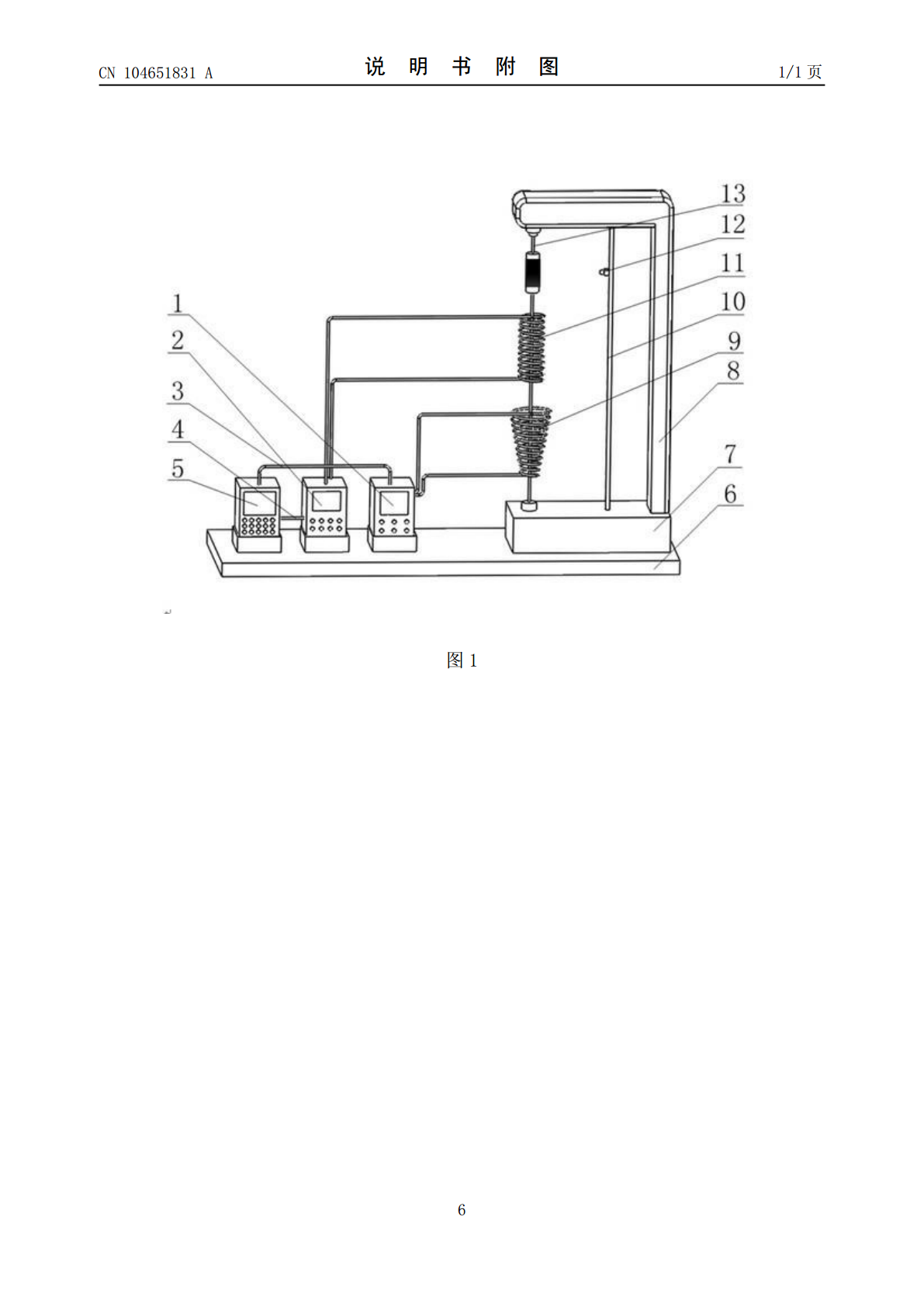
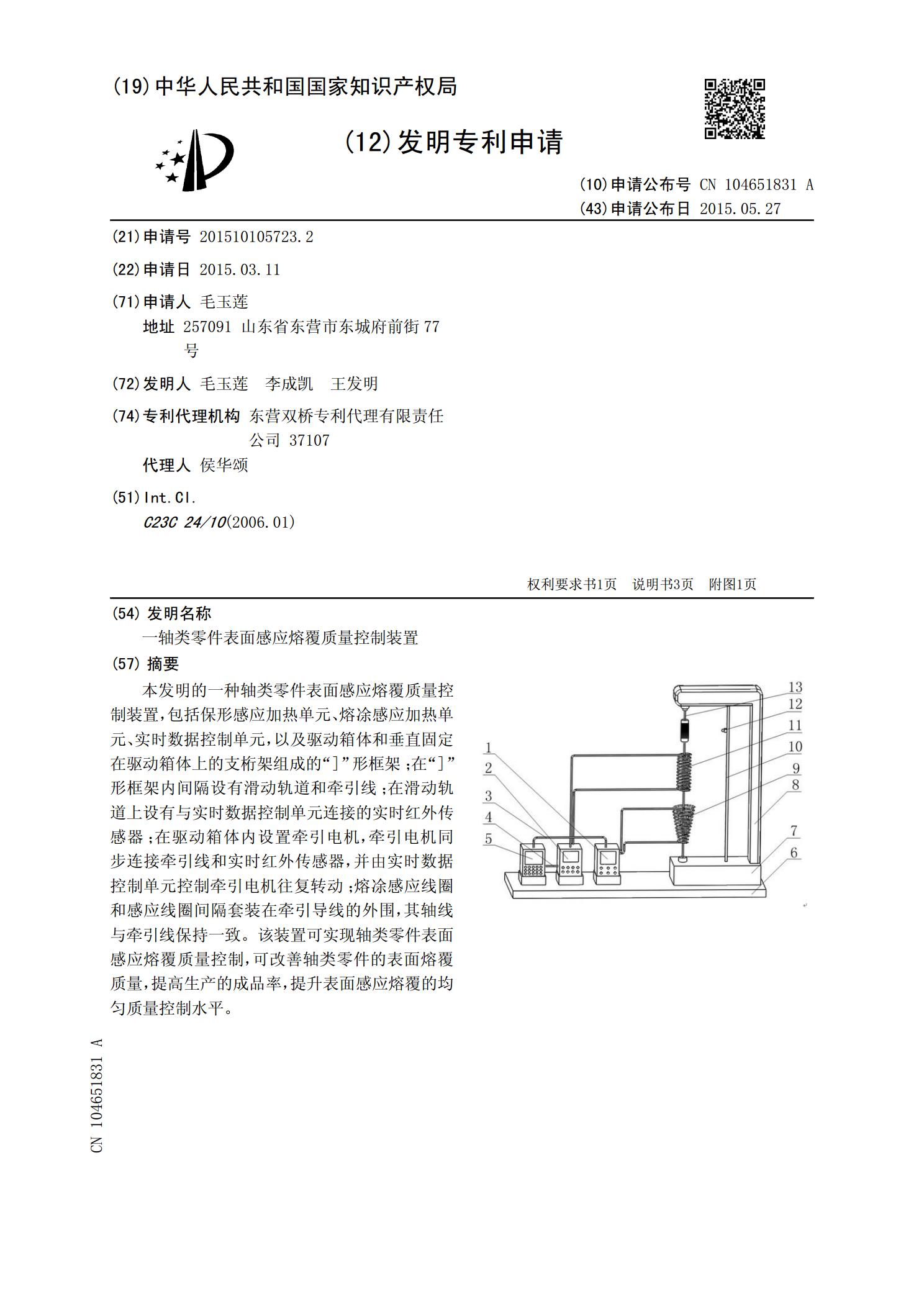
本发明的一种轴类零件表面感应熔覆质量控制装置,包括保形感应加热单元、熔凃感应加热单元、实时数据控制单元,以及驱动箱体和垂直固定在驱动箱体上的支桁架组成的“]”形框架;在“]”形框架内间隔设有滑动轨道和牵引线;在滑动轨道上设有与实时数据控制单元连接的实时红外传感器;在驱动箱体内设置牵引电机,牵引电机同步连接牵引线和实时红外传感器,并由实时数据控制单元控制牵引电机往复转动;熔凃感应线圈和感应线圈间隔套装在牵引导线的外围,其轴线与牵引线保持一致。该装置可实现轴类零件表面感应熔覆质量控制,可改善轴类零件的表面熔覆

轴类零件感应表面淬火.pdf

表面高频感应熔覆涂层技术.docx
表面高频感应熔覆涂层技术表面高频感应熔覆涂层技术摘要:表面高频感应熔覆涂层技术是一种先进的热处理技术,可用于提高基材表面的硬度、耐磨性和耐腐蚀性。本文首先介绍了表面高频感应熔覆涂层技术的原理和技术特点,然后分析了该技术在工业领域的应用情况,并探讨了该技术的未来发展趋势。最后,本文对该技术存在的问题和挑战进行了分析,并提出了相应的解决方案。关键词:表面高频感应熔覆涂层技术、硬度、耐磨性、耐腐蚀性、应用、发展趋势、问题、解决方案引言在现代工业生产中,材料表面的硬度、耐磨性和耐腐蚀性是保证产品质量和使用寿命的关

一种针对细长轴类工件的激光熔覆装置和激光熔覆方法.pdf
本发明提出一种针对细长轴类工件的激光熔覆装置和激光熔覆方法,采用预热丝材激光熔覆,丝材在进入熔池时进行了预加热有效提高了材料对激光的吸收率,采用比普通激光熔覆的功率小50%的激光功率进行丝材熔覆,降低了工件热输入;在熔覆机床尾部设置弹性顶尖,弹性顶尖的最大行程为8mm,可保证在熔覆过程中工件受热膨胀时沿轴向可进行伸缩,避免工件受热膨胀应力过大导致的变形;熔覆操作中采用分段熔覆技术,有效避免了热量过度集中和累积,使激光熔覆过程中细长工件受热分散,有效降低了细长工件的熔覆变形。本发明所述方法促进了激光熔覆技术

轴类零件表面制备低裂纹率涂层的激光熔覆-旋压法.pdf
本发明涉及一种轴类零件表面制备低裂纹率涂层的激光熔覆-旋压法。所述方法包括以下工艺过程:将激光熔覆设备与旋压设备邻近放置,经绑定,使激光熔覆设备的最佳参数的光斑始终照射在旋压设备的旋轮即将旋压到的轴类零件表面局部,用预涂法或送粉法在轴类零件表面激光熔覆涂层材料,熔覆后,随着轴类零件的旋转和旋轮的进给,趁热立即对熔覆层进行旋压加工,使熔覆层在旋压力作用下产生塑性变形。熔覆层在旋轮旋压力作用下产生塑性变形、压合微裂纹、消除熔覆层的残余应力、消除孔隙,达到显著提高熔覆层完整性、致密度、与基体结合强度、熔覆层内聚