
一种真空定位蒙皮粘接设备及其粘接工艺.pdf

是丹****ni

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种真空定位蒙皮粘接设备及其粘接工艺.pdf
本发明涉及复合材料行业技术领域,特别涉及真空定位蒙皮粘接设备及其粘接工艺,包括机架,机架顶部设置有顶板,机架底部设置有底板,底板上沿机架的垂直方向固定设置有两个油缸;油缸的伸缩杆上固定连接有压板,所述压板的上表面设置有加热板;加热板内设置有加热装置,加热装置连接有电源;油缸与液压系统相连接。真空定位蒙皮粘接工艺包括为:将胶液均匀涂在蒙皮上,再将蒙皮铺放在蜂窝工件的孔格面上;最后将蒙皮和蜂窝工件摆放在加热板进行加热施压,从而完成真空定位蒙皮的粘接。采用上述结构后,本发明有益效果为:能够提高生产效率,降低劳动

一种异形盒的粘接设备及其粘接工艺.pdf
本发明提供一种异形盒的粘接设备及其粘接工艺。所述异形盒的粘接设备包括支撑架、输送轴、输送辊、转动轴、转动辊、侧板、第一电机、第二电机、涂胶机构、固定块、连接壳、连接块、连接杆和压轮,所述支撑架内部对称设有输送轴和转动轴,所述输送轴和转动轴两端均分别通过轴承与对应支撑架的两侧内壁转动连接,所述输送轴外侧均等距套接固定有输送辊。本发明提供的异形盒的粘接设备及其粘接工艺,可以根据异形盒的形状通过驱动机构对涂胶的路径进行更改,让异形盒的纸板在进行粘接时可以更方便省力,通过双层涂胶的方式,滚刷涂胶,让胶水在涂抹时更

真空吸水箱面板粘接工艺.docx
真空吸水箱面板粘接工艺标题:真空吸水箱面板粘接工艺摘要:真空吸水箱是一种常见的水处理设备,它通常由吸水池和吸水箱面板组成。吸水箱面板的粘接工艺在制造过程中起着至关重要的作用,直接影响吸水箱的使用寿命和性能。本文通过研究吸水箱面板粘接工艺,探索了不同粘接材料、表面处理、粘接工艺参数对粘接强度和耐候性等性能指标的影响,并提出了一些优化建议,以提升吸水箱面板的粘接质量和可靠性。一、引言真空吸水箱是一种常用的水处理设备,广泛应用于工业、农业和日常生活中的水处理过程中。吸水箱面板是真空吸水箱的重要组成部分,它通常由

粘接方法和相应的粘接设备.pdf
本发明涉及用于将组装部件(1,2)粘接在一起的粘接方法和相应的粘接设备,所述组装部件在其待结合在一起的端面上具有粘合表面(3,4),所述粘接方法和相应的粘接设备尤其用于将转子叶片半壳体粘接在一起以形成用于风力涡轮机的转子叶片。组装部件(1,2)通过注射粘接的方式粘接在一起,粘合剂被注入组装部件(1,2)的粘合表面之间的粘合连接部(7)。
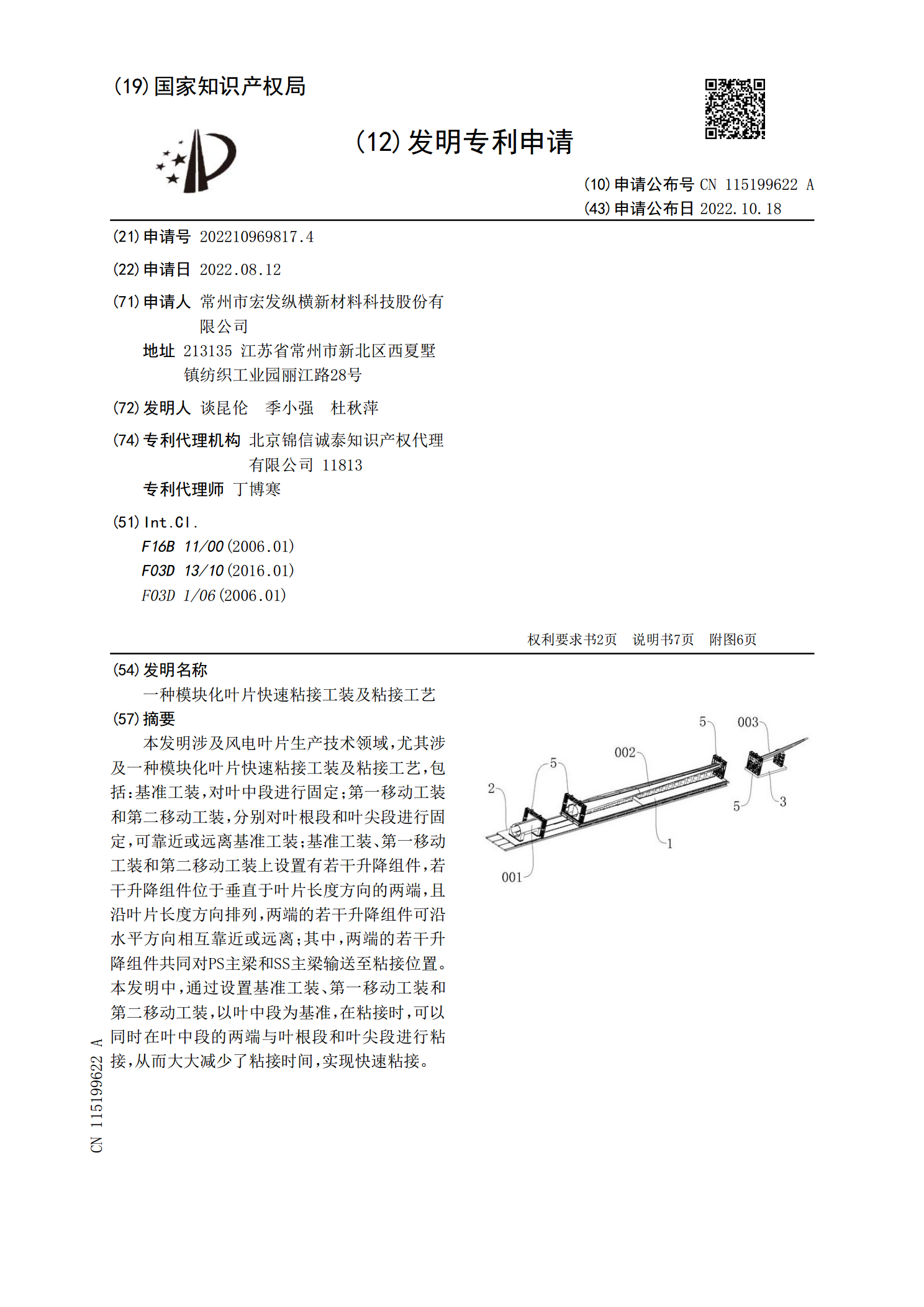
一种模块化叶片快速粘接工装及粘接工艺.pdf
本发明涉及风电叶片生产技术领域,尤其涉及一种模块化叶片快速粘接工装及粘接工艺,包括:基准工装,对叶中段进行固定;第一移动工装和第二移动工装,分别对叶根段和叶尖段进行固定,可靠近或远离基准工装;基准工装、第一移动工装和第二移动工装上设置有若干升降组件,若干升降组件位于垂直于叶片长度方向的两端,且沿叶片长度方向排列,两端的若干升降组件可沿水平方向相互靠近或远离;其中,两端的若干升降组件共同对PS主梁和SS主梁输送至粘接位置。本发明中,通过设置基准工装、第一移动工装和第二移动工装,以叶中段为基准,在粘接时,可以