
一种蜂窝芯型面数控加工方法.pdf

努力****梓颖

1/4
2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种蜂窝芯型面数控加工方法.pdf
本发明属于数字化加工领域,涉及一种蜂窝芯型面数控加工方法。本发明包括以下步骤:步骤一,低熔点填充物的熔化;步骤二,蜂窝芯格的填充;步骤三,填充物的凝固;步骤四,蜂窝芯的固定和加工;步骤五,填充物的取出。本发明使用了低熔点填充物,可以固化蜂窝芯的形状,从而只需要使用普通的加工刀具,就可以解决蜂窝芯零件凹型面的加工要求;本发明使用低熔点填充物后,增加了蜂窝芯与加工平台的粘接强度,且取下时不易损坏蜂窝芯零件的边缘;本发明提高了蜂窝芯型面的加工效率和加工质量。
复合材料蜂窝芯型面加工方法及刀具.pdf
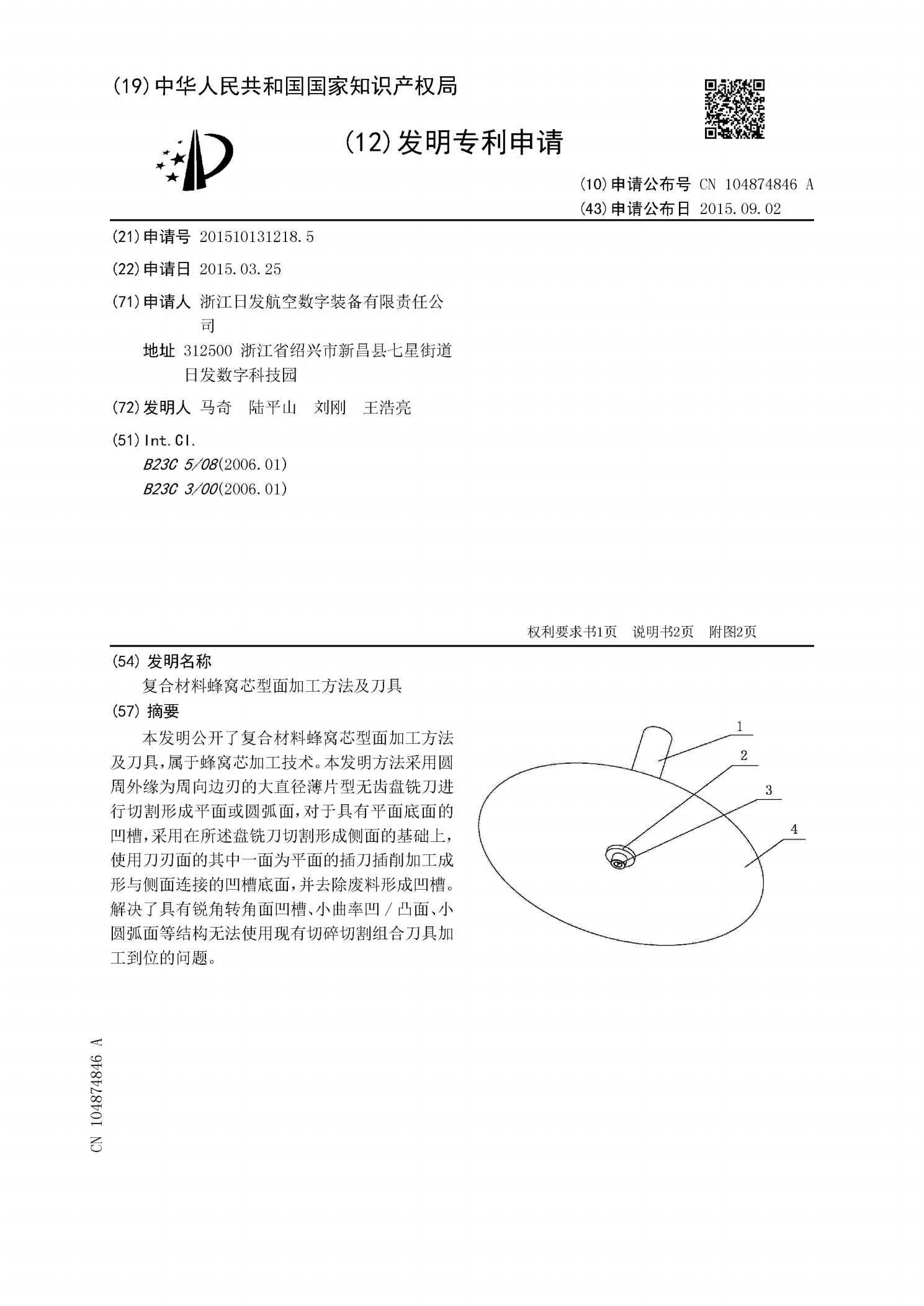
本发明公开了复合材料蜂窝芯型面加工方法及刀具,属于蜂窝芯加工技术。本发明方法采用圆周外缘为周向边刃的大直径薄片型无齿盘铣刀进行切割形成平面或圆弧面,对于具有平面底面的凹槽,采用在所述盘铣刀切割形成侧面的基础上,使用刀刃面的其中一面为平面的插刀插削加工成形与侧面连接的凹槽底面,并去除废料形成凹槽。解决了具有锐角转角面凹槽、小曲率凹/凸面、小圆弧面等结构无法使用现有切碎切割组合刀具加工到位的问题。

NOMEX薄壁蜂窝芯型面加工技术.docx
NOMEX薄壁蜂窝芯型面加工技术NOMEX薄壁蜂窝芯型面加工技术摘要:随着科学技术的不断进步和应用领域的不断扩展,航空、航天、军工、汽车等高科技领域对材料强度、轻量化、防火性能等要求越来越高。具有轻质高强、耐磨、耐高温、耐腐蚀、防火等优异性能的NOMEX蜂窝芯材料因其优秀的性能而受到广泛的关注。而NOMEX薄壁蜂窝芯型面加工技术,则是实现NOMEX蜂窝芯材料优良性能的重要保障。本文将阐述NOMEX薄壁蜂窝芯型面加工技术的研究现状和发展趋势,总结其应用场景和优势。关键词:NOMEX薄壁蜂窝芯材料,型面加工技

NOMEX薄壁蜂窝芯型面加工技术.docx
NOMEX薄壁蜂窝芯型面加工技术标题:NOMEX薄壁蜂窝芯型面加工技术摘要:NOMEX薄壁蜂窝芯型面加工技术是一种新颖的材料加工技术,其特点是利用NOMEX蜂窝材料在表面加工过程中形成蜂窝结构,从而提高材料的强度和刚度。本文将探讨NOMEX薄壁蜂窝芯型面加工技术的原理、发展历程、应用领域以及未来发展方向,并对其在航空航天、汽车工业、建筑等方面的潜在应用进行了探讨。第一部分:NOMEX薄壁蜂窝芯型面加工技术的原理和发展历程1.NOMEX薄壁蜂窝芯型面的基本原理2.NOMEX薄壁蜂窝芯型面加工技术的发展历程第
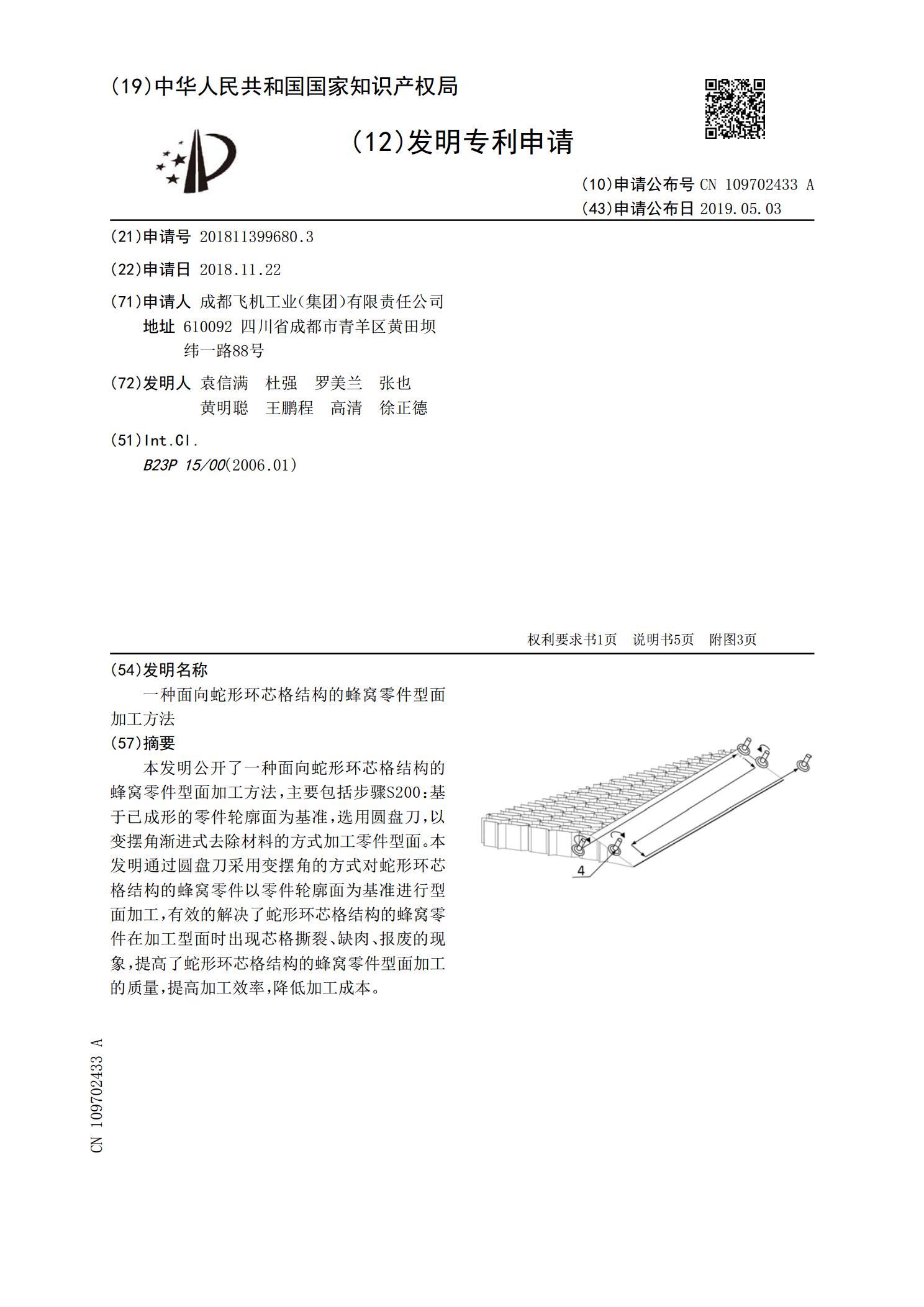
一种面向蛇形环芯格结构的蜂窝零件型面加工方法.pdf
本发明公开了一种面向蛇形环芯格结构的蜂窝零件型面加工方法,主要包括步骤S200:基于已成形的零件轮廓面为基准,选用圆盘刀,以变摆角渐进式去除材料的方式加工零件型面。本发明通过圆盘刀采用变摆角的方式对蛇形环芯格结构的蜂窝零件以零件轮廓面为基准进行型面加工,有效的解决了蛇形环芯格结构的蜂窝零件在加工型面时出现芯格撕裂、缺肉、报废的现象,提高了蛇形环芯格结构的蜂窝零件型面加工的质量,提高加工效率,降低加工成本。